面向工程应用的BA-GMAW熔滴过渡形态
2022-04-12 10:30:04孙咸
焊接 2022年2期
孙咸
(太原理工大学,焊接材料研究所,太原 030024)
0 前言
具有优质、高效、自动化优势的GMAW工艺方法,在船舶制造、桥梁结构、电力工程、海洋结构等工业部门获得了广泛的应用。对于厚板对接接头和T形接头,通常采用多道(多层)填充方式。由于接头坡口角度大、填充金属用量多,费时、耗材,成本加大。同时,由于焊缝的快速冷却,接头中的焊接残余应力和焊接变形随接头中的显微组织变化而发生。接头中的拉伸残余应力与工作负荷叠加后还可能引发焊接裂纹,影响结构的使用寿命。厚板高效、自动化焊接合理解决方案是改进GMAW工艺,即采用潜弧熔化极气体保护焊(BA-GMAW)工艺。BA-GMAW工艺的特点是将电弧置于(或潜入)熔化金属表面以下,利用大的热输入获得高的熔敷速率和大的熔深,非常适于厚板的焊接。这种类型的电弧早先就已为人所知,但由于其电弧不稳定,很少在GMAW中被使用(更不用说用于焊接生产了)。近年来,由于其技术进步,潜弧焊(BA-GMAW)已成为厚板焊接中极具吸引力的工艺方法[1]。日本神户钢铁有限公司,针对表面涂有底漆钢板的钢结构,开发了“混合串联MAG焊接工艺”,将优质、高效BA-GMAW工艺创造性地用于造船和桥梁施工领域中[2]。从可以检索到的文献看,国内业界对对该工艺的关注度逊于国外。国外相关文献主要涉及潜弧焊工艺方法开发、电源特性研究、接头组织与性能,以及数字模拟与试验等。涉及BA-GMAW熔滴过渡形态的文献仅限于现象观察,对熔滴过渡形态机理的探讨较少见。考虑到BA-GMAW工艺电弧的稳定性与其熔滴过渡形态之间关系的复杂性,继续深入研究BA-GMAW工艺熔滴过渡形态及其机理,对于推动该工艺广泛成功应用仍然是迫切的。
论文从该工艺的工程应用入手,主要以国外近年发表的相关文献试验结果为分析对象,将焊接电参数与熔滴过渡形态相联系,探讨BA-GMAW中的电弧特性、熔滴过渡机理及熔滴过渡影响因素等。该项工作对于进一步揭示BA-GMAW工艺熔滴过渡机理、改善焊接工艺质量,促进工程应用,具有一定参考价值和实用意义。
