深锥浓密机底流质量分数与停留时间关系研究
2022-03-13 23:15:37王勇那庆
黄金 2022年2期
王勇 那庆






摘要:料浆停留时间是保证深锥浓密机底流质量分数的必要条件,为了探讨底流质量分数与停留时间的关系,推导了深锥浓密机底流质量分数与停留时间之间的数学模型。将深锥浓密机外形结构及尾砂物理特性参数代入数学模型,即可得到该浓密机达到所需底流质量分数的停留时间。采用某矿山深锥浓密机对数学模型进行工程应用举例,在底流质量分数为55.82 %~70.73 %时,所需停留时间为11.75~14.44 h,二者基本呈线性关系。若要底流质量分数达到68 %以上,建议尾砂在深锥浓密机内停留时间不小于13.90 h。
关键词:停留时间;深锥浓密机;底流质量分数;数学模型;工程应用
中图分类号:TD853.34
文献标志码:A
文章编号:1001-1277(2022)02-0033-04
doi:10.11792/hj20220206
引 言
深锥浓密机适用于处理细粒和微细粒物料,具有极大的生产能力,最大的特点是可以获得较高的底流质量分数[1-2]。该类浓密机首先在英国、苏联、西德采用[3],目前国内外众多矿山正在推广使用[4-8]。底流质量分数是反映尾矿浓密效果的主要技术指标,底流质量分数影响因素众多,絮凝剂用量、泥层高度、耙架结构、停留时间等都可能影响浓密机底流效果。
在底流质量分数众多影响因素中,停留时间是一个难以直接测量的影响因素,尾矿在深锥浓密机内的停留时间总是在不断变化。按照深锥浓密机工作原理,要求进料量等于排出量,从而控制稳定的泥层高度。初期进料量大于排出量,泥层高度上升;达到一定范围后,二者平衡;当排出量大于进料量,泥层高度下降。正常运行过程中的深锥浓密机,泥层高度控制实质上是对其内部料浆停留时间的控制。因此,如果可以揭示深锥浓密机底流质量分数与停留时间的关系,使二者在特定工程需求条件下动态平衡,对于深锥浓密机底流控制具有重要意义。
为此,笔者对深锥浓密机底流质量分数与停留时间关系进行理论推导,提出了基于停留时间的底流质量分数通用数学模型,并通过某矿山深锥浓密机参数进行工程应用举例,为深锥浓密机运行提供理论指导。
1 深锥浓密机料浆停留时间理论公式改进
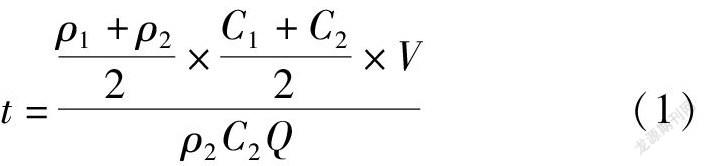
筆者曾经在《深锥浓密机体积确定方法及应用》一文中对停留时间公式进行推导[9],结果见式(1)。
式中:t为尾矿在深锥浓密机中停留时间(h);ρ1为浆体临界压缩密度(t/m3);ρ2为底流排矿密度(t/m3);C1为浆体临界压缩质量分数(%);C2为浆体底流排矿质量分数(%);V为深锥浓密机内尾矿浆体体积(m3);Q为底流排放量(m3/h)。
