
一字平行同向三螺杆挤出机制备WPP/WPE共混物的性能研究
2022-03-02 10:08何和智黄运智
上海塑料 2022年1期
何和智, 黄运智
(1.华南理工大学 机械与汽车工程学院,广州 510000;2.聚合物成型加工工程教育部重点实验室,广州 510000;3.广东省高分子先进制造技术及装备重点实验室,广州 510000)
0 前言
塑料由于具有质轻、强度高、抗腐蚀性好及化学稳定性好等优点,在全世界范围内得到广泛的应用[1]。然而塑料制品在自然环境中难以降解,大量累积的废弃塑料造成了严重的白色污染,给生态环境带来巨大压力[2]。塑料原料及其制品的大规模工业生产与制备过程通常需要在高温高压的条件下进行[3],这一过程中能量消耗与废气排放等对气候的影响与我国致力于实现碳达峰、碳中和的政策不符。因此,从环境保护与节能减排的角度考虑,有必要将一次性废弃塑料包装制品进行回收利用。
就成本及环境影响的考虑来看,机械回收是一种较为绿色的回收一次性废弃塑料包装制品的方式[4]。然而由于不相容性的多相聚合物共混后,所得制品的力学性能较差;因此,机械回收通常会利用密度法、红外法及带电分拣法等多种方式将各类聚合物进行分选,以便于回收塑料制品后进行后续的生产。聚丙烯(PP)和聚乙烯(PE)的结构相近,化学组成相同,很难被单独分选。PP和PE的密度小于1 g/cm3,聚氯乙烯(PVC)和聚对苯二甲酸乙二醇酯(PET)的密度大于1.3 g/cm3,聚苯乙烯(PS)的密度则在1.0~1.1 g/cm3,因此使用密度法分拣聚烯烃将会降低分选成本,进而实现废弃塑料的高质化回收。
笔者使用三螺杆挤出机对废弃聚丙烯(WPP)/废弃聚乙烯(WPE)两相不相容体系熔融共混。借助三螺杆挤出机中的强剪切作用,使WPP/WPE体系中的相分散更加均匀,同时使得回收塑料中的杂质均匀分布,减少挤出制品中的应力集中,从而实现废弃塑料的高质化回收。
1 实验部分
1.1 主要原料
WPE,来自废弃快递袋,熔融指数(MI)为0.9 g/(10 min),具体测试温度为190 ℃,测试砝码质量为2.16 kg,购自漳州市陆海环保产业开发有限公司;
WPP,来自废弃快餐盒,MI为16.5 g/(10 min),具体测试温度为190 ℃,测试砝码质量为2.16 kg,购自漳州市陆海环保产业开发有限公司;
抗氧化剂(1010),购自德国巴斯夫公司。
1.2 主要设备及仪器
三螺杆挤出机,一字平行同向三螺杆挤出机,自主设计,广州普同实验分析仪器有限公司;
万能材料试验机,5566型,美国Instron公司;
摆锤冲击试验机,POE2000,美国Instron公司;
扫描电子显微镜(SEM),Hitachi S-3700N,日本日立公司;
差示扫描量热仪(DSC),DSC204c,德国Netzsch公司;
电热鼓风干燥箱,CS1013,重庆实验设备厂;
高速混合机,CH-100Y,北京塑料机械厂;
平板硫化机,QLB-25D/Q,东莞市科盛实业有限公司。