1 工程应用中的BA-GMAW工艺
1.1 工程应用试验实例
表1列出了5个工程应用试验中的BA-GMAW工艺参数及项目要点。第1例充分评估了大电流潜弧焊工艺中高热输入对焊接接头显微组织的影响。在潜弧焊接头焊缝金属的某些区域,其宏观组织极为粗大。这种粗大的宏观组织被认为是初始γ晶粒的痕迹;实际的显微组织主要由细小晶内自形铁素体和针状铁素体组成。这2种类型的铁素体在不同的温度范围内析出;它们的混合组织非常独特,是由于高热输入而形成的。第2例采用新型D-ARC潜弧焊工艺对结构钢S355 J2+N焊接接头性能进行了研究。结果表明,采用新型D-ARC焊接工艺进行的高效焊接能够满足-20 ℃下焊接接头的冲击吸收能量要求。第3例为了稳定大电流范围内的潜弧,开发了一种“低频调制电压控制”,这重复推出使用具有恒压特性焊接电源的高、低电压范围。当该控制应用于使用φ1.2 mm 和φ1.4 mm 实心焊丝的大电流潜弧焊时,在高电压期间下观察到旋转过渡形态。阐明了通过用旋转电弧支撑潜弧空间来稳定大电流潜弧现象。第4例D-Arc专为大电流和高速焊接而设计,提供了世界上第一个具有稳定、高质量效果的大电流潜弧焊。由于厚板焊接层数(道数)大大减小,同时更快的焊接速度降低了生产成本;增强的电弧控制确保了焊缝的高质量(焊道外观均匀分布、无飞溅痕迹);由于简化了坡口制备,厚板可以一道成形,同时减小了焊接变形,成功解决了厚板焊接的挑战。第5例介绍了450 A 以上的大电流潜弧下的稳弧技术,观察了X射线观测系统和高速摄像机拍摄的电弧现象。通过焊接电源外特性稳定的大电流潜弧(最大电流1 000 A,最大送丝速度100 m/min)显示了3种熔滴过渡形态,包括450 A 以上电流范围的旋转过渡形态。为了利用这些特殊的熔滴过渡形态改善焊道成形,已经开发了把适当的外特性梯度和低频电压振荡结合的一种新型电流波形控制,以实现更稳定的大电流潜弧。
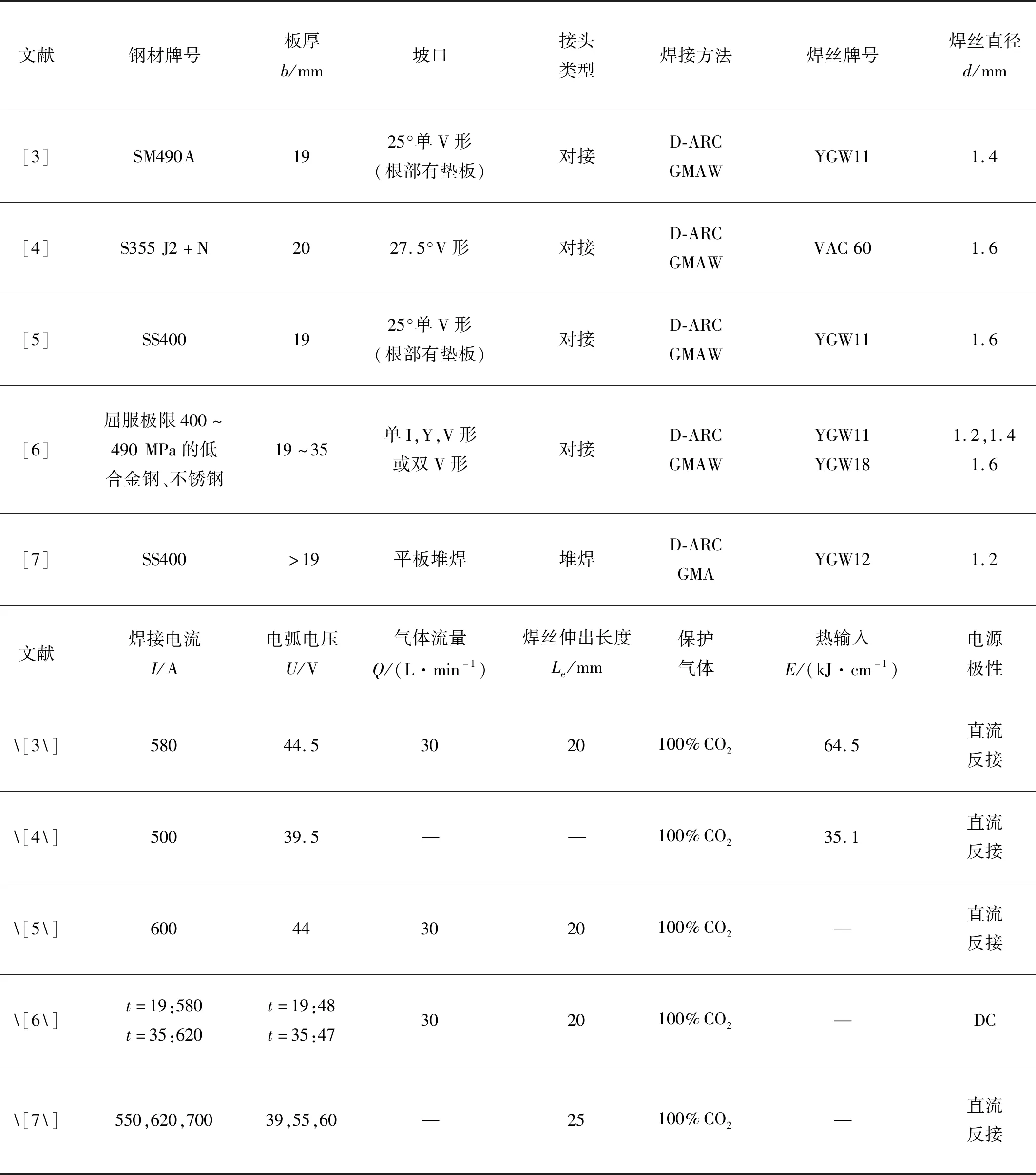
表1 工程应用试验中潜弧GMAW工艺参数
1.2 焊接电参数与熔滴过渡形态的关系
