
某车型副车架与车身连接螺栓断裂分析及夹紧力校核
2022-03-06 02:43梁鹏王迪周志成
汽车零部件 2022年2期
梁鹏,王迪,周志成
(比亚迪汽车工业有限公司汽车工程研究院,广东深圳 518118)
0 引言
紧固件作为重要的连接零件,在工业中广泛应用,汽车底盘更是通过大量的紧固件进行连接,紧固件本身的质量以及安装工艺,对连接结构的可靠性影响尤其重要。在紧固件材料选择方面,对于重要底盘零件,常选用合金结构钢制造的10.9级螺栓和10级螺母配合,经调质处理后具有良好的综合性能指标。在安装工艺方面,目前行业多为扭矩法,利用扭矩值与预紧力的线性关系,控制扭矩上下限,拧紧至目标扭矩值即判定合格,以此间接地控制夹紧力。扭矩法相对简单、实施方便,但拧紧后的夹紧力受到摩擦因素等多种不确定因素的影响,精度较低,若夹紧力偏小,可能会发生松动,若偏大,则可能造成螺栓断裂。某车型在进行生产装配时,副车架与车身连接的某处螺栓发生少量断裂现象,为预防事故再次发生,避免不必要的经济损失,文中针对螺栓断裂问题进行了相关检测与分析。
1 调研及宏观观察
经调研,螺栓所用材料为40Cr,规格为M14×1.5,级别为10.9级,表面达克罗处理。安装工艺为扭矩法,现场使用拧紧轴进行装配,目标扭矩值为230 N·m,从螺栓装配工位观察,螺栓与带螺纹的钢套进行配合,两者之间为副车架(通孔),螺纹钢套与车身钣金进行焊接(图1)。经现场装配工人反馈,少量件在未达到目标扭矩值时,螺栓突然断裂。对断裂螺栓观察,断裂位置发生在螺纹部位,断口呈45°斜角,有明显颈缩,断裂螺栓如图2所示。根据宏观断口特征初步判定属于过载断裂,即轴向力超过螺栓抗拉极限,但考虑断裂数量并不庞大,是否因螺栓个别质量不合格或安装工艺不合理导致,需要通过试验来确认。
