羧甲基纤维素钠凝胶的制备及电解效率的研究
2022-03-25 09:05吴凯霖边朝阳陆春海
化工技术与开发 2022年3期
吴凯霖,凌 新,边朝阳,陆春海
(成都理工大学,地学核技术四川省重点实验室,四川 成都 610059)
CMC-Na的形态可为粉末状、纤维状、颗粒状的固体,白色或者淡黄色,不具有特殊气味,吸湿能力强,具有较大的溶解度,水溶液具有一定的黏度[1-3]。在传统的电化学实验中,电解质往往是液体,因而受制于电解槽的几何形状和尺寸。本文以羧甲基纤维素钠为原料合成胶体[4-5],再将胶体作为电解质进行电解实验。由于凝胶自身具有支持力和黏度,可以轻松粘连在两极板之间[6-7],因而此过程不需要电解槽。在此条件下,研究了不同因素对电解效率的影响。
1 实验材料和方法
1.1 试剂与仪器
材料:将201不锈钢加工成27mm×50mm×1mm的工件。
试剂:羧甲基纤维素钠、氯化钠、硝酸钠、硫酸钠(均为分析纯)。
仪器:FA1004N电子天平,ZD-ss直流电源,KSS-1600℃高温节电炉,DHG电热鼓风干燥箱,SX-620笔式pH计。
1.2 羧甲基纤维素钠凝胶的制备
先向烧杯中加入一定量的200g·L-1NaCl电解质溶液,将CMC-Na缓慢均匀地撒入烧杯中,同时用玻璃棒不断搅拌,使CMC-Na与水完全融合。搅拌可提高CMC-Na的溶解速度,并能防止CMC-Na与水相遇时发生结块而降低CMC-Na的溶解量。当CMC-Na在水中均匀分散、没有明显的团块状物体存在时,停止搅拌,让CMC-Na与水相互渗透、融合。从CMC-Na加入烧杯中与水混合开始,直到CMC-Na完全溶解,所需的时间在10~20h之间。为了减少CMC-Na完全溶化所需的时间,以及减少团块状物体的形成,可以将混合物置于60℃烘箱中保温4h,即可制得CMC-Na凝胶。保温时要在烧杯上封上一层保鲜膜,以免表面干裂成固体,不能形成胶体。值得注意的是,保温温度不宜过高,较高温度(>80℃)下长时间加热,会使胶体变性导致黏度和性能明显下降,但温度较低时,保温形成胶体的时间较长。
电解过程中,影响电解效率的因素很多,包括电流密度、电解间距、电解质的电导率等,因此实验过程中,必须准确控制电极间距,设计的实验装置如图1所示。将需要电解的不锈钢试样插入可以调控间距的电解槽中,然后向两个极板中注入凝胶,接通直流电源。电解结束后,称取阳极极板在电解前后的质量,以极板试样的失重量来反映电解效率。
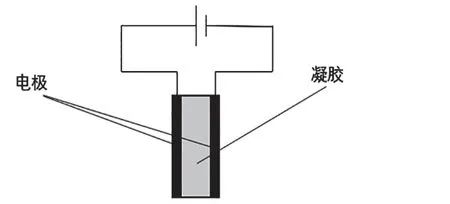
图1 电解反应装置示意图
2 结果与分析
2.1 凝胶浓度对电解效率的影响
