Pr对Sn58Bi钎料微观组织和性能的影响
2022-04-13 02:23:02姜艳何云龙李楠罗庭碧杨东
焊接 2022年2期
姜艳,何云龙,李楠,罗庭碧,杨东
(红河学院,云南 蒙自 661199)
0 前言
随着绿色电子封装的发展,Sn-Pb钎料逐渐被无铅钎料替代。具有较低熔化温度(共熔点为138 ℃)的Sn-Bi系钎料合金,在高回流温度下可以保护电子器件不受损坏,且价格适中,是一种理想的低温焊接无铅钎料[1-2]。但是由于时效过程中Bi相易粗化且产生偏析,使得Sn-Bi合金钎料脆性大,延展性小[3-5]。有研究认为在钎料合金中加入微量的第3种元素,能够减缓Bi的粗化,改善钎料的微观组织,从而降低Sn-Bi合金的脆性,改善其力学性能、焊接性能及焊接后焊点的可焊性[6-9]。廖春丽[10]指出稀土元素变质作用强烈,其微量添加通常就会对合金的微观结构与性能产生显著影响。尤其是大量试验研究数据表明,在无铅钎料中添加Pr可使无铅钎料综合性能的提升高达 25%左右[11]。闫丽晶等人[12]综述了 Ag,Cu,Zn,Sb,Ni,稀土元素Ce,La,冷却方式和温度对 Sn-Bi 系钎料力学性能的影响,而对Sn-Bi 系钎料中添加Pr的研究鲜有报道。
文中通过在Sn58Bi钎料中添加稀土元素Pr制成新型无铅钎料,对新钎料的晶格结构、性能和微观组织进行了研究。
1 试验材料与方法
1.1 钎料的制备
用移液枪和分析天平准确称取少量Sn58Bi合金粉、Pr粉、白松香、pH调节剂、溶剂、活化剂、表面活性剂、抗氧化剂和缓蚀剂全部加入烧杯,然后将烧杯置于预热到70~80 ℃的精密数显加热平台上加热,同时用玻璃棒不停搅拌加速溶解,直至烧杯中的溶剂完全溶解,充分混匀后得到Sn58BiPr。钎料中金属粉与助焊剂的质量比为5∶1,金属 Pr粉的添加量(质量分数,下同)分别为0%,0.5%,1.0%,1.5%和2.0%。其中自制助焊剂是由33%白松香,10%活化剂(DL-苹果酸、柠檬酸、水杨酸),50%溶剂(四氢糠醇、异丙醇、丙三醇、乙二醇乙醚),4%pH调节剂,2%表面活性剂,0.4%抗氧化剂,0.6%缓蚀剂组成。
1.2 润湿性测试
根据 GB/T 11364—2008《钎料润湿性试验方法》的要求,文中采用铺展率来评价其润湿性。钎料的铺展率P越大表明其润湿性越好。
P=[(D-H)/D]×100%
(1)
式中:P为铺展率;D为钎料铺展直径,mm;H为钎料铺展后的高度,mm。
首先,采用精度为0.001 g的电子天平分别称取0.300 0 g 钎料置于20 mm×20 mm×3 mm紫铜片的中间部位(紫铜片为焊接基板)。然后,在精密数显加热平台上加热焊接(焊接温度为160 ℃),加热到焊膏完全熔化(时间为30 s左右),使钎料在铜片上自由地润湿铺展,冷却至室温后拍照。图片处理后导入Image-Pro Plus6.0软件中,测量钎料的铺展面积,然后并通过计算获得铺展率,焊点铺展高度H,钎料铺展直径D,做3组平行试验测平均值。
1.3 力学性能测试
文中采用抗拉强度来评价其力学性能。将尺寸为20 mm×20 mm×3 mm的紫铜片和M4铜螺母用10% ~ 20%的盐酸清洗10 min以除去其表面的氧化膜,用无水乙醇冲洗且在热风下完全烘干,并称重。取适量自制钎料于刮板上,经刮板上的小孔刮到预处理好的铜片中央并称重,随后将铜螺母竖立放至铜片中央的钎料上,在数显加热平台上加热焊接(焊接温度为160 ℃,保温30 s)。
拉力的测量方法:在焊接好的铜螺母上拴线,并将铜片固定,用拉力计进行拉力测量。逐渐增大拉力,使拉力计的示数缓慢且均匀地增加,直到螺母与铜片分离,记录最大拉力值,做3组平行试验测平均值。
1.4 微观组织观察
用钎料将铜片和螺母焊接,标记并进行剪切和镶嵌;然后对样品进行粗磨、细磨和抛光;对钎缝区域进行腐蚀,待钎料表面变成灰暗后用清水冲洗,然后再用无水乙醇清洗表面,吹干待用。采用扫描电子显微镜研究钎料显微组织。
2 试验结果
2.1 晶体结构
Sn58Bi钎料与添加不同比例Pr的Sn58Bi钎料X射线衍射图谱如图1所示。图1b和图1c为图1a的局部放大图,经观察发现,随Pr添加量的增大,(012),(200)和(101)等晶面均有向左偏移的趋势,即衍射峰所对应的2θ角减小。根据布拉格公式2dsinθ=nλ,2θ角减小表明晶面距d增大。这是因为溶质原子Pr的原子半径(0.247 nm)比Sn的原子半径(0.145 nm)和Bi的原子半径(0.146 nm)要大,固溶在Sn和Bi晶格中的Pr会使晶格膨胀,Pr的添加量越多,这种膨胀越明显。