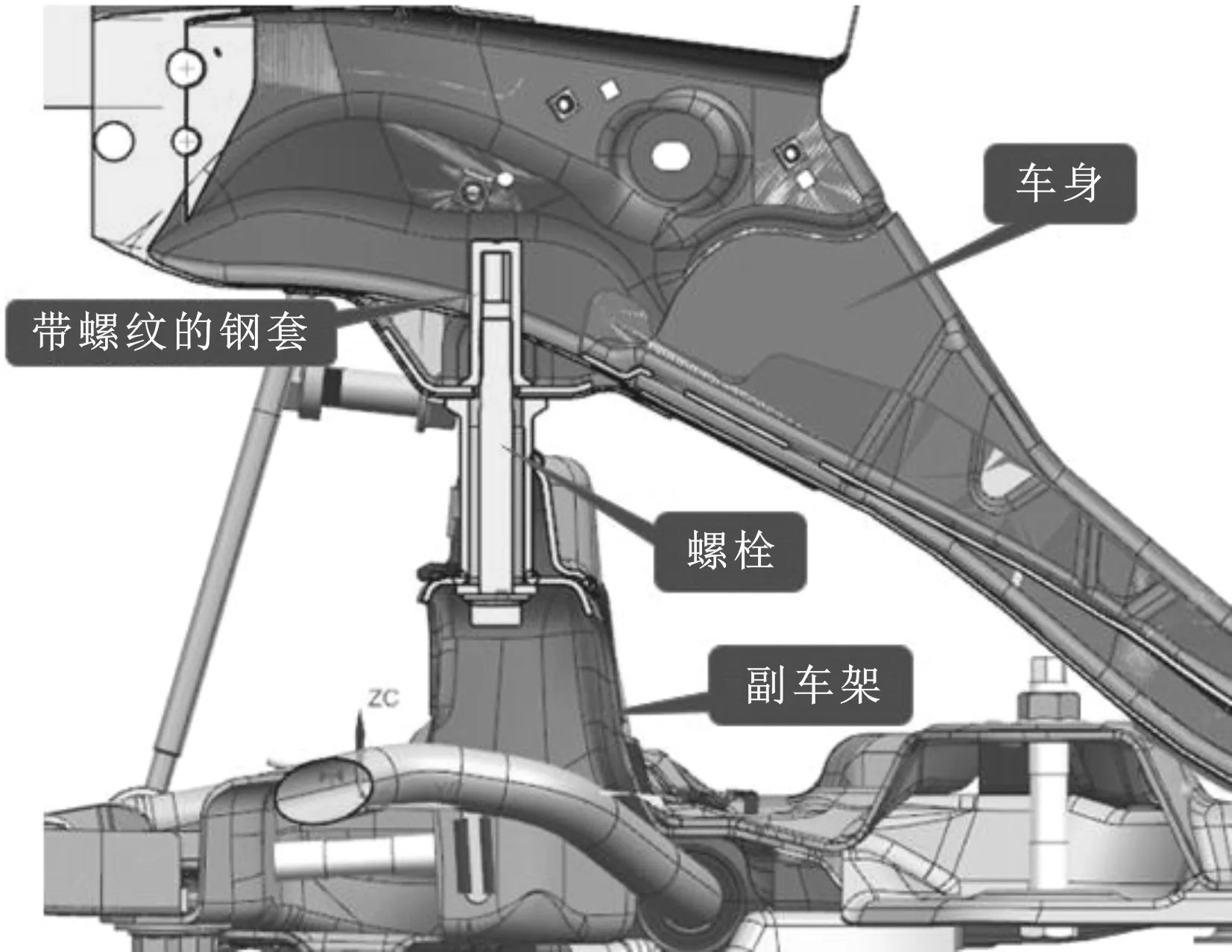
图1 螺栓装配方式

图2 断裂螺栓
2 试验分析与结果
2.1 化学成分分析
对断裂螺栓进行化学成分分析,利用HPL-2高频红外碳硫分析仪+燃烧炉、HCA-3B微机数显MnPSi仪、智能可见分光光度计Cr元素滴定法进行元素检测,结果见表1,依据GB /T 3077—1999《合金结构钢》,检测结果符合40Cr钢的成分要求。
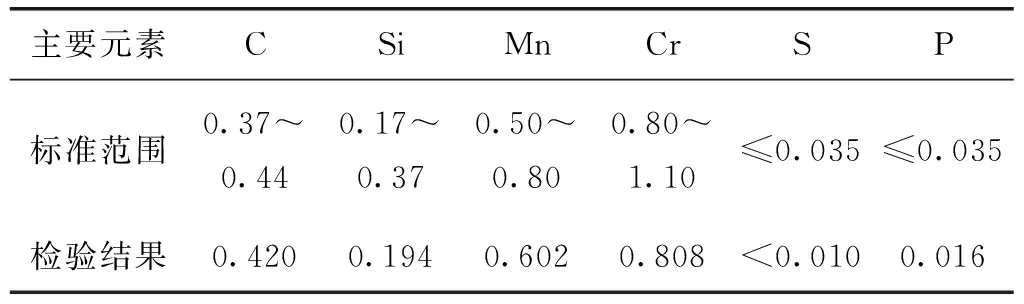
表1 化学成分检测结果 单位:%
2.2 金相试验
对断口利用线切割技术进行取样,试样沿纵截面经研磨、抛光和4%硝酸酒精腐蚀后置于DMI3000M研究级倒置金相显微镜下进行金相观察,未侵蚀状态下依据GB/T 10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》,各类夹杂物评为0.5级,夹杂物含量未超标(图3);侵蚀后基体组织为回火索氏体,调质组织正常(图4);螺纹牙底圆滑,未发现显微裂纹,牙腰未脱碳和折叠(图5);牙顶有全脱碳层及折叠,依据GB/T 5779.3—2000《紧固件表面缺陷螺栓、螺钉和螺柱特殊要求》,属于允许折叠;脱碳层最大深度约0.024 mm,不符合图纸要求的脱碳层深度小于0.015 mm(图6)。观察断面可知,断口金相组织正常,断口微观凹凸不平,并有二次裂纹向心部延伸,说明受力较大,属于塑性断裂(图7)。