配置CMC-Na凝胶时要确定合适的浓度。浓度太低,凝胶自身的支持力不够,无法维持自身的形状;浓度太高又会降低电解效率。使用不同浓度的凝胶进行电解实验,电解时间为40min,结果如图2所示。可以看到,随着凝胶浓度升高,失重先升高后降低,浓度为10%时的效果最佳。低浓度时,反应过程中产生气泡的情况严重,凝胶容易从样品表面流失。凝胶浓度越高,溶解越困难,形成的凝胶表面的孔隙更多,导致与样品的接触更不充分。本实验中最佳凝胶浓度确定为10%。
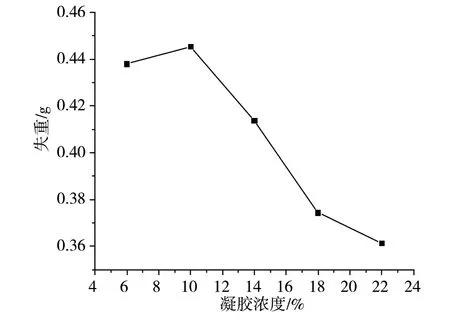
图2 凝胶浓度和失重的关系曲线
2.2 电解质种类对电解效率的影响
分别以NaCl、Na2SO4、NaNO3为电解质进行实验,结果如图3所示。从图中可以看出,3种电解质的电解效果为:NaCl>Na2SO4>NaNO3,NaCl作为电解质时拥有最好的电解效率。
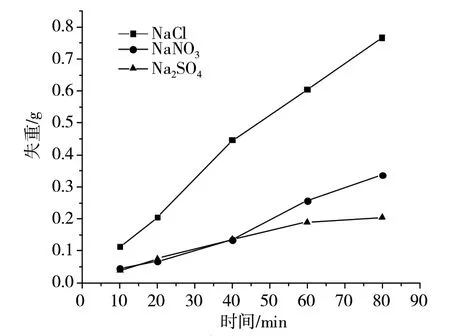
图3 电解质种类和失重的关系曲线
随着电解反应的进行,试样的失重速率有所下降,原因是凝胶中的电解质被消耗,同时会产生气体,导致凝胶和试样的接触不充分。且反应会产生大量的热量,导致凝胶碳化,系统的内阻增加,从而导致电解效率下降。
2.3 电流密度对电解效率的影响
使用不同的电流密度对试样进行电化学实验,结果如图4所示,失重随着电流密度的增大而增大。随着电流密度增加,电解效率越来越好,但凝胶的升温失效糊化却变得越来越快,同时还会产生气泡及少量溶液。在电解过程中,不锈钢作为阳极电极会释放热量,热量在凝胶中传递较慢,造成局部高温,从而使CMC-Na凝胶失效糊化,表明CMC-Na凝胶在高温下的热稳定性差。电流密度越高,热量产生得越快,导致热量更不易释放,凝胶更容易糊化。电流密度为0.1 A·cm-2和0.15 A·cm-2时,会发生电流下降的现象,分别出现在电解时间为25min和18min的时候,所以选择0.05 A·cm-2为最佳电流密度。
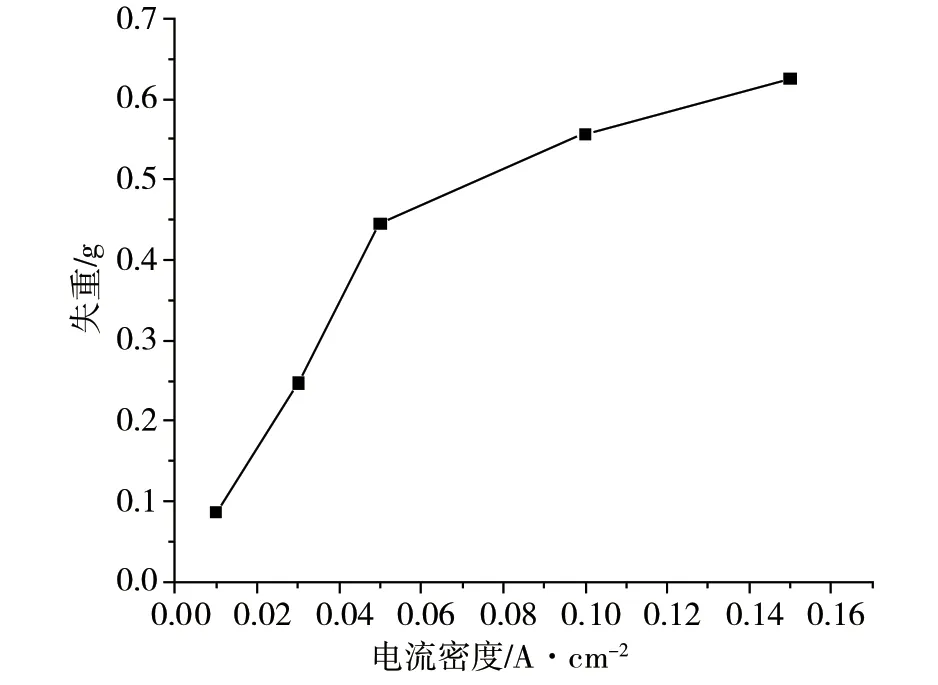
图4 电流密度和失重的关系曲线
图5中,从左到右分别是原始试样、电流密度为0.05A·cm-2反应后试样、电流密度为0.15A·cm-2反应后试样、电流密度0.15A·cm-2反应后的凝胶。可以看出,虽然大电流可以加快试样的电解效率,但是反应过程太剧烈,放热严重,在反应中会造成凝胶的自持力下降,流出电解装置。且电流密度越高,热量产生得越快,凝胶的升温失效碳化越严重,会在试样上留下黑色碳化物,影响外观。
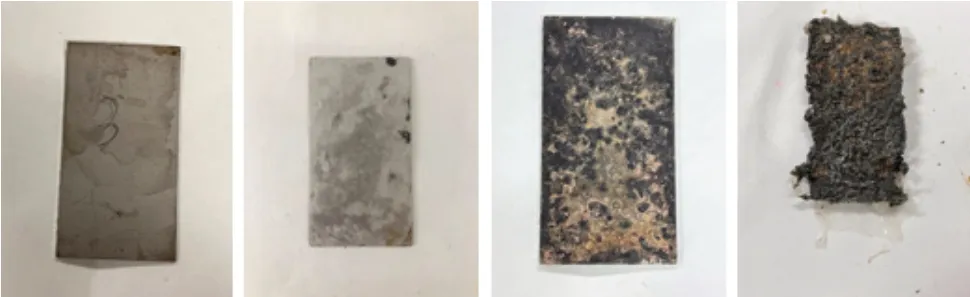
图5 原始试样和电解后的试样图
2.4 电极距离对电解效率的影响
控制电解质浓度为200 g·L-1,电流密度为0.05 A·cm-2,凝胶浓度为10%,改变电极距离,结果如图6所示。电极距离为1.5cm时电解效率达到最佳。过大的电极距离使得需要注入的凝胶过多,从电解效率、经济、环保角度来看,电解距离以1.5cm为最佳。