表2所列焊接工艺参数,体现了焊接方法和焊接材料的高效、自动化特色及优良满意的工艺性。从中亦可分析判断相应的电弧和熔滴过渡形态。在明弧下,所用的强规范(大电流、高电压),其工艺质量必然很差,即电弧不稳、飞溅严重、成形不均。然而在潜弧下,在同样强规范(大电流、高电压),其工艺质量如前所述较为满意。这就是潜弧焊接对电弧及熔滴过渡形态的改变所致。

表2 焊接工艺参数与熔滴过渡形态的关系
在大电流、高电弧电压(CO2电弧特性所决定)参数下,首先极少发生短路过渡(已为同步电流、电压波形图佐证);此时熔滴尺寸是否被细化,尚无实测数据。但是在实例3中,采用600 A电流、44 V电弧电压下高速摄影观察到了熔滴的旋转过渡形态。在实例5中,采用450 A以上电流和相应的焊接参数下,高速摄影观察到了3种熔滴过渡形态:滴状过渡、摆动过渡和旋转过渡。根据IIW SG212对熔滴过渡形态的分类[8],旋转过渡形态属于喷射过渡子类。该过渡形态的发现,对纯CO2保护焊固有过渡形态可能有所突破,因为按照常规思路,在明弧情况下纯CO2保护焊基本上无望实现喷射过渡[9-11]。然而在大电流潜弧情况下竟然会突破常规。这涉及到潜弧焊熔滴过渡机理,将在随后论述。
2 BA-GMAW中的电弧特性及熔滴过渡机理
2.1 BA-GMAW中电弧空腔的形成
与明弧焊接相比,潜弧焊接最明显的特点是电弧被潜入熔池中。由于电弧热和CO2焊接电弧力的作用,在电弧周围形成了一个所谓的电弧空腔。空腔的内壁是熔化状态的金属,而空腔内充满了具有一定内压力的金属蒸气,并撑起了一个电弧空腔(见图1[4]和图2[6])。
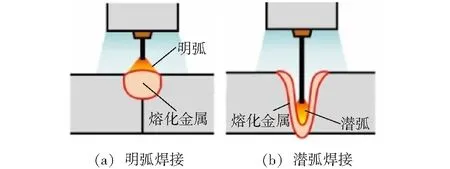
图1 明弧焊接与潜弧焊接的区别

图2 显示潜入熔池电弧的剖面图
2.2 BA-GMAW电弧空腔中的电弧及熔滴过渡行为
2.2.1电弧形态
虽然BA-GMAW的电弧是潜入熔池燃烧的(图1、图2),从外部看不到或看不清电弧的实际形态。但是与明弧GMAW相比,BA-GMAW的电弧形态有了质的变化(见表3)。明弧时熔滴在短路过渡时,阳极斑点面积小,电弧在焊丝端熔滴下方飘移不定,同时会出现瞬间电弧熄灭现象,电弧不稳,其电弧形态属于集中、断续、活动型。而BA-GMAW时,电弧已经爬升到熔滴上方,阳极斑点面积增大,电弧不会或极少出现瞬间熄灭现象,电弧十分稳定。因此,该方法的电弧形态属于连续、敞开、非活动型。至于BA-GMAW的电弧为什么会爬升到熔滴上方,将在下文讨论。