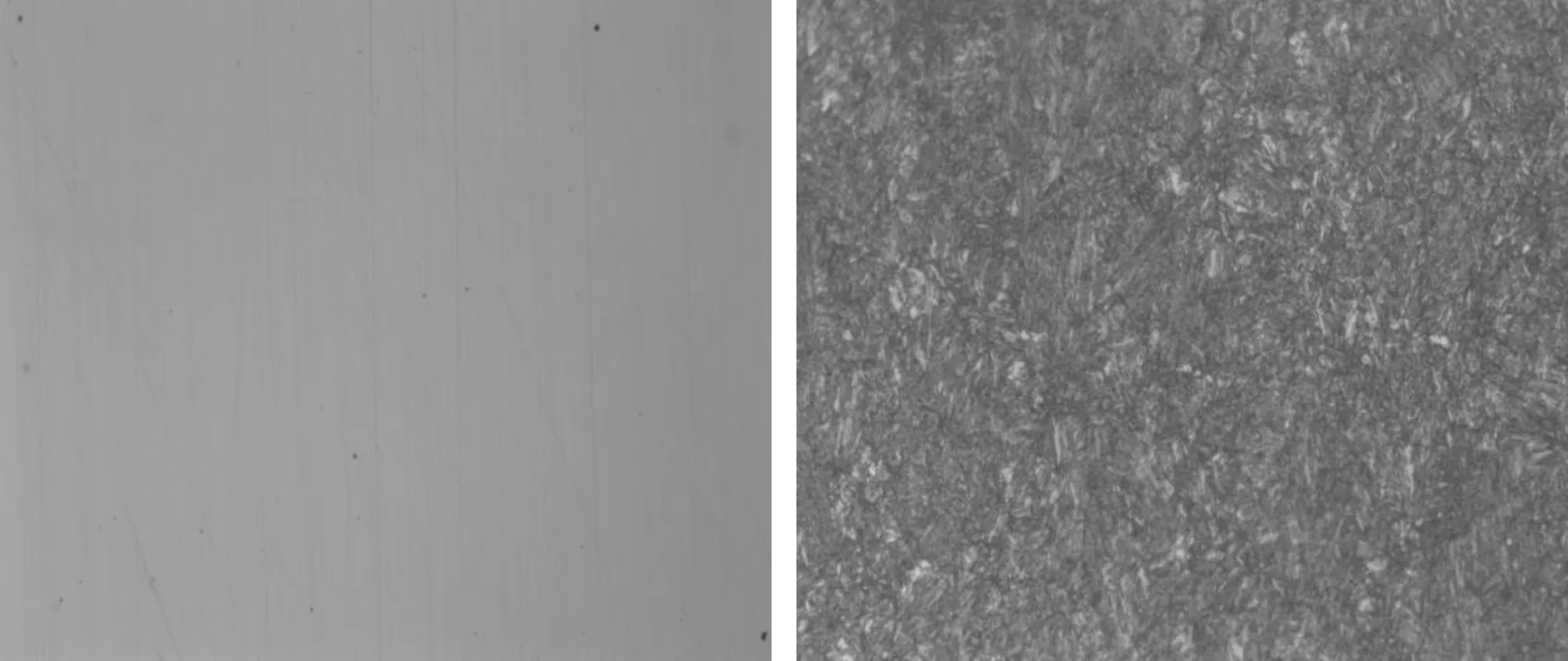
图3 夹杂物(100×) 图4 螺栓芯部基体组织(500×)
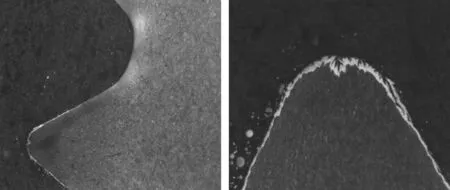
图5 螺牙基体组织(500×) 图6 牙顶脱碳(200×)
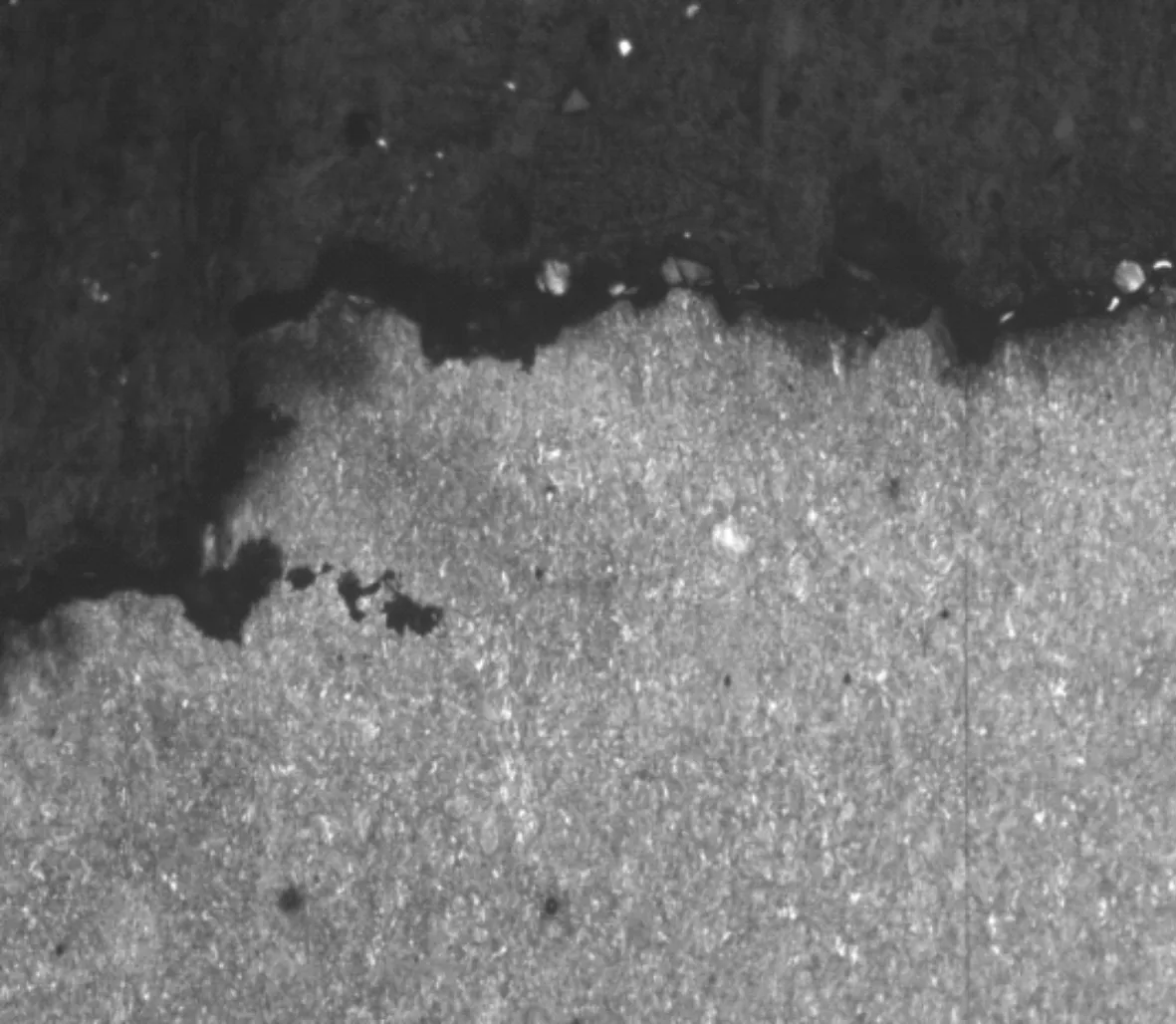
图7 断面组织(100×)
2.3 力学性能检测
在电子万能试验机上对同批次螺栓取3组进行拉伸试验,抗拉强度分别为1 138、1 132、1 129 MPa,依据GB/T 3098.1—2000《紧固件机械性能 螺栓、螺钉和螺柱》,符合10.9级螺栓要求。
对断裂螺栓取样进行硬度检测,测得维氏硬度分别为352、344、342HV10,依据GB/T 1172—1999《黑色金属硬度及强度换算值》,换算得出洛氏硬度为36~37.5 HRC,符合标准要求的32~39 HRC。
2.4 摩擦因数测试
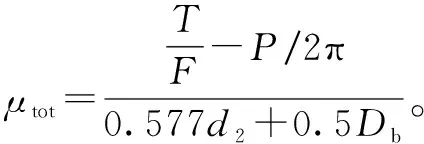
装配可靠性取决于系统产生的夹紧力,当紧固件对两个零件进行连接时,施加的扭矩会产生一定的轴向夹紧力将零件牢牢紧固。夹紧力除了与扭矩施加的大小有关外,还受到紧固件摩擦因数的影响,因此,有必要对该批次螺栓摩擦因数进行抽检。