基于田口法的高硅铝合金超高旋转速度搅拌摩擦焊接工艺优化
2022-04-13 03:00:10周海波浦娟龙伟民饶嘉威陈书锦
焊接 2022年2期
周海波,浦娟,龙伟民,饶嘉威,陈书锦
(1.江苏航运职业技术学院,江苏 南通 226010;2.江苏科技大学,江苏 镇江 212000;3.中机智能装备创新研究院(宁波)有限公司,浙江 宁波 315700)
0 前言
高硅铝合金因其密度低、线膨胀系数低、热力学性能好等特点,应用广泛[1-5]。但高硅铝合金具有较大脆硬性较难焊接,采用熔化焊如激光焊、电子束焊等虽然可以实现其连接,但因焊接热输入过大,易造成焊接接头中初晶硅和共晶硅粗大而降低焊接接头韧性[6]。基于这一现状,文中拟采用绿色制造方法——超高旋转速度搅拌摩擦焊开展高硅铝合金超高旋转速度搅拌摩擦焊的工艺研究。
采用传统方法进行高硅铝合金超高旋转速度搅拌摩擦焊工艺研究需要进行大量的试验。而田口法通过DOE设计试验,大大减少了试验次数,能获得试验参数最优化趋势,具有很强的可行性,被国内外学者广泛地应用于各种焊接工艺参数优化中[7-12]。Bozkurt等人[7]以搅拌摩擦焊接聚乙烯薄膜接头最大拉伸强度为响应值,采用Taguchi法对焊接工艺参数进行优化。Datta等人[10]以埋弧焊接接头几何尺寸和热影响区宽度为响应值,采用Taguchi法对埋弧焊接工艺参数进行优化设计。Anawa等人[11]使用Taguchi法优化设计异种材料的激光焊接工艺参数。上述学者们研究表明:田口法是一种低成本、高质量、高稳定性的一种正交设计方法。
文中采用田口法对高硅铝合金超高旋转速度搅拌摩擦焊接工艺参数进行优化,通过信噪比(S/N)分析和方差分析(ANOVA)研究焊接速度、旋转速度、下压量3个工艺参数对焊接接头质量的影响,以期获得高硅铝合金超高旋转速度搅拌摩擦焊最佳工艺参数。
1 试验设计及方法
文中所选母材为喷射成型的AlSi70合金,尺寸为60 mm×40 mm×2 mm,母材抗拉强度为135.6 MPa。对高硅铝合金进行超高旋转速度搅拌摩擦焊接工艺研究,根据前期的试验,焊接工艺参数选择范围见表1。选定表1中焊接速度、旋转速度、下压量3个工艺参数为控制因子,每个控制因子选择3个水平,设计结果见表2。基于田口法选用L16(34)正交矩阵表设计焊接工艺参数,结果见表3。依据表3对高硅铝合金进行超高旋转速度搅拌摩擦焊接工艺试验研究,所得焊接接头的宏观形貌如图1所示。以焊缝成形质量和焊接接头抗拉强度作为响应值,表4是焊缝成形质量的考核评分细则。表5是依据表3中焊接工艺参数所得的焊缝成形质量评分和焊接接头抗拉强度,对结果进行信噪比(S/N)分析和方差分析