表3 2种焊接方法的电弧形态分析
2.2.2熔滴过渡形态
文献[7]采用高速摄像机(图3[7])对大电流潜弧焊进行观察。结果表明,随焊接电流(相应参数的协同变化)的增大,出现了3种熔滴过渡形态(见表4[7]、图4[7])。当焊接电流为450 A,电弧电压为39 V时,电弧已经爬升到熔滴上方,熔滴尺寸变小(等于或小于焊丝直径),呈现飞溅最小的轴向滴状过渡。当焊接电流为700 A,电弧电压为60 V时,电弧早已经爬升到熔滴上方,熔滴变得更细,焊丝端部形成的液柱高速旋转,脱离焊丝的熔滴飞向空腔内壁过渡,呈现伴随大飞溅的旋转过渡形态。
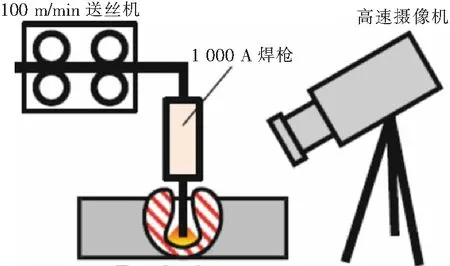
图3 高速摄像机对潜弧观察的角度
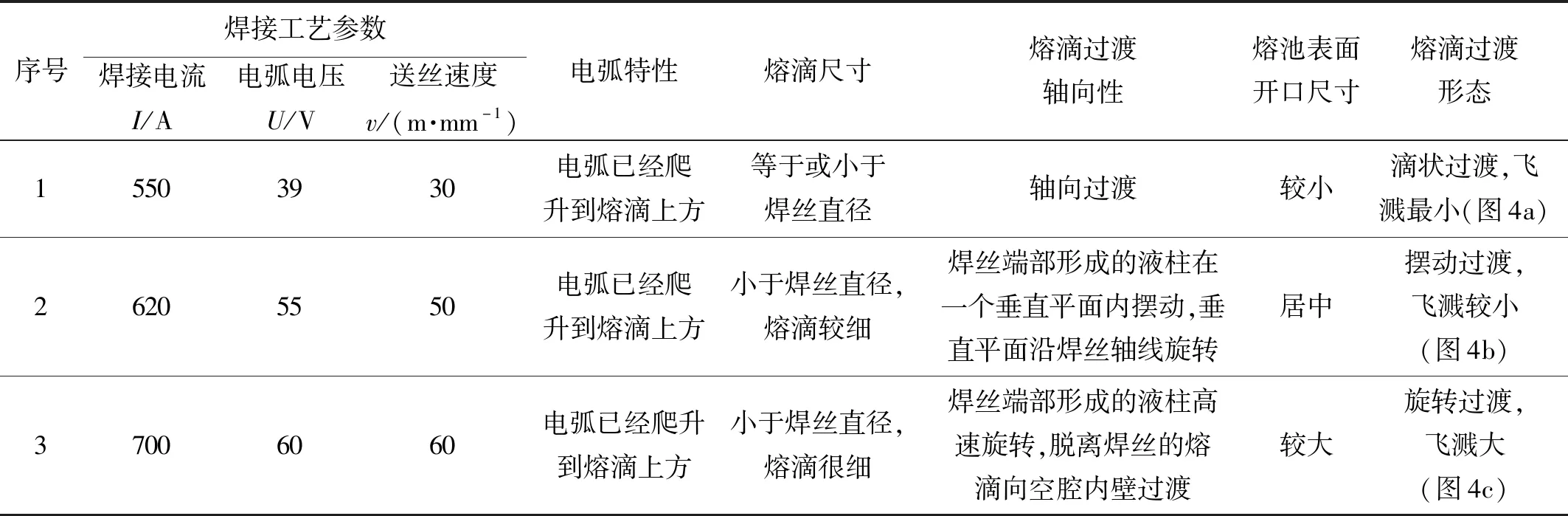
表4 大电流潜弧焊的3种熔滴过渡形态

图4 大电流潜弧焊的高速摄影照片
当焊接电流为620 A,电弧电压为55 V时,电弧依旧爬升到熔滴上方,熔滴尺寸比滴状过渡细许多,焊丝端部形成的液柱在一个垂直平面内内摆动,垂直平面沿焊丝轴线旋转,脱离焊丝的熔滴飞向空腔内壁过渡,呈现飞溅较小的摆动过渡形态。此处的飞溅特指潜弧空腔内产生的、被限制在空腔内而不能波及焊缝外观。
2.3 BA-GMAW熔滴喷射过渡形成机理
2.3.1GMAW喷射过渡形成条件
文献[12]指出,GMAW喷射过渡的实现取决于3个要素:①富氩混合保护气体。该电弧的特性使阳极斑点的面积始终大于载流截面面积,即电弧始终处在熔滴之上方,从而导致熔滴过渡的轴向性;②电磁力作用方向向下。电磁力作用方向与阳极斑点面积大小有关,当阳极斑点面积大于载流截面面积时其方向向下(图5[12])。在强电磁收缩力作用下,比焊丝直径小得多的熔滴被分离,非常有利喷射过渡;③焊接电流等于或大于转变电流。此时熔滴的表面张力变得足够小,电磁力足够大,电磁紧缩力对焊丝铅笔尖的极细熔滴不断挤压分离。速度非常快,间隔非常小,熔滴来不及长大,迅速形成“金属流”,穿越电弧进入熔池。①是必要条件,②和③是充分条件,三者缺一不可。