试验设备采用卧式摩擦因数试验机,取3组样件进行测试,试验方法参考ISO 16047—2005《Fasteners-Torque/clamp force testing》,以10.9级、M14×1.5螺栓保证载荷的75%为夹紧力切断值(拧紧终止程序),拧紧速度为20 r/min,试验过程系统自动测量总扭矩、轴向夹紧力、螺纹扭矩,利用以下公式进行摩擦因数的计算:
(1)
其中

(2)

(3)

(4)
其中
=-。
(5)
式中:为总摩擦因数;为螺纹副摩擦因数;为端面摩擦因数;为螺距;为螺纹中径;为螺母或螺栓头部底下的支承面摩擦有效直径;为支承面外径;为螺栓通过的垫圈或支承零件的孔径。
摩擦因数测试结果见表2,不同扭矩随轴向夹紧力的变化曲线如图8至图10所示,试验后量取螺栓头部与垫圈之间的有效摩擦内径和外径代入公式,计算得综合摩擦因数分别为0.11、0.11、0.12,按照技术要求属于低摩擦因数范围,且值相对稳定。

表2 摩擦因数测试结果

图8 总扭矩随轴向夹紧力变化曲线
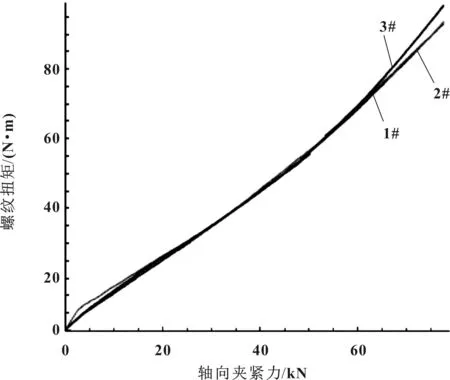
图9 螺纹扭矩随轴向夹紧力变化曲线

图10 端面随轴向夹紧力变化曲线
2.5 模拟装配试验
基于螺栓断裂可能为过载断裂,对原安装扭矩进行模拟装配,验证扭矩值对失效的影响。使用带最大扭矩为500 N·m量程传感器的模拟装配试验机进行扭矩加载,拧紧速度为20 r/min,保证螺栓头部端面摩擦以及螺纹副摩擦面与实际一致。试验过程发现,原车带螺纹的钢套为使螺纹在使用中不被锈蚀,工艺考虑了内部涂覆少量防锈油。