实验所用的三螺杆挤出机为华南理工大学聚合物新型成型装备国家工程研究中心的何和智教授及其团队自主研发的一字平行同向三螺杆挤出机。与传统双螺杆挤出机相比,该三螺杆挤出机有两个啮合区,具有更强的剪切作用,能提供良好的混合混炼效果,使聚合物的相分散更加均匀,同时提高了生产效率,降低了能耗比[5]。三螺杆挤出机中的螺纹元件由正向螺纹元件与反向螺纹元件组成,在正向螺纹元件与反向螺纹元件的交界处存在一个高压区。物料从正向螺纹元件区进入反向螺纹元件区会经历一个反向作用,进入高压区遭受压缩释放作用,从而使聚合物熔体在高压区产生了湍流效应,物料混合混炼效果因此更加均匀(见图1)。

图1 一字平行同向三螺杆示意图
1.3 实验过程
1.3.1 预处理
为了便于后续加工处理,将废弃快餐盒和废弃快递袋放入破碎机中,在3 000 r/min转速下破碎20 min,得到小片的WPP、WPE。同时,为了避免水蒸气对废弃塑料熔融塑化的影响,将破碎后的小片WPP、WPE放入烘箱中,在70 ℃的温度下,烘干 6 h,得到干燥的WPP、WPE破碎片。将干燥后的WPP、WPE破碎片按30∶70、50∶50和70∶30的质量比分别放入高速混合机中混合20 min,得到3组均匀的 WPP/WPE混合物。因为废弃塑料容易氧化降解,所以再在各混合组分中加入0.5%(质量分数,下同)的抗氧化剂,继续在高速混合机中均匀混合20 min。
1.3.2 熔融共混
将三螺杆挤出机1至9区温度分别升温到 80 ℃、120 ℃、160 ℃、180 ℃、190 ℃、190 ℃、190 ℃、185 ℃、180 ℃,并保温1 h以确保三螺杆挤出机温度已达到预设值并保持稳定。将混合均匀的各组分WPP/WPE混合物加入料筒中进行熔融共混,喂料器转速设置为10 r/min,螺杆转速设置为150 r/min,得到各组分WPP/WPE共混物熔体。将从模头挤出的共混物熔体牵丝,引至水槽中水浴冷却,晾干后再将各组分WPP/WPE共混物切粒,随后放入70 ℃烘箱中6 h进行烘干,最后得到3组WPP和WPE质量比分别为30∶70、50∶50、70∶30的WPP/WPE共混物,分别记为WPP30/WPE70、WPP50/WPE50、WPP70/WPE30。
1.3.3 制样
用平板硫化仪在190 ℃的条件下将18 g切粒的WPP/WPE共混物放入1 mm厚的模具中,预热6 min,然后在20 MPa的压力下压制5 min,再保压冷却5 min,制备200 mm×100 mm×1 mm的板材,用相同方法制备200 mm×100 mm×4 mm的板材。
1.4 测试与表征
将各组样品的200 mm×100 mm×1 mm板材用裁刀裁为标准哑铃状样条,标距为20 mm。使用万能材料试验机测试WPP/WPE的拉伸强度,拉伸速率为5 mm/min。每组样品测试5根样条,取平均值。
将各组样品的200 mm×100 mm×4 mm板材用切割机裁出10 mm×100 mm×4 mm的小长条,并在样品中间位置沿厚度方向切割出3 mm深的V形缺口。使用摆锤冲击试验机测试WPP/WPE的冲击强度。每组样品测试5根样条,取平均值。