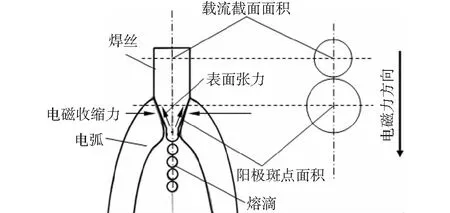
图5 GMAW熔滴喷射过渡机理示意图
2种焊接方法熔滴喷射过渡形成条件对比见表5。可以看出,纯CO2焊接时,与所谓喷射过渡3要素背道而驰,不存在任何喷射过渡有利条件(图6[13])。按照常规思路,纯CO2焊接基本上无望实现喷射过渡[14]。然而,纯CO2的潜弧焊工艺对该“禁区”有所突破,其关键突破点是潜弧中的的气体性质被改变。
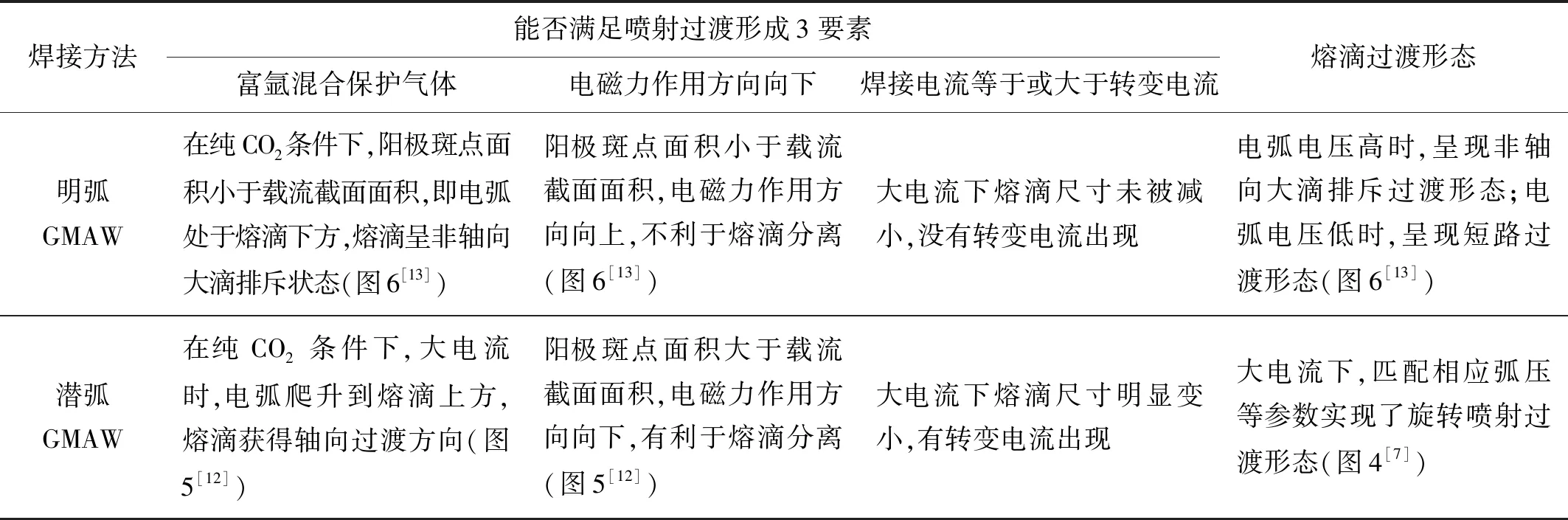
表5 2种焊接方法熔滴喷射过渡形成条件的对比
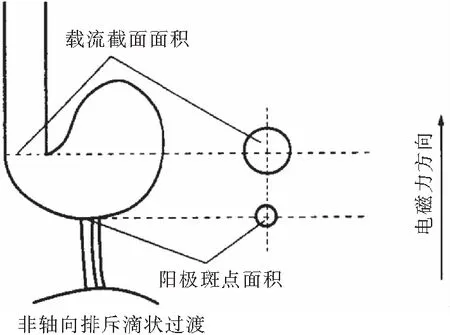
图6 100%CO2滴状过渡时作用在熔滴上的电磁力方向
2.3.2BA-GMAW熔滴喷射过渡形成机理
电弧空腔内氛围的变化。如前所述,在潜弧焊空腔内充满了具有一定内压力的金属蒸气,该金属蒸气改变了焊接电弧中的电场强度,使CO2焊接的电场强度由17.7 V/cm下降到10 V/cm左右,接近氩气氛下的电场强度6.6 V/cm[15]。较低的电场强度有利于焊丝端头阳极斑点面积的扩大,致使潜弧焊中电弧爬升到熔滴上方(图4)。于是满足了GMAW喷射过渡形成3要素之保护气体氛围条件。
作用在熔滴上力的变化。由于潜弧焊电弧空腔内氛围发生了质的变化,作用在熔滴上的力的变化及熔滴过渡形成条件见表6、表7。可以看出,除了熔滴的表面张力Fσ和气体排斥力Fq是熔滴过渡的阻力之外,其余的如电磁力Fem、等离子流力Fd、斑点压力Fb,甚至熔滴重力Fg均为熔滴过渡的驱动力。满足了电磁力作用方向向下条件(图7[16])。
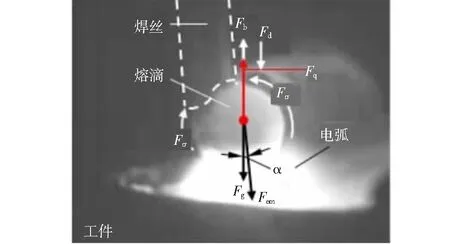
图7 作用在熔滴上的力
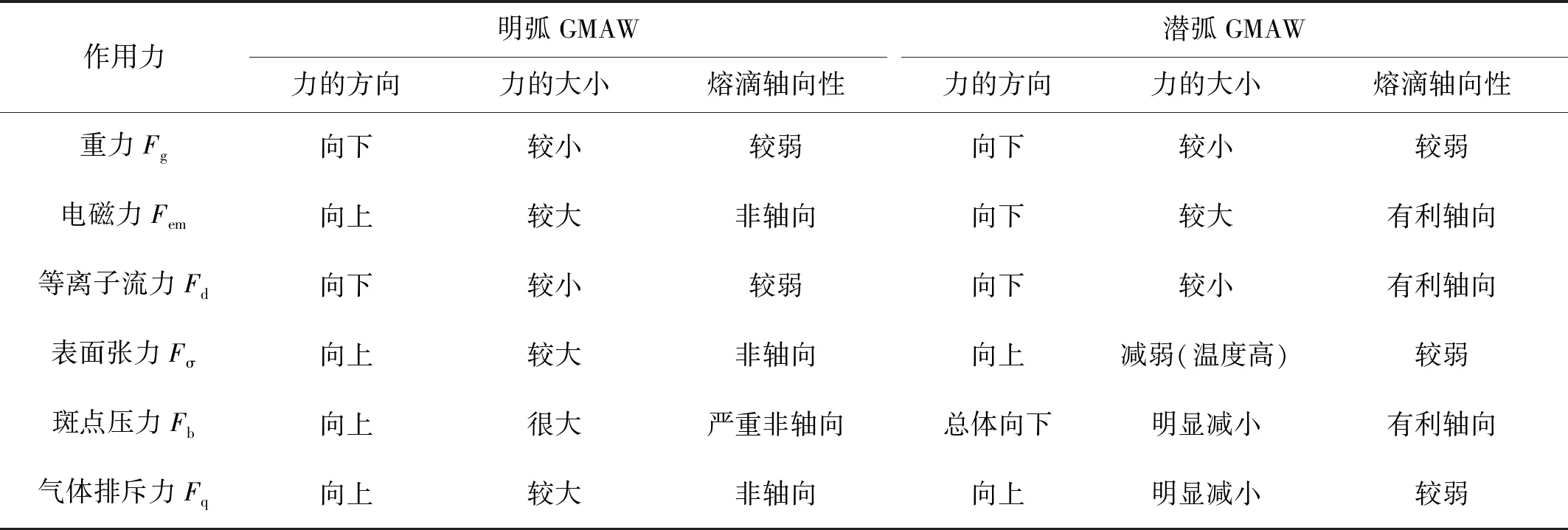
表6 明弧焊接和潜弧焊接时作用在熔滴上力的变化
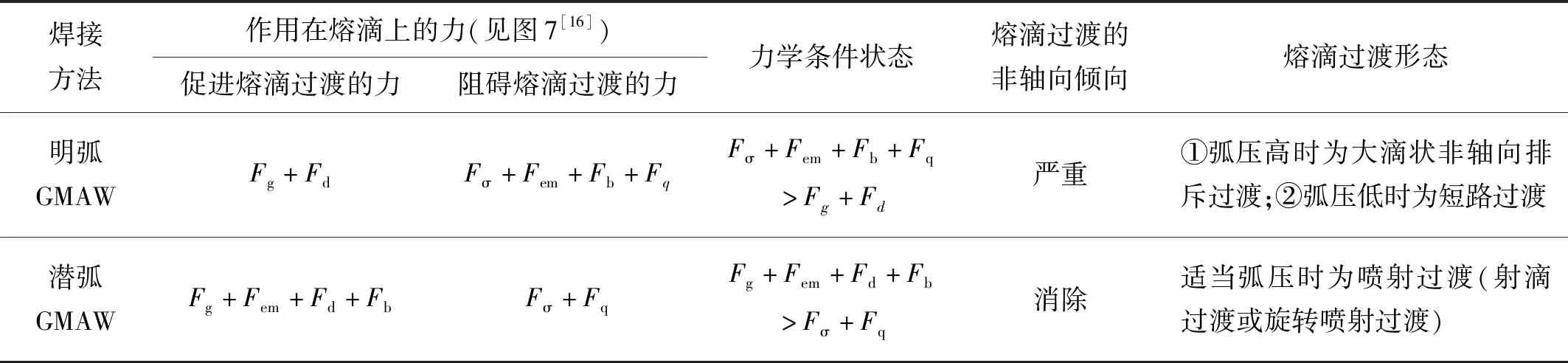
