
基于ANSYS 的Ti2AlNb 钛合金电子束焊接数值模拟
2022-04-22 03:39豆旭昭王世清宋晓娟刘五兵
焊管 2022年4期
0 前 言
钛合金作为工程领域的一种新型材料, 兼具钢、 铝等结构材料的许多优良性能, 并具有低密度、 高强度、 无磁性、 耐腐蚀的特点, 是非常重要的轻质结构材料
。 目前, 材料研究人员已经对钛合金进行了深入研究, 开发了数百种类型的钛合金, 并广泛应用于各个领域。 为了减少原材料消耗, 减轻结构件的质量, 焊接是一种可靠而有效的方法
, 其焊接方式有很多, 比如搅拌摩擦焊、 激光焊、 钨极惰性气体保护焊、 熔化极惰性气体保护焊和电子束焊接等
, 其中电子束焊接的热影响区较小, 同时焊接变形小, 焊接精度高
。 因此本研究采用ANSYS 有限元分析方法, 对电子束焊接的温度场分布和焊接热循环曲线进行分析, 得出焊接时温度场和热循环曲线的分布规律, 确定最优焊接参数, 为Ti
AlNb 钛合金电子束焊接提供理论参考。
1 焊接温度场模拟
本研究对Ti
AlNb 钛合金电子束焊接过程的数值模拟分析进行了简化处理。 将Ti
AlNb 钛合金视为均匀连续介质
, 且具有各向同性; 默认焊前工件各处的温度均为22 ℃; 热量的传导遵循热传导模型, 设置温度场边界条件为材料表面温度与时间的变化关系; 焊接过程为真空环境。基于电子束焊接的特点, 选用双椭球热源模型,热源沿深度方向对焊件进行加热, 急速升温使接头局部熔化蒸发, 形成 “匙孔”, 穿透材料, 最后焊缝凝固, 焊缝呈“钉” 形形貌, 此种方法能够获得较为准确的计算结果。
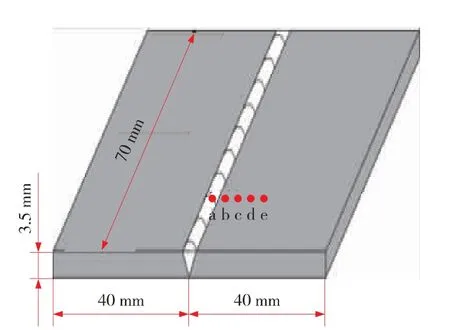
Ti
AlNb 钛合金板材尺寸为70 mm×40 mm×3.5 mm, 如图1 所示, 采用对接接头。 热循环曲线的参考点选取图1 中a、 b、 c、 d、 e 处, 其与焊缝中心的距离分别为0 mm、 1 mm、 2 mm、 3 mm和4 mm。 为保证模拟精度, 本研究采用六面体、八节点划分网格单元, 网格划分如图2 所示
。网格划分后, 有限元网格模型包含56 000 个网格单元和57 105 个节点, 网格单元尺寸为0.5 mm×0.5 mm×0.7 mm。

2 模拟结果及分析
2.1 工艺参数选择
电子束焊接过程中影响焊接接头质量的因素很多, 本研究主要通过改变电子束流以及焊接速度确定最优的焊接工艺参数。
2.2 焊接温度场分析
利用ANSYS 软件对Ti
AlNb 合金电子束焊接过程进行有限元数值模拟, 分析焊接的瞬态温度场, 并对模拟结果进行分析
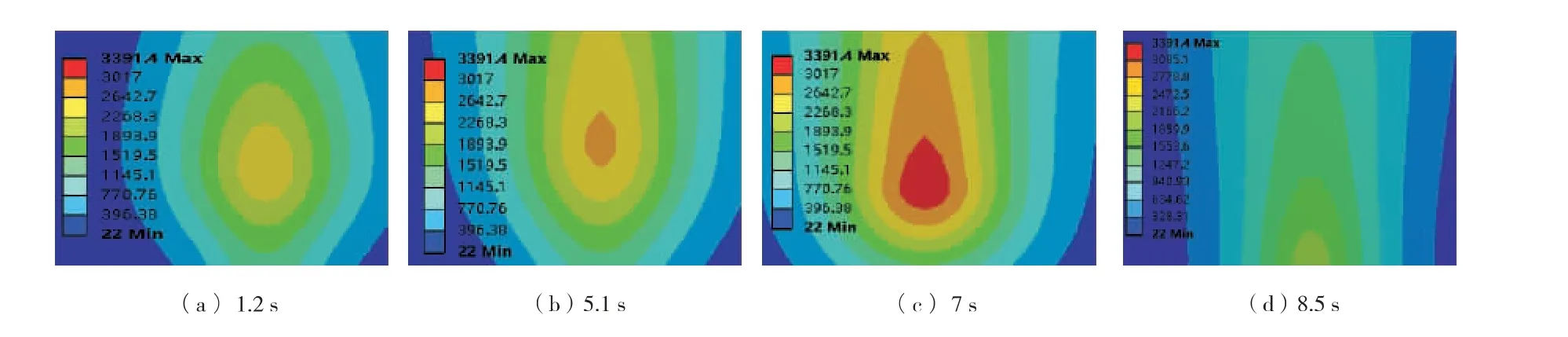
。 图3~图6 为不同工艺参数下不同时刻电子束焊接温度场云图。



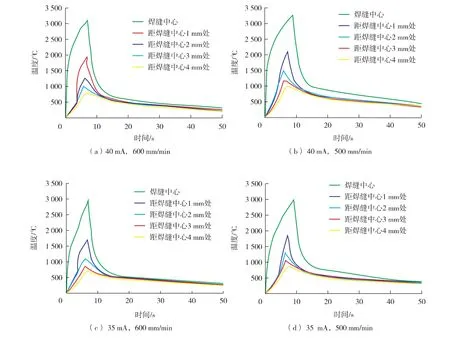
各参考点处不同工艺参数焊接热循环曲线如图8 所示, 由图8 (a) 与图8 (b) 可知, 焊接速度600 mm/min 时, 达到峰值温度的时间7 s, 峰值温度3 101.7 ℃; 焊接速度500 mm/min 时, 达到峰值温度的时间9 s, 峰值温度3 310.3 ℃。 由此可知, 改变焊接速度会导致升温时间发生改变, 焊接速度越大, 达到峰值温度的时间越快,峰值温度值越小。