利用SEM拍摄各组WPP/WPE样品的微观形貌。将每组样品的200 mm×100 mm×1 mm板材裁剪出80 mm×10 mm×1 mm的样条,放入液氮中浸泡30 min后沿厚度方向脆断。将脆断后的样品贴在样品台上,在真空环境中喷金处理以提高样品观察面的导电性,然后在电压为5 kV的条件下进行拍摄。
利用DSC测试样品的热性能。取3~5 mg样品,放入铝制坩埚中制样,随后将其放入DSC中,在氮气环境中测试热性能。为避免热历史对测量结果的影响,选择升温-降温-升温三段测试。起始温度为25 ℃,升温速率为10 K/min,升至200 ℃后降温至30 ℃,再次升温至200 ℃。每次到达相应温度后恒温保持5 min。复合材料中聚合物基体的结晶度可用下式计算:
(1)

陈鸣等[6-7]的研究表明,与聚合物共混物的配方对热稳定性的影响相比,三螺杆挤出机对聚合物共混物的热稳定性影响较小,因此未做热失重分析。
2 分析与讨论
2.1 力学性能
不同比例WPP/WPE的力学性能见图2。
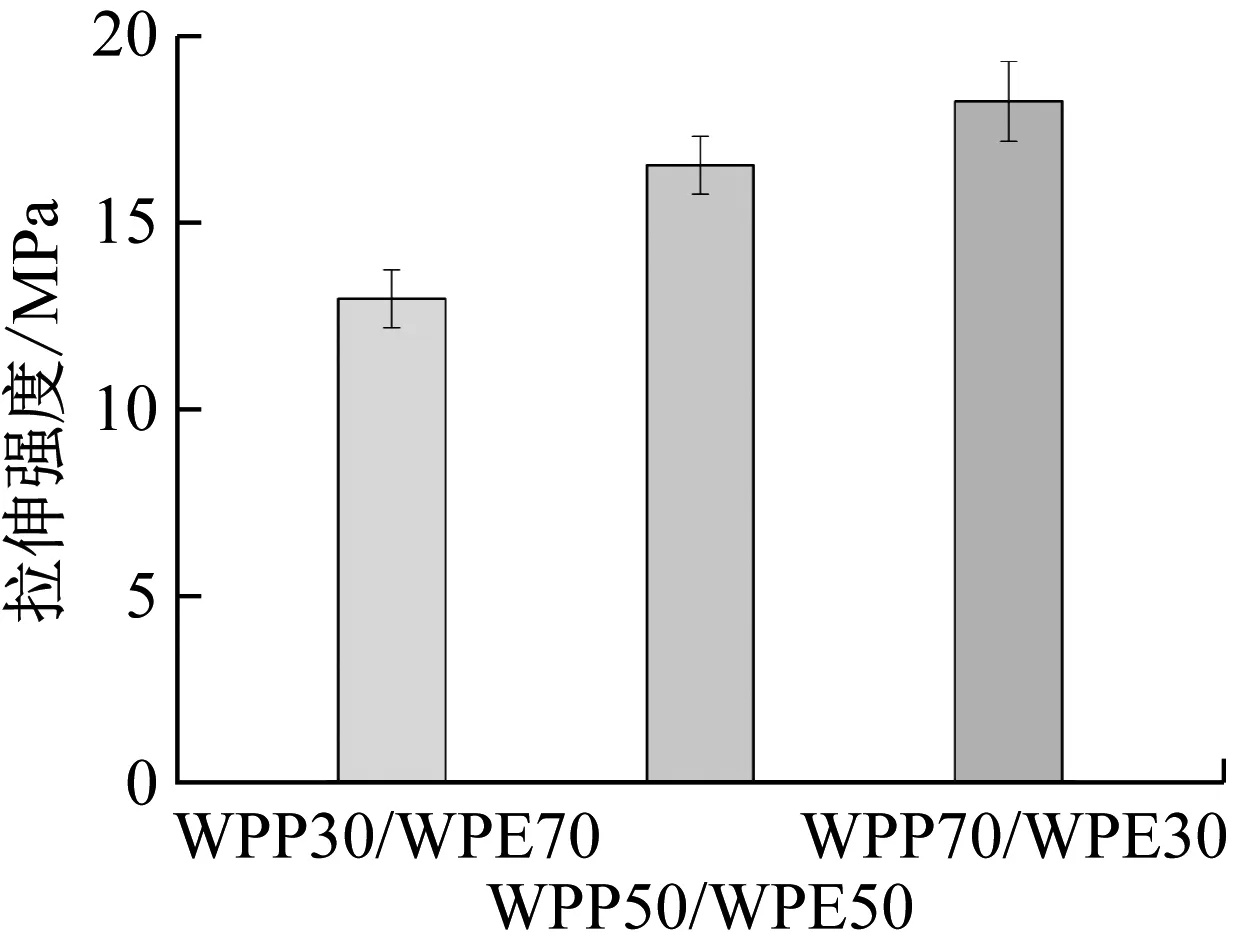
(a)拉伸强度
从图2可以看出:WPP70/WPE30的拉伸强度最高,为18.2 MPa;WPP50/WPE50的拉伸强度为16.5 MPa;WPP30/WPE70的拉伸强度最低,只有12.93 MPa。WPP70/WPE30的弹性模量为485.76 MPa,WPP50/WPE50的弹性模量为398.21 MPa,WPP30/WPE70的弹性模量为241.23 MPa。随着WPP含量的增加,WPP/WPE共混物的弹性模量和拉伸强度均会增加。WPP、WPE的黏度相差极大,在传统剪切流场中难以实现分散相的变形和破碎,影响了共混效果[5]。废弃塑料在回收过程中会受到污染导致杂质混入,即使经过分选、清洗,也会残余少量杂质在WPP、WPE中[8];因此在承受应力的过程中,3个组分的WPP/WPE样条均过早断裂可能是杂质引发的应力集中导致的。WPP30/WPE70的冲击强度最高,可以达到3.5 kJ/m2;WPP50/WPE50冲击强度次之,为2.82 kJ/m2;WPP70/WPE30的冲击强度较差,仅有2.62 kJ/m2。不同组分间的冲击强度对比表明,加入更多的WPE会增加WPP/WPE复合材料的韧性。一方面,这可能是因为WPE结构较为规整,分子链柔顺性更好,从而能够为WPP/WPE复合材料提供韧性,而WPP的结晶度较高,晶体为大球晶,因此强度高、韧性差[9],这一点从拉伸数据中的变化趋势中也可体现。另一方面,WPE在回收过程中不易降解,故在多次熔融挤出后仍能够保持一定的力学性能[10],而WPP容易热老化降解,受强剪切后断链增加、分子量下降[11]。
2.2 SEM图像
不同WPP/WPE复合材料的SEM图像见图3。
