
基于低合金高强度钢的钢结构焊接分析
2022-04-04 08:27左安文曹凯中杨佳陵朱传浩吴德恩查红华
居业 2022年3期
左安文 曹凯中 杨佳陵 朱传浩 吴德恩 查红华
(中国建筑第七工程局有限公司,河南 郑州 450004)
钢结构具有强度大、韧性高、重量轻、便于施工和后期维护的优点,适合大跨度、高层建筑结构。符合国家“绿色建筑、节能环保、循环利用、住宅产业化、工业化”的理念。钢结构的构件由型钢、钢板通过焊接、铆钉、螺栓连接构成。生产生活中应用较为广泛的材质为Q345,Q390。
焊接是现代钢结构生产中较为常见的连接方法,该连接方法具有结构简单、用料经济、制作加工方便、可用于任何形式的构件连接等优点。
较为常见的缺陷是焊接裂纹、焊瘤、弧坑、气孔、夹渣、咬边、未熔合、未焊透。其中危害最大的是焊接裂纹,焊接裂纹不仅会导致焊接结构的破坏,使产品报废甚至造成人员伤亡的事故。因此,在钢结构生产、安装过程中,控制焊接缺陷尤其是裂纹控制尤为重要。
1 低合金高强度结构钢的焊接性
1.1 热影响区的脆化
产生脆化的原因与钢材的成分及强化方式有关,但其根本原因有两点。一是热输入过小时,由于热影响区的马氏体等淬硬组织比例增大而降低韧性;二是热输入过大时,由于晶粒粗化或魏氏体组织产生而降低韧性。
1.2 焊接接头裂纹
焊接低合金高强度结构钢时,易在焊缝和热影响区产生冷、热裂纹。板材厚度较大、原材料化学成分中含S、P量偏高时产生冷裂纹倾向更为明显。
2 焊接工艺
2.1 焊接评定
按照国家、行业相关规范的规定进行焊接工艺、焊接技能评定。焊接评定是保证焊接质量的重要措施之一,用于评定和验证施焊单位是否具备焊接合格产品的能力,为制定焊接工艺书提供可靠依据。
2.2 母材(表1)

表1 化学成分
按碳当量公式Ceq=C+Mn/6+Ni/15+Cu/5+Mo/5+V/5计算母材碳当量。
Q345:Ceq=0.02+1.70/6+0.50/15+0.30/5+0.10/5+0.15/5=0.447%。
Q390:Ceq=0.02+1.70/6+0.80/15+0.30/5+0.20/5+0.20/5=0.497%。
Q345,Q390碳当量均大于0.45%,钢材焊接性能偏差,焊接时需要采取严格的工艺措施。
2.3 焊接方法
可采用焊条电弧焊、气体保护焊、埋弧焊、氩弧焊、电渣焊等焊接方法。具体选用何种焊接方法取决于所焊产品的结构、板厚及生产条件等。焊条电弧焊具有设备简单、施工成本低、操作灵活、适应性强等优点,不仅可以焊接碳素钢、低合金钢,还可以焊接高合金钢及有色金属,在所有焊接方法中应用最为广泛。
1.2.4 克氏原螯虾风味成分分析。采用样品固相微萃取(SPME)方法。取2 g克氏原螯虾样品,置于20 mL的固相微萃取样品瓶中,利用CTC三合一自动进样器,在50 ℃加热振荡器中将样品进行萃取30 min,热解析3 min。
2.4 焊接材料选择原则
一是根据母材化学成分、力学性能、焊接性能并结合构件结构特点和使用性能综合考虑;二是在满足使用条件需求的前提下尽量选用经济合理的焊接材料。低合金高强度钢氢致裂纹倾向严重,优先采用低氢焊材。
焊条严格按照规定进行烘干处理,碱性焊条采用300~350℃、烘干1~2h,酸性焊条采用100~150℃、烘干1~2h。现场配备保温桶,烘干合格的焊条存放在保温桶随用随取避免焊条回潮。
2.5 接头制作
接头形式包括对接接头、T形接头、角接接头。从焊缝受力情况、避免焊接缺陷、焊接母材厚度、经济性综合进行焊接坡口、焊缝设计。焊接坡口形式:单面V型-适合板厚16mm左右;双面V型-适合板厚32mm以下;单面U型-加工难度大,比单面V型坡口节省焊接材料;双面U型-加工难度大,比双面V型坡口节省焊接材料。
(1)坡口焊缝尺寸设计
坡口焊缝尺寸设计参照图1,其中,钝角α=35°~60°,α太大会增加加工余量、焊接成本和变形;钝边高度p一般为1~3mm;根部间隙b一般为2~4mm,太大容易形成虚焊;坡口深度H根据焊缝厚度决定。
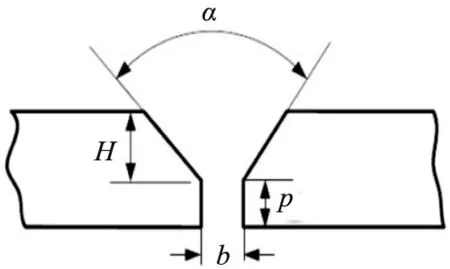
图1 坡口焊缝尺寸设计
(2)角焊缝焊接尺寸设计
根据有效截面大小选择焊脚尺寸,等边角焊缝参照图2,焊脚尺寸K与焊缝有效截面大小a的关系为a=0.707K。