由图8 (a) 与图8 (c) 可知, 当焊接速度为600 mm/min 时, 电子束流的大小会使峰值温度发生变化, 电子束流值为40 mA 时, 峰值温度为3 101.7 ℃; 电子束流值为35 mA 时, 峰值温度为2 970.2 ℃, 且升温至峰值温度的时间均相同。 由此可见, 电子束流值越大, 峰值温度越高, 但升温至峰值温度所用时间相同。


2.3 焊接热循环曲线分析
试件的初始温度为22 ℃, 随着时间的推移,焊接温度逐渐增大, 设置加速电压为60 kV, 聚焦电流为380 mA; 当焊接速度为600 mm/min、且电子束流由35 mA 增加至40 mA 时, 峰值温度由2 970.2 ℃上升至3 101.7 ℃, 达到峰值温度的时间为7 s; 当焊接速度为500 mm/min、 且电子束流由35 mA 增加至40 mA 时, 峰值温度由3 035.4 ℃上升至3 310.3 ℃, 熔池金属发生气化, 达到峰值温度的时间为9 s; 保持电子束流的值不变, 当焊接速度由500 mm/min 上升至600 mm/min 时, 达到峰值温度的时间由9 s 减少至7 s。
一九四二年四月,美军杜立特率领特别飞行中队从大黄蜂号航母上起飞,轰炸了东京、名古屋,这下可捅了马蜂窝。鬼子判断轰炸本土的16架轰炸机是从衢州、丽水一带的机场起飞的,决定摧毁这些空军基地,于是爆发了“浙赣会战”。
聚合物保温砂浆的导热系数低,属于无机非金属保温材料[5]。砂浆硬化后抗压强度高,拉伸粘接强度高于普通水泥砂浆,不易产生变形,与大气环境接触时具有较好的耐候性和耐久性。试验用聚合物砂浆的组成材料为:P.O 42.5普通硅酸盐水泥、中砂、纤维素、聚丙烯纤维、胶粉、水。聚合物砂浆设计配合比如表2所示。
不同工艺参数下熔池形貌如图7 所示, 图7中红色区域为焊接熔池, 当温度达到Ti
AlNb 合金的熔点1 690 ℃时, 由图7 可计算出熔池的宽度以及深度, 结果见表1。 由表1 可知, 焊接速度越小, 熔深越大, 熔宽增加17%; 电子束流越大, 熔深增加22%, 熔宽增加10%。 当焊接速度为500 mm/min 时, 焊缝焊透; 当焊接速度为600 mm/min 时, 焊缝未焊透。 为使工件充分熔透, 应选择电子束流为35 mA、 焊接速度为600 mm/min 的焊接工艺参数。
Ti-22Al-25Nb 合金稳定相图如图9
所示,由图8 (c) 及图9 可知, 在加热瞬间, 焊缝处温度达到了熔点1 690 ℃, 组织由室温组织逐渐转变为高温的β/B2 相, 随后又转变为液体组织,直至转变为固态组织; 当距焊缝中心3 mm 时,温度约为869.94 ℃, 达到860 ℃相变点, 其中一部分焊缝组织会发生相变并处于B2+α
+O 相;距焊缝中心4 mm 时, 温度约为707.99 ℃, 其中一部分焊缝组织发生相变并处于B2+O 相。 对于焊缝熔池, 在快速冷却过程中, 首先由液态转变为β/B2 相, 最后再转变为其他相。
由上可知, 改变电子束流值或者焊接速度均会引起焊接热循环的峰值温度发生变化, 改变焊接速度时, 其达到峰值温度的时间也会发生变化。
农村公路网规划是一项复杂的工程,需要统筹考虑,兼顾各方面的影响因素. 本文研究认为基于城市副中心背景下农村公路不再仅仅作为乡镇、行政村的运输、集散通道而存在,面对新形势下的新问题,应该从以下4个方面来考虑.