式(1)中为了探讨方便,将底流排矿质量分数与深锥浓密机内底部压缩质量分数视为相等,而深锥浓密机实际运行中流量会有大小循环,且浆体在深锥浓密机底部径向质量分数分布并不均匀,即底流排矿质量分数并不完全等于底部压缩质量分数。因此,为了将底流排矿质量分数与底部压缩质量分数区别开来,引入了ρ3和C3,分别表示底部浆体压缩密度和底部浆体动态压缩质量分数。其他参数物理意义不变,对停留时间公式进行了完善,结果见式(2)。
当尾矿刚进入深锥浓密机内时,在颗粒进入压缩段之前,相互之间没有接触;当悬浮颗粒质量分数达到一定值后,就进入压缩阶段,此时质量分数值称为压缩点(或最小临界压缩质量分数)[10]。室内动态与静态压密对比试验结果表明[11],即使加入絮凝剂,静态压密的最终质量分数远小于动态压密的质量分数。静态压密的质量分数对应深锥浓密机的临界压缩质量分数C1,对于特定材料,C1为定值。C3是深锥浓密机内底部浆体动态压缩质量分数,即底流质量分数,该值可以通过动态浓密试验获得。C2是深锥浓密机浆体底流排矿质量分数,该值通过现场深锥浓密机监测获得。
料浆的密度与质量分数可以通过式(3)进行换算。
式中:ρ为浆体密度(t/m3);ρG为物料密度(t/m3);C为浆体质量分数(%)。
2 底流质量分数与停留时间之间的理论关系
由于式(2)并不能直观地反映底流质量分数随停留时间变化趋势,需要进一步对式(2)进行推导,使得底流质量分数与停留时间之间产生直接的数学关系。
对某一确定深锥浓密机来说,直径固定,且要求泥层高度保持在某一水平面。则深锥浓密机泥层体积(V)一定,在某一较短时间内底流排矿密度(ρ2)基本保持恒定,底流排放量(Q)一定。因此,可令V4ρ2C2Q为常数a,a>0,则式(2)可简化为:
对于某确定尾矿来说,浆体临界压缩密度(ρ1)、浆体临界压缩质量分数(C1)、物料密度(ρG)都是常数。根据式(3),可将ρ3用C3和ρG来表达,则式(4)可以变形为:
式中:b、d、e、f、g、h均为大于0的常数。
式(5)中只有停留时间和底流质量分数2个变量,称为深锥浓密机底流质量分数与停留时间的通用数学模型。式(5)揭示了深锥浓密机停留时间与底流质量分数之间的内在关系,停留时间(t)与底流质量分数(C3)呈正相关。式(5)的物理意义为:深锥浓密机底流流量一定,泥层高度一定,新进矿浆在深锥浓密机内部停留时间越长,矿浆压缩越充分,深锥浓密机底流质量分数越高。
3 工程应用举例
内蒙古某铜钼矿采用全尾砂膏体堆存工艺,尾矿浓密采用2台40 m深锥浓密机,目前运行底流质量分数为62 %~68 %,运行效果良好[6,12]。
3.1 尾砂特性
全尾砂基本物理性能见表1。其中,真密度采用比重瓶法测得,密度测量采用环刀法完成。尾矿粒级组成见表2。该尾矿-25 μm占32 %,级配较细[13]。