图2 角焊缝焊接尺寸设计

图3 非等边角焊缝
焊脚尺寸K与板厚δ关系参照图4,若δ1<δ2,则a1+a2≥δ1。

图4 焊角尺寸K与板厚δ关系
2.6 焊接工艺参数
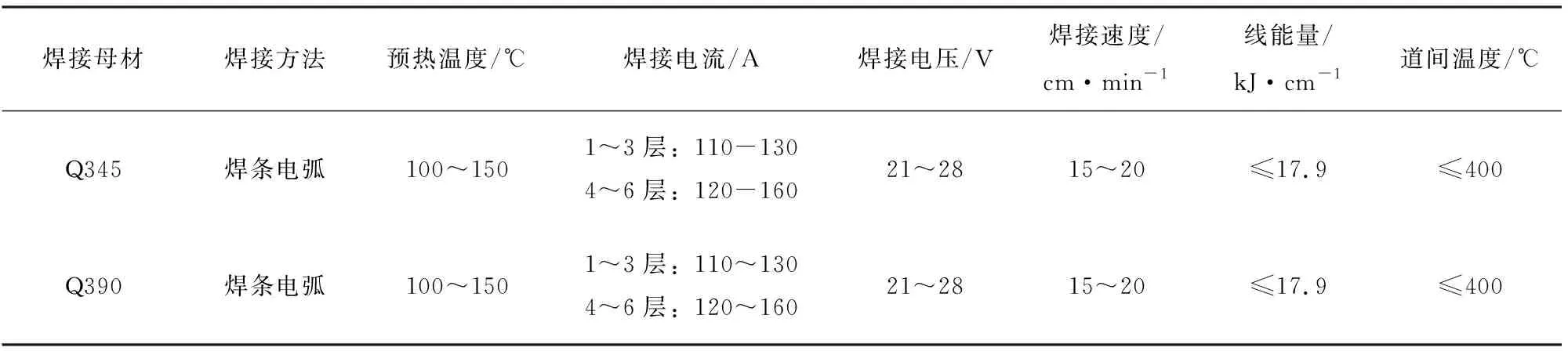
表2 焊接工艺参数
3 焊接缺陷防止措施
(1)限制钢材及焊接材料中易偏析的元素和有害杂质含量,减少S,P含量。
(2)选用优质低氢型焊接材料,焊接材料使用前严格按照工艺进行烘干处理。
(3)正式作业前进行焊接工艺、焊接技能评定。焊接工艺评定合格后方可指导焊接作业,焊接技能评定合格的焊接工人方可进行焊接作业。
(4)焊前预热、多层焊接过程中控制好焊接层间温度、焊后进行热处理,以消除焊接内应力,改善焊接接头性能。
(5)选用多层、多道、高线能量进行作业。
(6)加强焊前设备、材料、人员;焊中操作;焊后外观、尺寸、无损检验,杜绝不合格产品进入下一道环节。
4 安全管理
4.1 危险源辨识及防止措施
4.1.1 起重吊装作业
存在起重设备倾覆、构件坠落伤人、吊装设备或作业人员未符合相关规定、极端天气冒险作业等风险。应采取预先编制专项施工方案并进行重量、长度、起吊点、绑扎等安全验算,施工区域设置安全警示标志,作业设备、人员具有相应证资质证明文件,极端天气(大风、暴雨、大雪、酷热等)停止吊装作业等措施。
4.1.2 高空作业
存在构件、作业人员高空坠落等风险。应采取校核临时固结点牢固程度、设置生命保险索、佩戴安全防护用品、挂安全网等措施。
4.1.3 焊接、动火作业
存在氧气乙炔瓶安全距离不够、临时用电不符合规范要求、动火作业点距离易燃易爆物品过近等风险。应采取确保氧气与乙炔瓶距离≥5m,与明火距离≥10m,乙炔瓶设置防回火装置,临时用电严格执行“一机、一箱、一闸、一漏电保护”的三级配电两级保护等措施。
4.2 应急响应程序
4.2.1 高空坠落、物体打击事故应急响应程序
发生高空坠落或物体打击事故后,应立即启动应急预案。由应急组长负责现场总指挥,现场人员上报险情并及时拨打事故抢救电话求救,同时采取措施进行应急抢救,如包扎、止血等,防止受伤人员因流血过多导致死亡。应急领导小组人员按照职责分工进行应急响应,尽快将受伤人员送外抢救,派专人在路口迎接救护车辆,按预案程序进行事故现场处理,最大限度减少人员和财产损失。
4.2.2 触电事故应急响应程序
若发生人员触电事故,首先应采取措施切断触电者与电源的接触点。对于低压触电事故,应立即断开电源开关、拔下电源插头或利用具有绝缘手柄的电工钳、干燥木柄的斧头、干燥木把的铁锹等工具切断电源,也可采用干燥木板等绝缘物插入触电者身下以隔离电源。对于高压触电事故,采用干燥的衣服、手套、绳索、木板、木棒等绝缘物为工具,拉开或挑开电线,使触电者脱离电源,切忌直接接触触电者。
5 结 论
由型钢、钢板通过焊接、铆钉、螺栓连接构成的钢结构工程母材一般选用低合金高强度钢,该类材料塑性、韧性优良,承载动力载荷性能优越,但焊接性能偏差。
控制好焊接质量、做好安全管理工作对保障构件安全、延长建筑物使用寿命、降低建筑物运营成本,避免财产损失、保障生命财产安全等方面具有重要意义。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
热处理技术与装备(2022年5期)2022-10-26
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
成都信息工程大学学报(2021年4期)2021-11-22
焊管(2020年8期)2020-09-08
中国新技术新产品(2020年6期)2020-06-19
汽车维护与修理(2019年22期)2019-12-30
World Journal of Diabetes(2019年7期)2019-07-23
扬子江(2019年1期)2019-03-08