由图8 (c) 可知, 距焊缝中心0 mm (a 点)、1 mm (b 点)、 2 mm (c 点)、 3 mm (d 点)、 4 mm(e 点) 的峰值温度情况分别为2 970.2 ℃、 1 696 ℃、1 119.4 ℃、 869.94 ℃、 707.99 ℃。 在双椭球热源加载下, a 点温度迅速升高至峰值, 随着热源移动, a 点温度迅速降低。 这是由于热源发生移动,且在热源移动的地方金属不断熔化形成熔池, 液态金属黏度较低, 在反蒸发力、 表面张力、 浮力和重力作用下, 熔池对流剧烈, 传热较为迅速
, 而其他点偏离焊缝中心较远, 其峰值温度均低于a 点。
小学生由于受到了年龄的局限性,使其的理解能力、认知水平都存在着较强的限制,当其在阅读文章内容时经常会处在表面形式上,很难对文章的内涵有更加深入、深化的理解,对其阅读效果的提高产生了非常不利的影响。因此,在阅读教学中,教师也应积极的改善这一现状,以生本理念为导向,致力于教学情境的创设,使学生在实际情境中深化对文章内容的理解,使其收获更多。

3 结 论
(1) 采用ANSYS 软件对壁厚为3.5 mm 的Ti
AlNb 钛合金电子束焊接过程进行数值模拟,通过分析焊接接头截面温度场云图以及熔深和熔宽可知, 焊接速度越小, 熔深越大, 熔宽也越大; 电子束流值越大, 熔深与熔宽均增大。
(2) 根据双椭球热源下电子束焊接热循环曲线分析结果可知, 焊缝中心温度最高, 并且电子束流值越大, 峰值温度越大; 焊接速度越快, 峰值温度值越小, 且升温至峰值温度的时间越短。
(3) 基于3.5 mm 厚的Ti
AlNb 钛合金电子束焊接数值模拟分析结果, 建议其焊接工艺参数为: 加速电压60 kV、 电子束流值35 mA、 聚焦电流380 mA、 焊接速度600 mm/min。
[1] 李晋永. 工程结构材料焊接接头疲劳性能的对比研究[D]. 太原:太原理工大学,2008.
[2] 陈芙蓉,贾翠玲. 7A52 铝合金焊接及其接头表面纳米化研究现状[J]. 华东交通大学学报,2019,36(1)1-11.
[3] 江畅. Ti40/TC4 异种钛合金电子束焊接工艺及组织性能研究[D]. 南昌:南昌航空大学,2017.
[4] MORAIS L S,SERRA G G,MULLER C A,et al. Titanium alloy mini-implants for orthodontic anchorage: immediate loading and metal ion release [J]. Acta Biomaterialia,2007,3(3): 331-339.
[5] 李行志. 钛合金电子束焊接接头显微组织及疲劳性能研究[D]. 武汉:华中科技大学,2012.
[6] WANG G Q,ZHAO Z B,YU B B,et al. Effect of base material on microstructure and texture evolution of a Ti-6Al-4V electron-beam welded joint[J]. Acta Metallurgica Sinica (English Letters),2017,30(5): 499-504.
[7] 陈国庆,树西,柳峻鹏,等. 真空电子束焊接技术应用研究现状[J]. 精密成形工程,2018,52(1):31-39.
[8] 尹丽香. TC4 钛合金电子束焊接接头组织形态与性能的研究[D]. 大连:大连交通大学,2006.
[9] 赵海生. QCr0.8/TC4 异种材料电子束焊接工艺研究[D]. 哈尔滨:哈尔滨工业大学,2007.
[10] 陈源.Ti
AlNb 合金及其与TC4 合金异种金属的电子束焊接技术研究[D].南京:南京航空航天大学,2019.
[11] 刘思宇. 同心异径管的数值模拟及缺陷维护[J]. 管道技术与设备,2019,160(6):22-23,60.
[12] 刘雪莲. 激光超声表面波用于加工表面损伤检测的传播机理研究[D]. 天津:天津大学,2018.
[13] 陈家权,肖顺湖,杨新彦,等. 焊接过程数值模拟热源模型的研究进展[J]. 装备制造技术,2005(3):10-14.
[14] 袁尤智,汪岩峰,刘晓瑞. 基于FLUENT 的TIG 焊三维熔池热场与流场的数值模拟[J].江西科学,2008,26(6):880-883.
[15] 董智军. Ti
AlNb 基合金激光焊接特性研究[D]. 哈尔滨:哈尔滨工业大学,2012.
猜你喜欢
西部交通科技(2021年9期)2021-01-11
有色金属材料与工程(2019年2期)2019-07-25
科学与财富(2019年9期)2019-06-11
有色金属材料与工程(2018年4期)2018-11-25
有色金属材料与工程(2017年2期)2017-05-31
有色金属材料与工程(2016年6期)2017-05-31
中国科技纵横(2017年5期)2017-05-12
电脑知识与技术(2016年7期)2016-05-19
科教导刊·电子版(2016年6期)2016-04-19
中国高新技术企业(2009年5期)2009-06-17