3.2 深锥浓密机停留时间数学模型
深锥浓密机直径40 m,总高度约19.3 m,澄清区高度一般控制在3.0 m左右。深锥浓密机结构见图1,具体参数见表3。
由静态沉降得到该尾砂临界压缩质量分数为55.82 %,根据式(3),求得对应的浆体密度为1.54 t/m3。现场实测底流排矿质量分数平均值为65 %,对应密度及深锥浓密机底流流量见表4。
将式(3)、表3、表4中各参数代入式(2),得到该深锥浓密机设计停留时间数学模型为:
3.3 动态压密极限质量分数确定
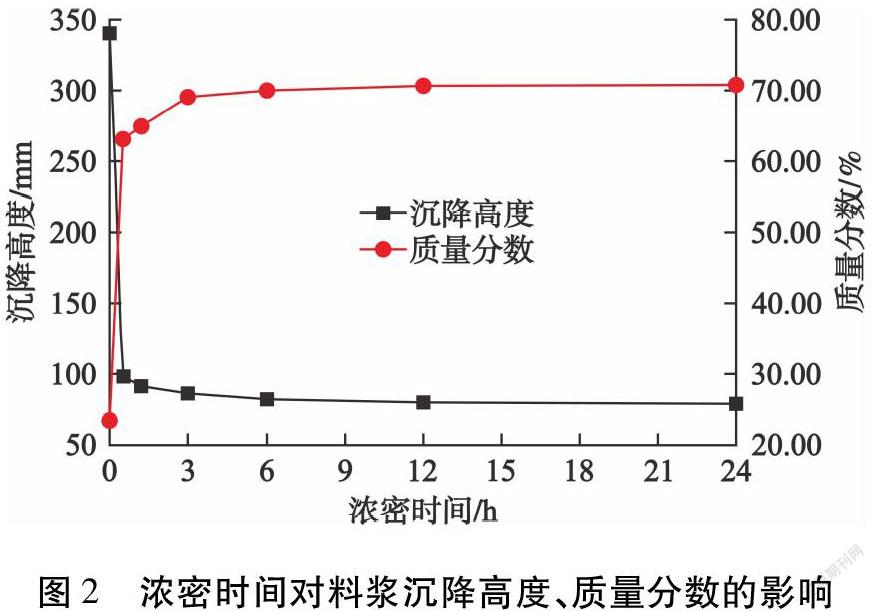
采用自制的尾砂动态搅拌装置测定该尾砂的动态压密极限质量分数,先向装置内添加3 000 g水,再添加质量分数为0.3 %的絮凝剂溶液6.25 g,以3 r/min的速度搅拌约5 min,修改转速为0.1 r/min,同时添加尾砂750 g,观测尾砂沉降高度,并计算对应料浆质量分数,结果见图2。
由图2可知,该尾砂动态压密极限质量分数为70.73 %。最小压缩质量分数(静态压密)为55.82 %,因此C3的取值为55.82 %~70.73 %。
3.4 停留时间建议
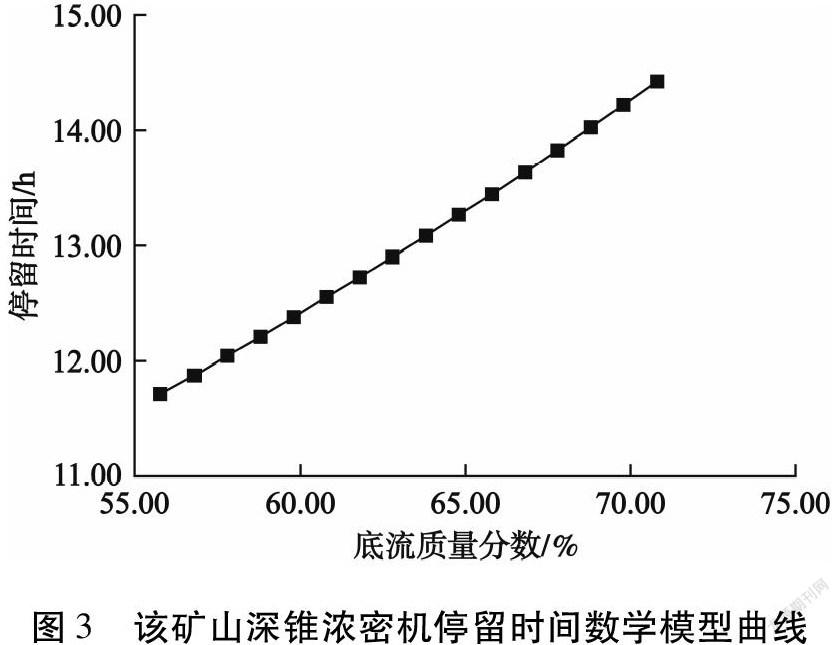
将C3取值范围代入式(6),得到该矿山深锥浓密机内部集料停留时间为11.75~14.44 h。绘制该停留时间范围与底流质量分数关系曲线,见图3。
该矿山理想的膏体底流质量分数为68 %以上,该质量分数所需的停留时间至少为13.90 h。因此,建议该深锥浓密机在保证设定泥层高度的前提下,尾砂在深锥浓密机内部停留时间不小于13.90 h。在此需要说明的是,该停留时间与底流质量分数关系仅适用于静态压密质量分数至动态压密极限质量分数范围,不在该范围内时,停留时间与底流质量分数关系还需要进一步去研究。
4 结 论
1)完善深锥浓密机内部料浆停留时间的计算方法,推导了停留时间与底流质量分数之间的通用数学模型为t=bC3+1-dC3+e+1fC3-g+h。该式物理意义为:深锥浓密机底流流量一定,泥层高度一定时,新进矿浆在深锥浓密机内部停留时间越长,深锥浓密机底流质量分数越高。
2)采用某矿山深锥浓密机对模型进行工程应用举例,得到该矿山深锥浓密机的停留时间与底流质量分数的关系为t=2.938+5.261C3+1.907-0.628C3+1+3.4161C3-0.628。根据该矿山尾砂特性,C3的取值为55.82 %~70.73 %,对应停留时间为11.75 ~14.44 h。根据该矿山膏体充填的要求,建议尾砂在深锥浓密机内部停留时间不小于13.90 h。
[参 考 文 献]
[1] 刘晓辉,吴爱祥,王洪江,等.膏体充填尾矿浓密规律初探[J].金属矿山,2009(9):38-41.