表1 超高旋转速度搅拌摩擦焊接工艺参数

表2 正交试验中的主要因素及水平值
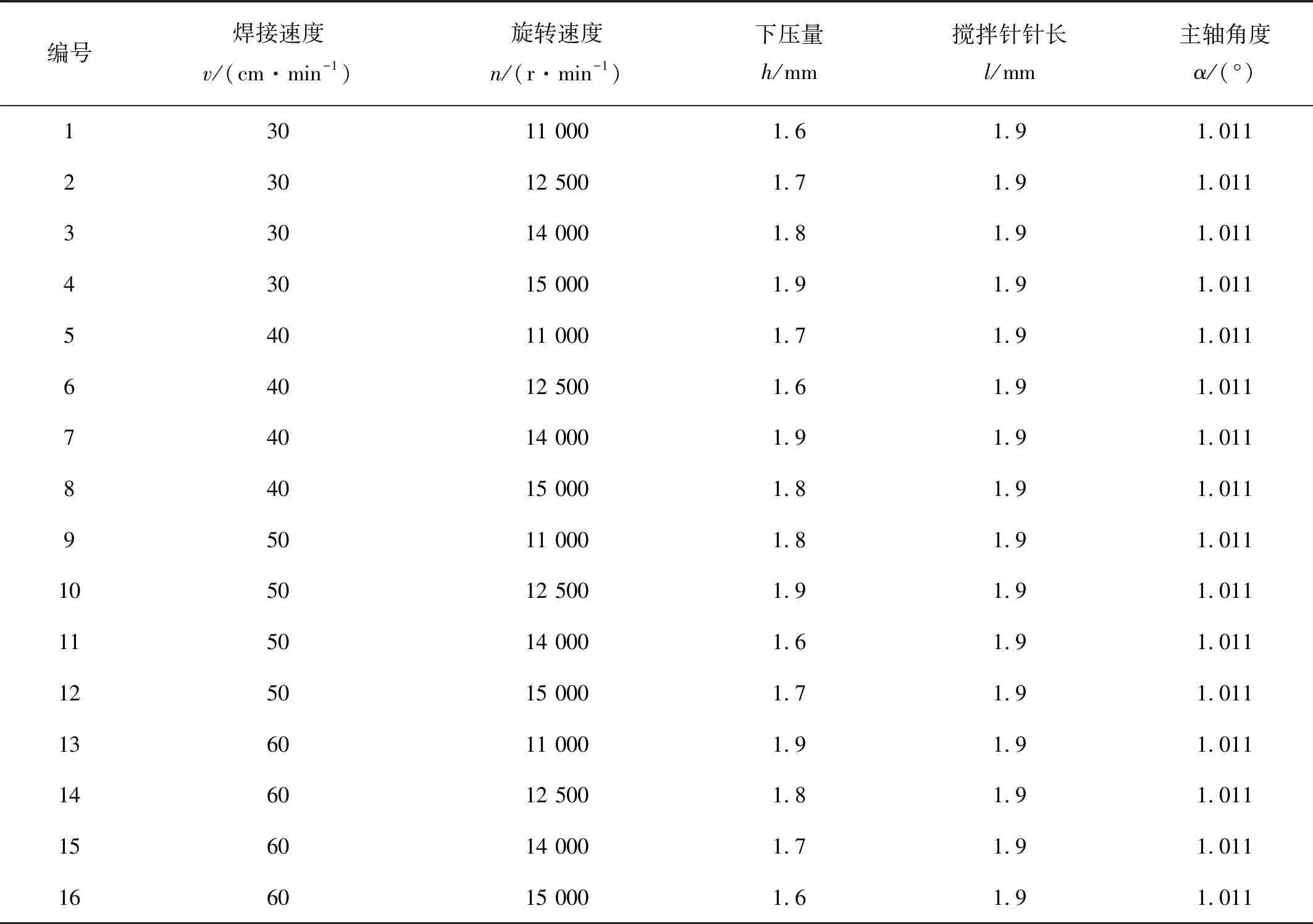
表3 正交设计结果

表4 焊缝成形质量评定标准

表5 焊缝成型质量评分和焊接接头抗拉强度

图1 焊接接头宏观形貌
2 结果与分析
2.1 信噪比分析
图2是基于田口法中望大特性所得的信噪比(S/N)分析结果,信噪比是根据控制因子的数值大小来反映响应值焊缝成形质量和焊接接头抗拉强度的波动,信噪比越大,焊缝成形质量越好,焊接接头抗拉强度越大。由图2可知,当焊接速度为60 cm/min时,旋转速度为14 000 r/min,下压量为1.8 mm时,响应值焊缝成形质量和焊接接头抗拉强度的信噪比值最大,焊接接头质量最好。由此可以说明,这一工艺参数为最优焊接工艺参数。

图2 信噪比(S/N)分析结果
2.2 方差分析
表6和表7分别是采用逐步回归法简化后的二次方模型以高硅铝合金超高转速搅拌摩擦焊缝成形质量评分和焊接接头抗拉强度作为响应值进行方差分析的结果。表格中F是因子均差与残差均差的比值。若两方差数值相差不大,两者比率接近1,则表明此因子对响应无重要影响。p>F表示假定F为1的可能性(假设因子对响应无影响)。如果p>F值非常小(小于0.05),说明因子对响应的影响较大,且p>F值越小,因子对响应的影响越大。由表6和表7可知,不论是以焊缝成形质量评分还是以焊接接头抗拉强度作为响应值,焊接速度和下压量对响应值影响较大。
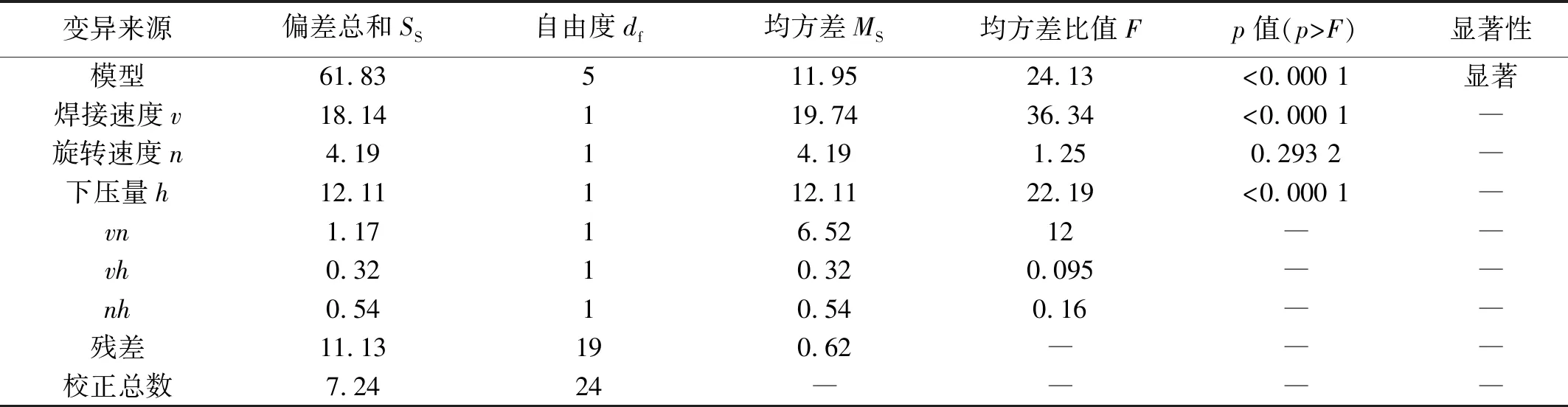
表6 以焊缝成形质量评分作为响应的方差分析结果