由图3可以看出:WPP30/WPE70复合材料的断面光滑,表现为脆性断裂的是WPP,而在断面中由于韧性断裂产生拉丝现象的是WPE。这也与PE、PP的力学性能相符,在WPP/WPE体系中,加入WPP能够提升强度,而加入WPE能提升韧性。在三螺杆挤出机的强剪切作用下,WPP较为均匀地分散在WPE相中。同时在WPP和WPE相中,均可观察到分布均匀的、被周围基体所包裹的杂质位点,这些杂质位点影响应力在基体中传递,造成应力集中,导致了样条在拉伸过程中过早断裂。WPP50/WPE50共混物由于WPP和WPE的含量接近,两相之间的交织排布较为均匀。在WPP70/WPE30共混物中,WPP为连续相,而WPE为分散相,WPE也均匀分散在了WPP相中。在3个组分的共混物样品中,WPP和WPE两相的分布都较均匀,这不仅是由于在预处理过程中对WPP、WPE的均匀混合,更重要的是相对于双螺杆挤出机,三螺杆挤出机中的强剪切作用赋予了两相不相容体系更好的混合混炼效果,既使得WPP、WPE两相均匀分散,又使得团聚的杂质在挤出样品中可以均匀分布。WPP与WPE的两相界面有些模糊,这说明在不加相容剂辅助的条件下,三螺杆挤出机中螺杆产生的强烈剪切作用对不相容体系具有一定的增容作用。
2.3 DSC分析
不同比例WPP/WPE复合材料的DSC结果见表1。不同比例WPP/WPE复合材料的放热、吸热图分别见图4、图5。由表1可以看出:随着WPP含量的增加,WPP的熔点逐渐上升,而WPE的熔点基本不随其含量变化。WPP的结晶温度随其含量的增加也逐渐上升,由121.2 ℃提升至126.0 ℃,增加了4.8 K;而WPE的结晶温度只是随着含量发生了微小的变化,从115.6 ℃增加到了116.4 ℃,仅提升了0.8 K。这表明WPE的含量对于WPP/WPE共混物的结晶行为影响较小,而WPP的含量则影响较大。由于WPP的晶体结构更加规整,因此更多WPP的加入有效促进了WPP/WPE共混物的结晶行为,导致WPP含量高的样品熔融温度大幅上升。由图3可以看出:WPP30/WPE70和WPP70/WPE30共混物均为海岛结构。在海岛结构中,“海”相的分子链排列更加规整,晶体更加完善。组分改变对结晶度有一定影响,但是影响不大。

表1 不同比例WPP/WPE共混物的DSC分析数据

图4 不同比例WPP/WPE共混物放热图

图5 不同比例WPP/WPE共混物吸热图
3 结语
利用新型一字平行同向三螺杆挤出机对WPP和WPE这2种不相容塑料进行熔融共混,为解决白色污染及实现废弃塑料的免分拣高质化回收再生产提供了新思路。
在WPP/WPE不相容体系共混时,增加WPE能够提升WPP/WPE共混物的韧性,而增加WPP能够提升WPP/WPE共混物的拉伸强度和弹性模量。但由于WPP和WPE的不相容性,导致WPP/WPE共混物的韧性普遍较差。三螺杆挤出机中的强剪切作用则可以一定程度上强制增容WPP/WPE不相容共混体系,细化分散相,降低相分离。
猜你喜欢
辽宁石油化工大学学报(2022年4期)2022-09-28
机械工业标准化与质量(2022年7期)2022-08-12
中国塑料(2022年4期)2022-04-25
中国塑料(2022年1期)2022-01-27
商品与质量(2021年43期)2022-01-18
防爆电机(2021年3期)2021-07-21
图学学报(2020年5期)2020-11-13
中国质量与标准导报(2018年3期)2018-09-10
软件(2017年6期)2017-09-23
科技与创新(2017年11期)2017-07-01