众所周知,油脂类物质在螺纹中起润滑作用,会影响扭矩在各类摩擦状态中的分配,使紧固件摩擦因数发生变化,因此对比了原始状态(少量防锈油)下以及涂覆大量防锈油后的结果。由图11可知,原始状态下扭矩-角度曲线已经不稳定,按照原装配扭矩230 N·m时,螺栓可能会发生屈服;而经涂覆大量防锈油之后,螺栓屈服及破坏扭矩显著降低,屈服扭矩均低于230 N·m。

图11 模拟装配扭矩-角度变化曲线
2.6 夹紧力测试
经过上述模拟装配试验,证实由于螺纹摩擦因数的减小,原装配扭矩230 N·m可能会引起螺栓提前失稳。因此,为提高安全生产,需降低安装扭矩,但扭矩的降低势必会影响螺纹连接后产生的夹紧力,有必要对无油状态时不同扭矩下的夹紧力进行测试和校核。
测试螺栓连接的轴向夹紧力,采用超声波传送原理,即以超声波在螺栓内部的飞行时间来标定螺栓的伸长量,因为螺栓拧紧后会发生一定的弹性伸长(屈服以前),伸长量与所受轴力呈线性关系。利用超声波飞行时间与伸长量之间的关系,获取超声波飞行时间与所受轴力的关系曲线,从而间接测量夹紧力。试验过程中螺栓预先经过加工处理,螺栓顶部与尾部均进行铣磨,保证表面没有突起和毛刺,利用专用的粘贴工装,将带有电离层和二维码的超声波贴片贴于螺栓头部中心位置,整个工作区保证无油和碎屑,贴片用来接收超声波信号,二维码则对螺栓进行身份识别,可以据此追踪每一颗螺栓的信息。