图1 Sn58Bi钎料与添加Pr的Sn58Bi钎料X射线衍射图谱
2.2 润湿性
钎料的润湿性随Pr含量的变化关系如图2所示。
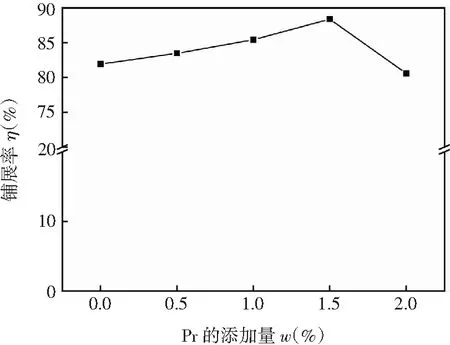
图2 Pr 对Sn58Bi钎料润湿性的影响
钎料的铺展率随着Pr添加量的增加先增加后减小。不添加Pr时Sn58Bi钎料铺展率为 81.97%;当Pr添加量为 1.5%时,钎料的铺展率最大为 88.41%,比不添加Pr的Sn58Bi钎料的铺展率增加了7.86%;但是当Pr添加量达到 2.0%时,钎料铺展率急剧下降,仅为 80.63%,比不添加Pr的Sn58Bi钎料的铺展率降低了1.63%。导致这种现象的原因是Pr 本身为表面活性元素,会聚集在液态焊膏表面,降低了钎料与 Cu 基板间的表面张力,提高其润湿性;而Pr 在空气下很容易被氧化,随着 Pr含量的逐步增加,Pr 的氧化物增多,阻碍了钎料的流动,这将会使得钎料的润湿性能下降[13]。因而,Pr的添加适量为宜。
2.3 抗拉强度
从图3可看出,随着稀土元素Pr添加量的增加,抗拉强度大致呈先减小后增大再减小的趋势;其中,抗拉强度的最大值出现在Pr的添加量为1.5% 处,与不添加Pr的Sn58Bi钎料相比,钎焊接头的抗拉强度由7.631 8 MPa增大到11.126 3 MPa,提高了45.79%。这是由于一方面Pr 的原子半径比较大,固溶于钎料合金中时会产生较大的晶格畸变,微观组织中位错滑移受到阻碍,力学性能提高。另一方面微量Pr元素溶入β-Sn基体中,起到了固溶强化作用,所以添加微量元素能明显优化Sn58Bi钎料合金的力学性。但是Pr添加量为2.0%时,钎焊接头的抗拉强度急剧下降。主要是Pr 的添加量过量时,钎料中会形成硬而脆的稀土相,其膨胀系数等方面都与基体有较大的差异,从而降低钎焊接头的抗拉强度[14]。所以,Pr的添加需要控制在一定范围内。

图3 Pr 对Sn58Bi钎料抗拉强度的的影响
2.4 微观组织
图4为未添加Pr和添加了1.5%Pr的钎料焊接后的微观组织。由图4a可知,图4a表明未添加微量元素Sn58Bi合金的微观组织以呈网状形式的共晶组织存在[15-16],其中暗色部分为β-Sn相,亮色部分为富Bi相。从图2b可看出,添加了Pr的Sn58Bi 合金钎料,使得在β-Sn相中弥散分布的Bi相颗粒明显减少;从而富Bi相变少,使得Bi不易扩散聚集在一起,从而抑制了Bi相长大粗化,钎料组织得到细化。由于Pr具有表面活性作用,易于在液固界面前沿聚集,从而增加了钎料合金的成分过冷,晶体的生长模式由平面状生长转变为胞状生长,从而起到减小枝晶间距,细化晶粒的作用。因此,微量Pr的添加可细化Sn58Bi合金晶粒组织。
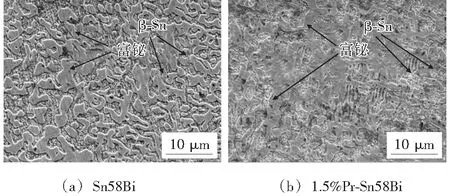
图4 Sn58Bi 钎料的SEM照片
3 结论
(1)XRD衍射分析表明Pr的添加会使Sn58Bi焊膏发生晶格畸变,晶面间距增大,这表明Pr进入Sn58Bi合金晶格,形成了固溶体。
(2)Pr的添加能有效改善钎料的焊接性能。当Pr添加量为1.5%时,接头的抗拉强度和润湿性最好,接头的抗拉强度由7.631 8 MPa增大到11.126 3 MPa,提高了45.79%;钎料的铺展率由81.97%扩大到 88.41%,增加了7.86%。
(3)添加了Pr的Sn58Bi合金钎料,可以使β-Sn相中弥散分布的Bi相颗粒减少,且不易扩散聚集,从而抑制了Bi相长大粗化,细化钎料。
猜你喜欢
江苏水利(2022年2期)2022-03-04 09:15:26
陶瓷学报(2021年3期)2021-07-22 01:05:00
小星星·阅读100分(低年级)(2018年3期)2018-04-28 09:45:38
电子制作(2017年20期)2017-04-26 06:57:40
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
发明与创新(2015年3期)2015-04-17 02:14:34
上海金属(2013年6期)2013-12-20 07:57:53