[2] 勾金玲,趙福刚.高效深锥浓密机在梅山选厂的应用[J].矿业快报,2007(3):70-72.
[3] SCHOENBRUNN F.Dewatering to higher densities—An industry review[C]∥JEWELL R,FOURIE A.Proceedings of the 14th international seminar on paste and thickened tailings.Perth:The Australian Centre for Geomechanics,2011:19-23.
[4] LAKE P,BORIS M E,GOLLAHER T.High density paste thickener in Siberia[C]∥JEWELL R,FOURIE A.Proceedings of the 13th international seminar on paste and thickened tailings.Toronto:The Australian Centre for Geomechanics,2010:411-419.
[5] DANIEL T,PAREKH B K,HONAKER R.Development and pilot-scale demonstration of deep coneTM paste thickening process for phosphatic clay disposal final report[R].Kentucky:University of Kentucky,2008.
[6] 谷志君.最大型膏体浓密机在中国铜钼矿山的应用[J].黄金,2010,31(11):43-45.
[7] ROSART J W.Advantages of bolted tank construction for paste thickeners[C]∥JEWELL R,FOURIE A.Proceedings of the 13th international seminar on paste and thickened tailings.Toronto:The Australian Centre for Geomechanics,2010:403-410.
[8] HUYNH L,BEATTIE D A,FORNASIERO D,et al.Effect of polyphosphate and naphthalene sulfonate formaldehyde condensate on the rheological properties of dewatered tailings and cemented paste backfill[J].Minerals Engineering,2006,19(1):28-36.
[9] 王勇,吴爱祥,王洪江,等.深锥浓密机体积确定方法及其应用[J].中国矿业大学学报,2013,42 (1):1-6.
[10] 湛含辉,杨小生,蔡明华.浓密机中压缩过程及其有关计算[J].金属矿山,1989(11):45-48.
[11] 王洪江,王勇,吴爱祥,等.细粒全尾动态压密与静态压密机理[J].北京科技大学学报,2013,35(1):702-707.
[12] WU A X,JIAO H Z,WANG H J,et al.Status and development trends of paste disposal technology with ultra-fine unclassified tailings in China[C]∥JEWELL R,FOURIE A.Proceedings of the 14th international seminar on paste and thickened tailings.Perth:The Australian Centre for Geomechanics,2011:477-489.
[13] 于发,张林.梅山细粒尾矿过滤试验研究[J].安徽工业大学学报,2010,27(4):94-97.
3925500338298
猜你喜欢
体育科技文献通报(2022年3期)2022-05-23 13:46:54
新高考·高二数学(2022年3期)2022-04-29 05:08:09
电子制作(2019年23期)2019-02-23 13:21:34
建筑建材装饰(2016年11期)2016-12-29 17:05:29
科技创新导报(2016年20期)2016-12-14 09:40:26
中学数学杂志(初中版)(2016年5期)2016-11-01 11:22:43
科技视界(2016年22期)2016-10-18 14:30:27
科技视界(2016年20期)2016-09-29 11:24:32
考试周刊(2016年47期)2016-06-29 22:21:05
考试周刊(2016年17期)2016-03-31 00:55:05