试验过程由模拟装配试验机和超声波轴力测量仪共同完成,设试验螺栓编号为1#、2#、3#,仍按照实际位置模拟装配,参考原装配扭矩,每一颗螺栓分别拧紧至190、210、230 N·m,温度传感器置于工位表面以提高超声波测量的精准度,利用扫码枪对每颗螺栓头部的贴片二维码进行身份识别,然后将超声波探针与贴片接触,系统自动根据预先设置的标定程序(标定过程建立在独立的螺栓拧紧过程,标定关系在试验前录入系统),获取当前状态下的夹紧力,其测试结果见表3。
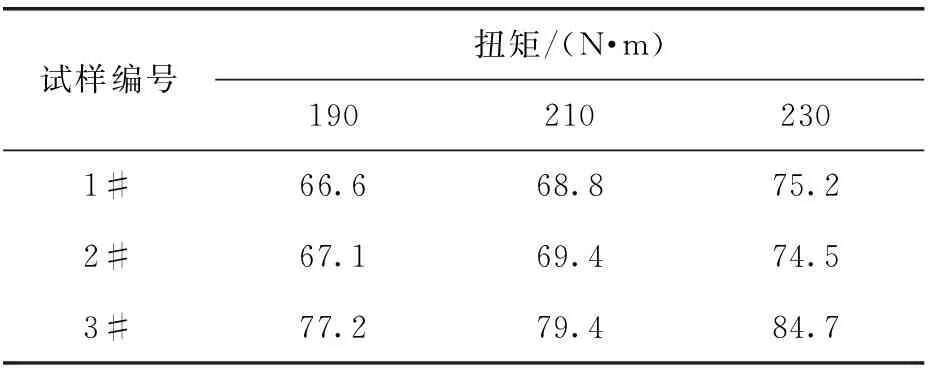
表3 夹紧力测试结果 单位:kN
由表3可知,夹紧力随扭矩增加而增大,1#和2#相差较小,而3#夹紧力较大。众所周知,夹紧力与摩擦因数、安装面情况相关,螺栓经过测试,其摩擦因数稳定,因此需要对3种状态下的安装面配合情况进行分析。
经了解,螺栓公称直径为M14,为便于调节安装时的尺寸偏差(所谓的吃偏差),副车架通孔直径设计为25 mm,若定位不好,会导致实际装配过程中螺栓垫圈与副车架表面接触位置产生随机性,垫圈会发生转动。1#和2#由于螺栓在通孔内安装定位时没有居中,加之副车架配合表面的平整度较差,使垫圈对副车架表面的压力不均匀,磨损最严重的位置电泳漆脱落,钣金外漏,磨损轻微的位置仅仅对电泳漆有较小的擦伤。为便于比较,3#在装配过程中刻意使螺栓在通孔内的位置居中,因此垫圈与副车架磨损区域未发生明显偏移,副车架表面受压均匀,副车架配合面磨损形貌如图12所示;取下拧紧后的螺栓,观察垫圈磨损情况,垫圈与螺栓头下端面接触一面,三组件磨损量大致相当,磨损量均匀,如图13所示;垫圈与副车架表面接触一面,1#和2#磨损量较大的位置只出现在垫圈圆周的边缘,3#磨损均匀,有清晰的摩擦外径和内径,有效摩擦面积与副车架表面磨损面积相同,如图14所示。