
拉延模成形板料气动加弹簧复合柔性托料系统研究
2022-03-22 09:17曹长才赵子海王建华缴平吉利汽车集团有限公司
锻造与冲压 2022年6期
冲压拉延模具成形过程中,考虑到液压垫的减压和预加速,以保证拉延过程的稳定,压边圈与凹模在成形前需要提前30mm左右接触。这样造成板料放置在压边圈上距离凸模有一定距离,板料产生下塌,严重影响成形状态,如图1所示。

当前技术解决方案
针对上文提到的问题,当前技术提供了以下两种解决方案。
⑴顶杆托料要保证成形开始后,托料杆不能与板料接触,避免托料杆参与拉延成形,顶杆托料受压边圈形状、托料位置、托料行程约束,使用范围受到了限制。
⑵气动托料具有不受位置及行程限制的优点。不过,气动托料也具有非常明显的缺点:气缸托料杆由机床在固定位置给回退信号,因气动系统有动作延迟和气压波动,为保证板料不与托料杆发生硬碰撞,在压边圈闭合前气缸需要提前回退的安全行程较大,造成板料仍然有一定下塌,并且容易产生控制偏差发生硬碰撞,损害气缸甚至模具,存在安全隐患,且实际应用中发生过安全事故。
新技术解决方案
为了更好地解决成形过程中板料产生下塌的问题,我们开展了对拉延模成形板料气动加弹簧复合柔性托料系统的研究,该系统运行流程图如图2所示。