表7 2种焊接方法熔滴过渡形成的力学条件
转变电流。在大电流下,熔滴尺寸明显变小(小于焊丝直径),表明存在滴状向喷射转变的临界电流。
BA-GMAW熔滴喷射过渡形成条件:①形成潜弧。在纯CO2气体保护焊接条件下形成潜弧焊状态是需要条件的,通常需要大电流及匹配参数如电弧电压、送丝速度等,同时需要稳定电弧的控制系统等配套装置[7];②已经满足喷射过渡形成3要素。换而言之,BA-GMAW熔滴喷射过渡形成条件是,纯CO2保护气体;作用在熔滴上的电磁力方向向下;焊接电流等于或大于转变电流。
日本OTC公司开发的D-Arc潜弧焊工艺[6],从系统设计和波形控制两方面来实现大电流潜弧焊的稳定性。系统设计包括最高输出电流达650 A的大容量焊接电源、最高送丝速度达30 m/min的送丝装置,以及最大焊接电流达650 A的水冷焊枪。波形控制采用电压幅度控制技术,在低电压和高电压之间交替精准控制波形(图8),实现了大电流潜弧焊电弧的稳定性,从而在大电流施焊时产生了2种熔滴过渡形态:滴状过渡和旋转喷射过渡,同时获得了所需的深熔透和稳定的熔池。
图8 D-Arc精密波形控制
3 BA-GMAW中熔滴过渡的影响因素
对于常规实心焊丝纯CO2气体保护焊,影响BA-GMAW熔滴过渡的主要因素是焊接工艺参数(焊接电流、焊丝直径、电弧电压及焊接速度),见表8(部分数据引自文献[15])。
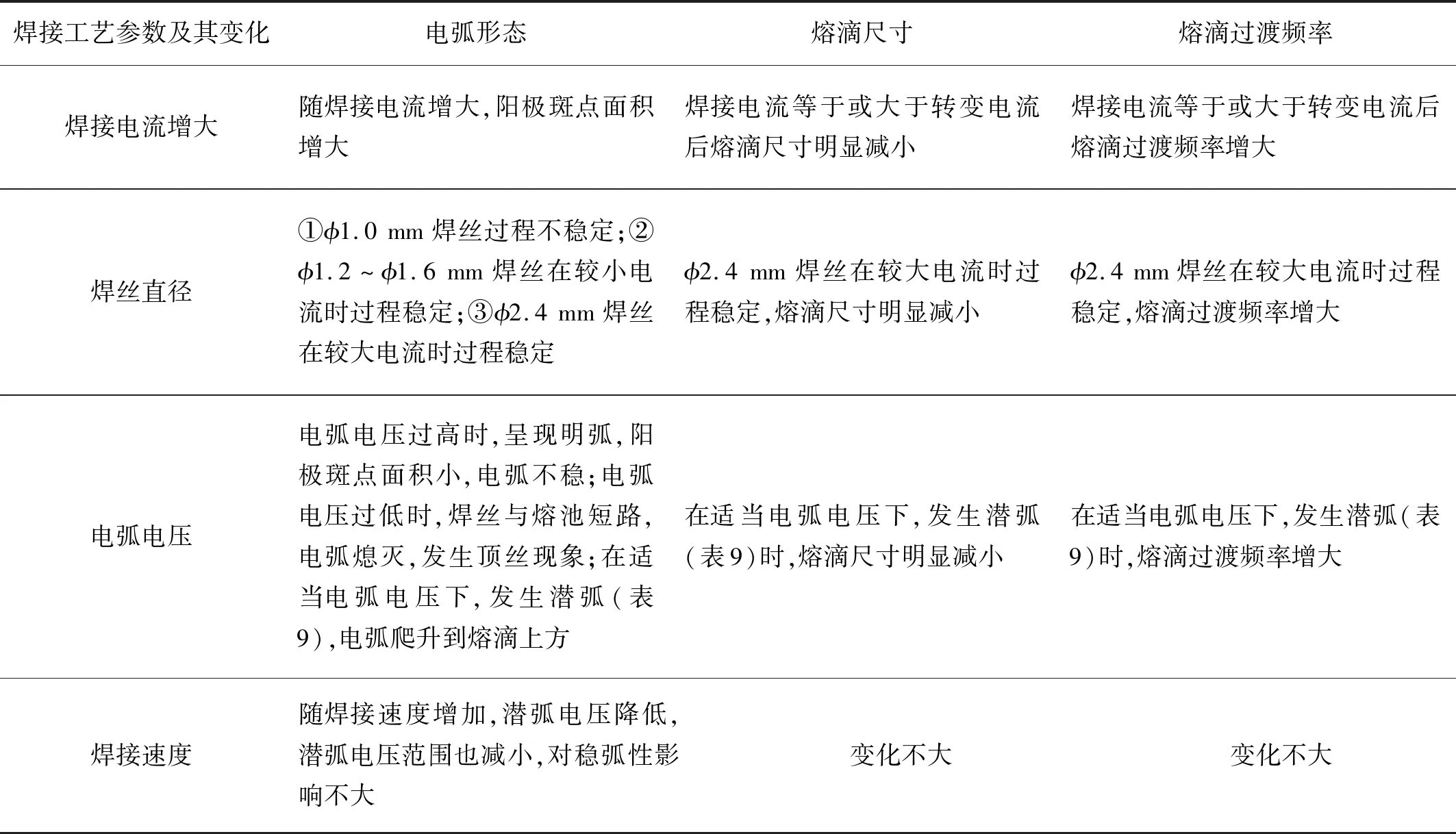
表8 工艺参数对BA-GMAW熔滴过渡的影响
随焊接电流增大,电弧爬升到熔滴上方,阳极斑点面积扩大,斑点压力Fb改变了方向,变为熔滴过渡驱动力,同时电磁力Fem的增大、熔滴表面张力Fσ减小,致使熔滴细化,过渡频率提高。
焊丝直径的影响较复杂。细丝(φ1.0 mm)大电流时,潜弧过程不稳定,甚至熔池金属被抛出熔池,难以成形;较粗焊丝(φ2.4 mm)大电流时潜弧过程较稳定,熔滴细化,过渡频率高;φ1.2~1.6 mm焊丝仅在较小电流时能实现稳定的潜弧过程。
电弧电压过高时,呈现明弧,阳极斑点面积小,电弧不稳;电弧电压过低时,焊丝与熔池短路,电弧熄灭,发生顶丝;电弧电压合适时发生潜弧(表9[15],φ1.6 mm,H08Mn2Si),电弧爬到熔滴上方,熔滴细化,过渡频率高。