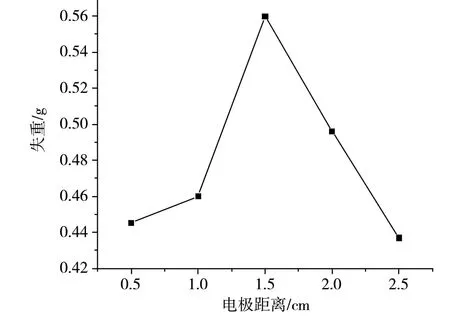
图6 电极距离和失重的关系曲线
2.5 pH对电解效率的影响
电解过程中电极间距为0.5 cm,电流密度为0.05 A·cm-2,配制由不同pH的电解质溶液制成的凝胶,研究其对电解效率的影响,结果见图7。由图7可知,随着pH增加,电解效率先增大后减小,时间越长,电解效率的差别就越大,pH=7时的电解效率最佳。考虑到CMC-Na凝胶在中性条件下的性能最佳,因此采用电解质溶液的pH为7左右的凝胶进行电解。
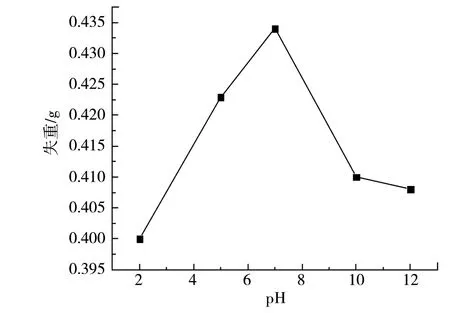
图7 pH和失重的关系曲线
2.6 电解质浓度对电解效率的影响
在配制的CMC-Na凝胶中电解不锈钢试样,电解过程中电流密度为0.05 A·cm-2,电极间距为1.5 cm,研究不同的电解质浓度对电解效率的影响,结果如图8所示。在相同的电解时间内,随着硝酸钠的浓度增加,电解效率越来越好。考虑到经济性与效率,确定以电解质浓度为200 g·L-1配制的凝胶为电解材料。
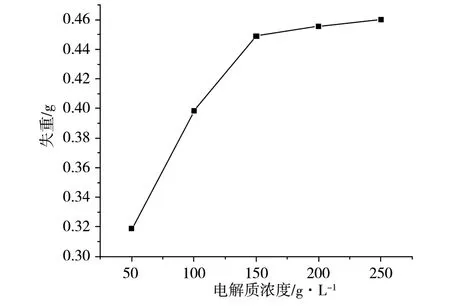
图8 电解质浓度和失重的关系曲线
3 结论
以合成的羧甲基纤维素钠水凝胶替代传统的电化学中的电解质,利用高分子凝胶的支持力,突破电化学实验需要依赖电解槽这个技术瓶颈。与液体电解质相比,以电解质为凝胶,更方便实验后的处理和保存。本文采用羧甲基纤维钠制备凝胶,以凝胶为电解质,研究了凝胶浓度、电解质种类、电流密度、电极距离、pH、电解质浓度等因素对电解效率的影响。结果显示,电解效率随着时间的增加呈现下降趋势。此过程中消耗了电解质,凝胶发生了碳化,内阻增大,导致电解效率下降。实验的最优参数为:凝胶浓度10%,电解质为NaCl,电极距离1.5cm,电流密度0.05A·cm-2,pH为7,电解质浓度200g·L-1。
猜你喜欢
四川蚕业(2022年2期)2022-11-19
中国食品学报(2022年4期)2022-05-25
化学工业与工程(2022年1期)2022-03-29
蓄电池(2022年1期)2022-02-25
林业工程学报(2021年6期)2021-11-30
武汉纺织大学学报(2021年2期)2021-05-11
数理报(学习实践)(2021年5期)2021-04-07
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
食品安全导刊(2019年19期)2019-01-05
科技创新与应用(2017年11期)2017-04-27