⑴新技术主要解决的问题包括:拉延模成形压边圈闭合时,托料防止板料下塌;托料位置不受压料面等其他限制能广泛应用;托料高度可以更加准确;避免板料与托料杆硬碰撞,彻底解决气动托料安全隐患。
1.企业的文化建设缺乏及时更新与完善的措施,同时文化的执行力也较差。尽管整体性的文化得到了认同,但是文化作为一种精神理念,充满了时代特征,所以没有跟上时代步伐的企业文化体系,就不具备持久的生命力和价值。因此,企业在建设企业文化时,应该与时代同行,及时地补充新的文化形式。比如:在今天各种智能终端和及时通讯工具被大家广泛应用,企业在开展文化建设时,就要及时地根据这一新变化,选择新的文化展现载体。
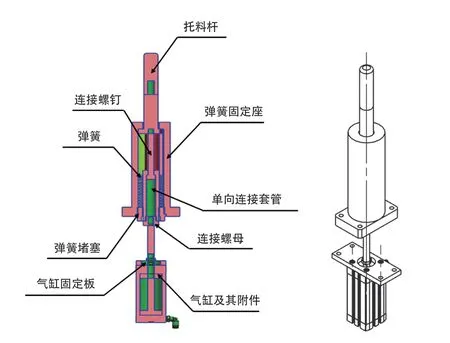
⑵新技术主要创新点包括:托料杆使用复合动力源,即弹簧加气缸方式;气缸松开,由弹簧将托料杆顶起;气缸收缩克服弹簧力带动托料杆回退;气缸与托料杆使用单向连接,气缸主动收缩可以带动托杆收缩,当气缸不动时,托料杆克服弹簧力量可以自由缩回,不会与气缸产生硬性碰撞。
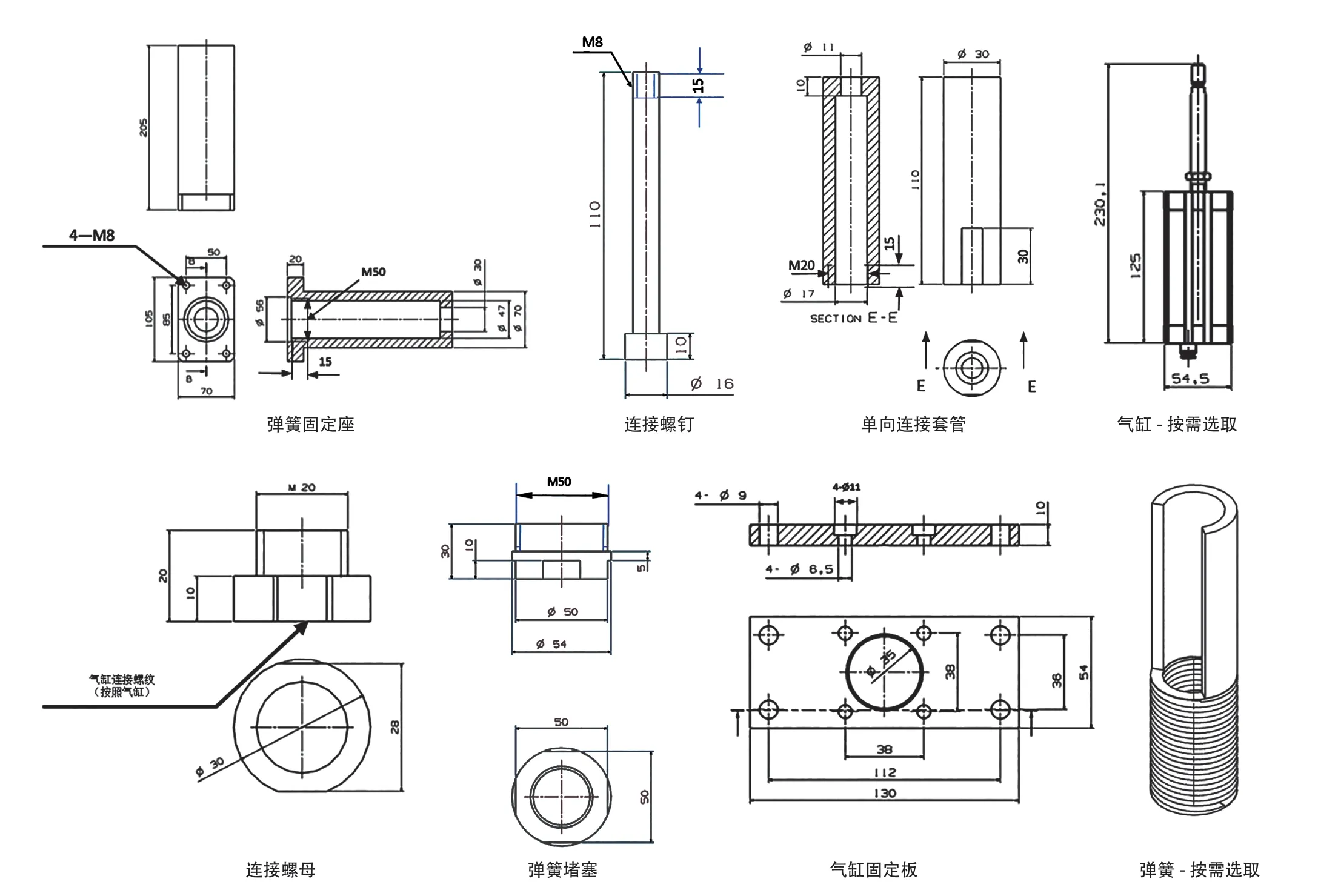
以托料行程S=70mm举例,详细介绍了70mm的总行程,板料气动加弹簧复合柔性托料结构各部件运行过程中对应的数值。该系统针对不同行程,零件长度尺寸也是可以相应调节的,希望图4中的详细数据能为行业内相关企业展开类似研究提供数据支持。
弹簧动力负责顶起托料杆完成托料,气缸动力负责托料杆缩回,单向连接系统负责安全防止硬碰撞,结构总图如图3所示。
新技术系统运行原理
对接锁合组件的锁合原理如图5所示,主要是通过卡榫上的片簧棘爪一体式结构与钻进机构导轮支架内的圆柱孔进行锁合。
新技术系统零件
⑶新技术主要优点包括:托料高度设计更加准确,减少成形时板料下塌;托料不受位置和托料行程的限制,能广泛应用;本复合托料系统可以避免硬碰撞,彻底解决气动托料的安全隐患。
说到课桌上睡觉,不是实在犯困,谁能睡得着?睡着了被吵醒,谁能有多少好心情?再说,朦胧中醒来抱怨的一句话,也未必一定是对老师的大不敬,也许,她根本就没弄清楚是谁搅了她的美梦呢?
鸡传染性法氏囊病是一种病毒性传染性疾病,该种疾病的致病原为传染性法氏囊病毒。该病对禽类养殖产业危害十分严重,因此,在日常养殖中应做好预防和防治措施,以降低该病的发生,提高养殖经济效益。
现场调试和量产状况
拉延模成形采用板料气动加弹簧复合柔性托料系统后,经过现场调试,成形过程中板料无严重下塌,为零件拉延成形提供了良好的保证如图5所示。

结束语
在当下汽车市场竞争及其激烈的情况下,各个汽车企业对整车白车身精度要求极高;而单零件质量是保证白车身质量的重要手段,拉延模成形板料气动加弹簧复合柔性托料系统,可以降低板料成形过程中产生的下塌现象,为零件成形过程中的质量提供了良好的保证,该结构思路可以进行广泛推广应用。
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
锦绣·下旬刊(2020年9期)2020-01-28
农民致富之友(2018年7期)2018-05-04
滇池(2017年5期)2017-05-19
哈尔滨理工大学学报(2016年2期)2016-09-12
科技创新导报(2016年9期)2016-05-14
少年科学(2015年3期)2015-04-08
人民交通(2009年1期)2009-01-19
中学生数理化·高二版(2008年9期)2008-06-17