表7 以焊接接头抗拉强度作为响应的方差分析结果
图3是旋转速度为14 000 r/min时,焊接速度和下压量对焊缝成形质量评分的三维曲面响应图。由图可以看出,焊接速度越大,焊缝成形质量评分越高,焊缝成形质量越好;同时随着下压量增加至1.8 mm,焊缝成形质量评分最高,焊缝成形质量最好。图4是旋转速度为14 000 r/min时,焊接速度和下压量对焊接接头抗拉强度值的三维曲面响应图。由图可知,随着下压量和焊接速度的增加,焊接接头抗拉强度评分较高,焊接接头性能较好。上述结果表明:旋转速度为14 000 r/min时,焊接速度为60 cm/min,下压量为1.8 mm时,高硅铝合金超高旋转速度搅拌摩擦焊缝成形质量最好,焊接接头抗拉强度最大,这与信噪比(S/N)分析结果一致。

图3 焊缝成形质量评分三维曲面响应图

图4 焊接接头抗拉强度三维曲面响应图
2.3 试验验证
图5是主轴角度为1.011°,搅拌针长为1.9 mm,搅拌头转速为14 000 r/min、焊接速度为60 mm/min、下压量为1.8 mm时,焊缝宏观形貌和微观形貌。从图5a可知,在本工艺参数条件下,高硅铝合金超高旋转速度搅拌摩擦焊接接头无飞边、沟槽、隧道和明显减薄等缺陷,焊缝质量较高。由图5b可以看出,焊接接头的焊缝区域和热机影响区组织无粗大颗粒状硅相,可以推测焊接接头性能较好。

图5 焊缝形貌
从焊接接头上截取5个试样,依据 GB/T 228—2002《室温拉伸试验方法》进行抗拉强度试验,结果取其平均值。焊接接头抗拉强度值为129 MPa,达到高硅铝合金抗拉强度值的97%。图6是焊接接头拉伸断口形貌图。由图6a可知,焊接接头拉伸断口呈现韧性断裂特征,具有典型的韧窝,韧窝中硅相颗粒较细,如图6b所示,这反映了高硅铝合金超高旋转速度搅拌摩擦焊接接头具有较好的抗拉强度。

图6 焊接接头拉伸断口形貌
3 结论
(1)当焊接速度为60 cm/min时,旋转速度为14 000 r/min,下压量为1.8 mm时,响应值焊缝成形质量和焊接接头抗拉强度的信噪比值最大,焊接接头质量最好。
(2)不论是以焊缝成形质量评分还是以焊接接头抗拉强度作为响应值,焊接速度和下压量均为显著影响因素,方差分析结果验证了信噪比分析结果。
(3)在最优焊接工艺参数下,高硅铝合金超高旋转速度搅拌摩擦焊接头抗拉强度为129 MPa,为母材抗拉强度的97%。
猜你喜欢
科教导刊·电子版(2021年1期)2021-03-28 03:31:54
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
北京航空航天大学学报(2019年9期)2019-10-26 02:30:12
环境与发展(2019年11期)2019-02-12 12:35:02
山东化工(2019年1期)2019-01-24 03:00:16
制造技术与机床(2018年9期)2018-09-19 06:48:36
电子测试(2018年11期)2018-06-26 05:56:02
雷达学报(2017年3期)2018-01-19 02:01:27
滇池(2017年5期)2017-05-19 03:23:19