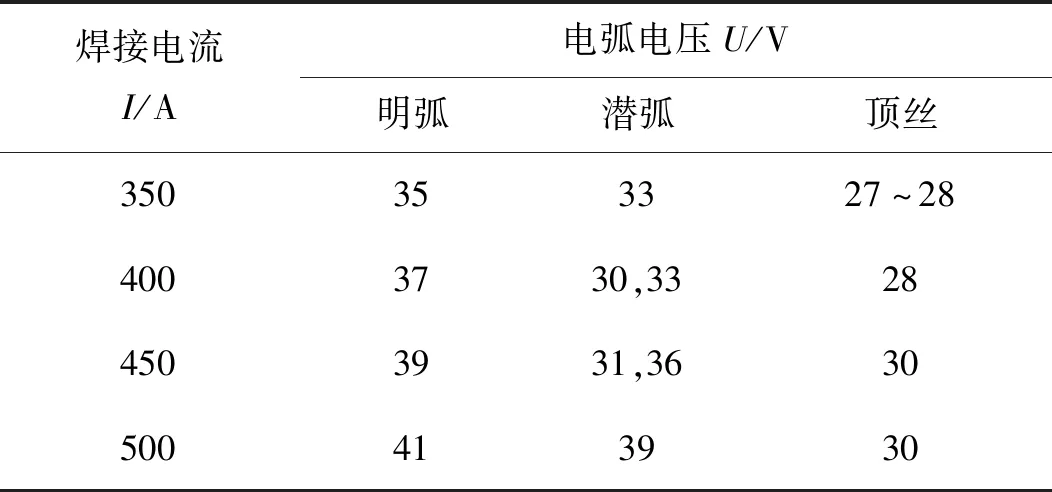
表9 焊接电流、电弧电压与潜弧工艺间的关系
随焊接速度增加,潜弧电压降低,潜弧电压范围也减小,对稳弧性影响不大,熔滴尺寸及熔滴过渡频率的变化亦不明显。
无论是D-ARC工艺还是文献[7]的恒压外特性电压波动复合控制系统,均成功地实现了φ1.2 mm,φ1.4 mm及φ1.6 mm焊丝CO2气体保护潜弧焊工艺。潜弧焊工艺的新突破,必然推动焊接理论的新发展,对于潜弧焊熔滴过渡影响因素产生新的试验规律会给出合理解释。
4 BA-GMAW熔滴过渡形态与焊接工艺质量的关系
2种焊接方法熔滴过渡形态与焊接工艺质量关系的比较结果见表10。从焊接飞溅、焊缝外观成形、焊缝横截面形状及焊缝气孔敏感性4项指标分析了熔滴过渡形态的影响。
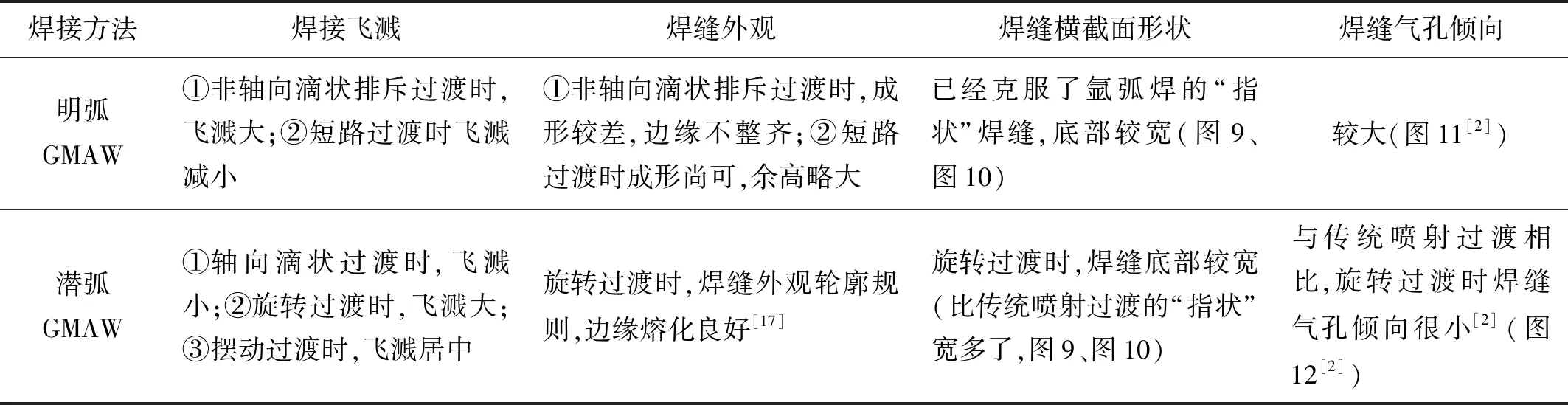
表10 2种焊接方法熔滴过渡形态与焊接工艺质量关系比较
明弧焊中非轴向排斥滴状过渡时焊接飞溅很大,严重影响焊缝成形和效率。潜弧焊时,3种熔滴过渡形态中以滴状过渡形态飞溅最小,其余2种飞溅不小。但是由于电弧在电弧空腔内燃烧,飞溅均被限制在空腔内落入熔池,而不会影响操作工艺性和焊缝外观成形。
明弧焊非轴向滴状排斥过渡时,成形较差,边缘不整齐;短路过渡时成形尚可,余高略大。潜弧焊旋转过渡时,焊缝外观轮廓规则,边缘熔化良好[17]。这是由于采用低频调制电压控制系统的空腔内电弧相当稳定,旋转喷射过渡熔滴细小、均匀,过渡频率高,且飞溅被困于空腔内所致。
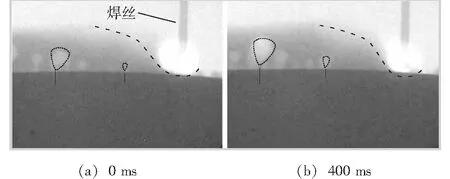
图11 常规焊接工艺中气孔的行为
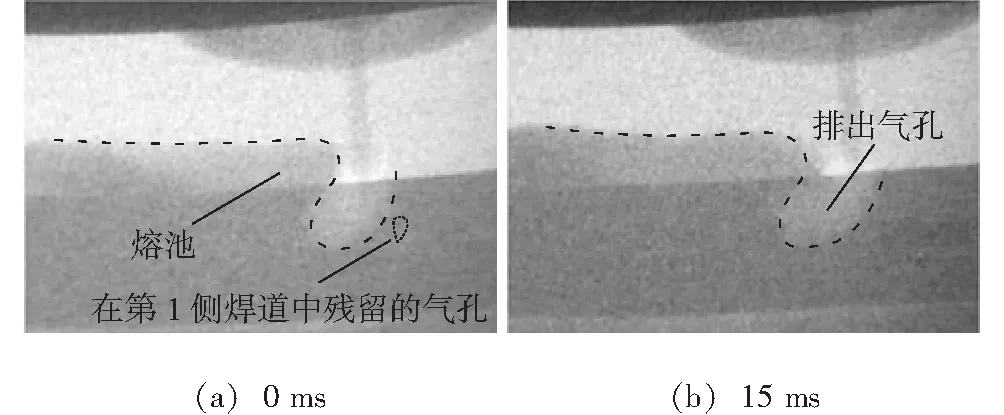
图12 开发的焊接工艺中气孔被排出的行为
明弧焊焊缝横截面形状,已经克服了氩弧焊的“指状”(图9[17]、图10[17])焊缝;焊缝底部的形状最终主要取决于焊接规范、坡口角度、操作横摆方式等。潜弧焊旋转过渡时,焊缝底部较宽(比传统氩弧焊喷射过渡的“指状”宽多了,见图9、图10)。这是由于旋转喷射过渡电弧和熔滴对熔池底部强力挖掘所致。