此外,以2#和3#螺栓对比为例,2#螺杆根部有明显磨损痕迹,3#则没有该特征,如图15所示。磨损痕迹是因装配偏差导致根部与垫圈内表面摩擦形成的,根据以上特征,1#和2#螺栓在通孔中定位较偏。若在这种状态下进行装配,将导致副车架表面受压不均,摩擦端面以及螺杆根部与垫圈内表面的摩擦将消耗更多的扭矩,导致相同扭矩下产生的夹紧力较低,符合表3的试验结果。

图12 副车架配合面磨损形貌
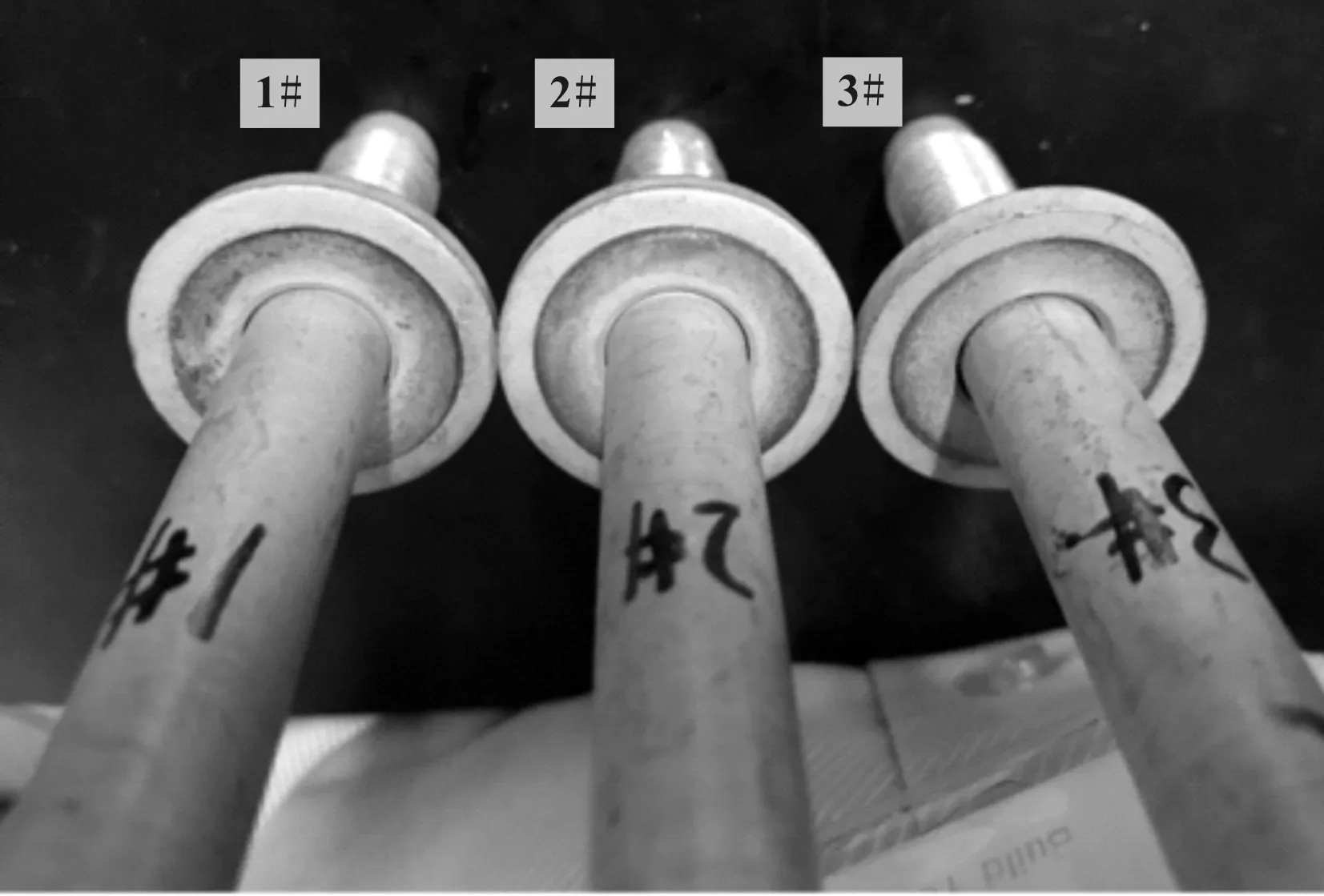
图13 垫圈磨损情况(螺栓头接触面)

图14 垫圈磨损情况(副车架接触面)
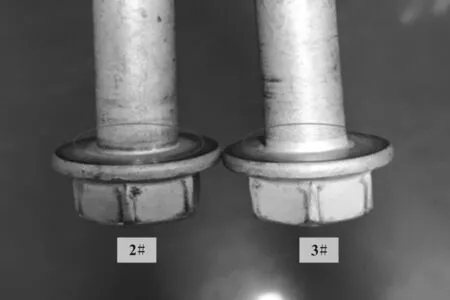
图15 螺栓杆部磨损情况(以2#和3#对比为例)
2.7 夹紧力校核
根据CAE动力学仿真分析,得知单边过坎工况下的最大受力见表4。

表4 单边过坎工况下的最大受力 单位:N
由工况描述,界面数为1,界面材料为车身螺纹套与副车架钢套,即钢-钢,表面处理均为电泳,故取界面摩擦因数经验值0.15,该工位在工作过程中可能会承受交变载荷。
连接副基本参数见表5。
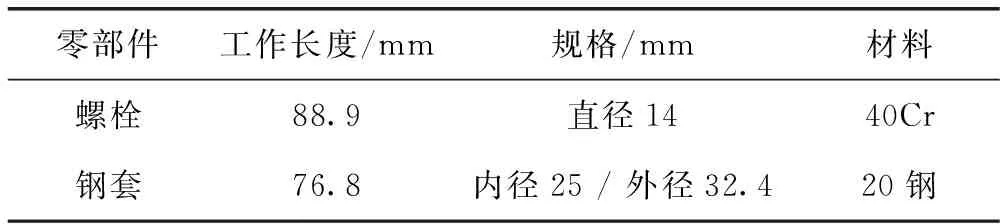
表5 连接副参数