图9 喷射电弧和旋转电弧熔滴过渡示意图
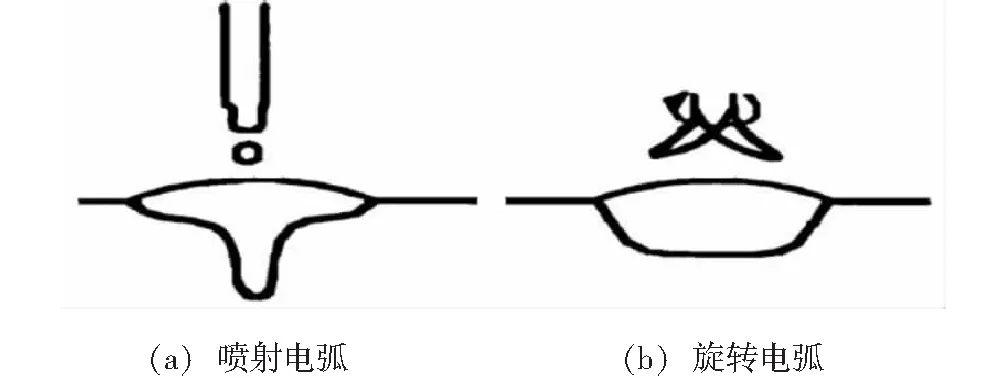
图10 喷射电弧与旋转电弧形成的焊缝轮廓外观
明弧焊无论是滴状还是短路过渡形态焊缝气孔倾向都较大。这是由于纯CO2气体保护焊冶金特性所决定的(①CO2高温吸热冷却速度快;②焊接电流密度大,熔深较深,气体逸出路径较长;③冶金反应产生了大量CO气体)。潜弧焊旋转过渡时,焊缝气孔倾向很小[2]。这是由于焊丝尖端旋转电弧力对熔池金属强烈的搅拌作用(见图9右侧图),促使熔池中的气体迅速上浮逸出的结果。
总之,潜弧焊熔滴过渡形态与工艺质量的利好关系,是采用稳弧技术后熔滴过渡特性改善所决定的。
5 结论
(1)在大电流和相应的焊接工艺参数下,BA-GMAW工艺的熔滴过渡形态3种,即呈滴状过渡、摆动过渡和旋转过渡。
(2)BA-GMAW电弧空腔中电弧形态属于连续、敞开、非活动型;潜弧焊电弧空腔内氛围发生了质的变化,电弧爬升到熔滴上方,纯CO2保护气下满足了喷射过渡形成3要素。
(3)焊接工艺参数对BA-GMAW熔滴过渡形态的影响,主要是焊接电流和电弧电压的影响;前者主要改变熔滴上作用力方向和大小,后者涉及潜弧的稳定性;新的控制系统已经克服了细焊丝直径对熔滴过渡的不利影响。
(4)潜弧焊熔滴过渡形态与工艺质量的利好关系,是受稳弧技术控制的熔滴过渡特性改善所决定的。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
装备制造技术(2021年2期)2021-07-21 05:38:08
水利科技与经济(2017年5期)2017-04-22 02:39:36
发明与创新·中学生(2017年1期)2017-01-20 20:37:52
发明与创新(2017年2期)2017-01-18 08:48:21
焊接(2016年1期)2016-02-27 12:54:19
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40