不考虑偏心载荷及预紧力损失,根据以上数据使用紧固件设计软件进行连接副预紧力计算,连接副所需预紧力为57.26 kN,在保证实际螺纹和头部摩擦因数均稳定在0.11的情况下只需125 N·m可达到预紧要求。但根据1#、2#超声波试验得到的夹紧力值,软件计算实际装配模式下螺纹副摩擦因数在0.24左右,故螺纹扭矩会大于螺栓端面扭矩,拧紧完成后头部会沿松开方向旋转,螺纹扭矩降低并等于端面扭矩,螺纹扭矩值的衰退,需考虑在内。
3 结束语
失效螺栓源于装配过程,由于未出现大批量断裂,判断属于偶然事件,经相关试验分析,螺栓表面脱碳层不符合技术要求,脱碳层主要影响使用过程中的耐磨性和疲劳性,并不是此例断裂的主要因素,失效主要来源于紧固件摩擦因数对夹紧力的影响,由于润滑、安装面平整度和装配公差,同样的拧紧工艺下每个工位会产生不同的拧紧效果,特别是油脂的影响改变了原有的摩擦因数,相同扭矩下螺栓受到的轴力增加,当轴力超过螺栓极限强度,螺栓发生提前失效,此例中的失效断裂主要是受油脂的影响。经模拟装配后的夹紧力测量和校核,若仍使用扭矩法进行装配,建议将装配扭矩降为190 N·m。
猜你喜欢
汽车零部件(2022年10期)2022-11-01
时代汽车(2022年18期)2022-09-06
粘接(2022年7期)2022-07-14
内燃机与配件(2022年2期)2022-01-17
时代汽车(2020年14期)2020-09-06
数码设计(2020年3期)2020-08-21
科技视界(2020年4期)2020-04-26
商用汽车(2019年5期)2019-09-10
科学与财富(2018年18期)2018-08-09
环球市场信息导报(2017年6期)2017-06-15
