阻尼振动检测套筒连接灌浆饱满度试验研究
2022-03-01 12:06梁建国谢仁杰欧长红曾祥康江琬莹赵方舟
重庆建筑 2022年2期
梁建国,谢仁杰,欧长红,曾祥康,江琬莹,赵方舟
(1 长沙理工大学 土木工程学院,湖南长沙 410114;2 湖南东方红建设集团有限公司,湖南长沙 410205)
0 引言
装配式混凝土建筑中受力钢筋的连接一般采用套筒灌浆连接、 浆锚搭接等方式。 套筒灌浆连接具有可减小钢筋预加工工作量等优点,目前在工程中应用广泛。 但是,由于各种施工原因[1],套筒灌浆的灌浆饱满度不足,减小了钢筋的有效锚固长度,钢筋套筒灌浆连接接头强度和变形可能达不到规范要求,存在安全隐患。
近年来,科研工作者对套筒灌浆饱满度的无损检测方法,如超声波法[2]、冲击回波法[3]、预埋钢丝拉拔法[4]、X 射线法[5]及阻尼振动法等进行了大量研究。 在灌浆施工时,使用阻尼振动法进行检测,方法简便、结果准确,检测结果不符合要求时可进行补灌,从而提高了钢筋连接的可靠性。
针对阻尼振动法的检测方法和检测精度,学者们做了一些研究。 赵军等[6]研究了阻尼振动法的原理,并进行了验证性试验。 祝雯等[7]研究了传感器预埋方式和灌浆料流动度对预埋阻尼振动传感器法检测钢筋套筒灌浆饱满度检测结果的影响。 崔士起等[8]考虑套筒完全灌满、套筒部分漏浆及套筒全部漏浆三种工况,采用阻尼振动法和超声波法进行对比试验, 发现阻尼振动法传感器反馈的振动信号幅值变化情况能够真实反映试验构件套筒的灌浆饱满程度。
为了更进一步验证阻尼振动法的准确性及钢筋中、 偏置对灌浆密实度的影响,设置饱满中置、饱满偏置、不饱满中置,不饱满偏置共20 个试件,分别用阻尼振动法和切割法进行对比试验验证,验证阻尼振动法的可靠性,并评定灌浆饱满度。
1 阻尼振动检测方法的原理
阻尼振动法是一种采用预埋微型阻尼振动传感器进行套筒灌浆质量检测的方法。 传感器类似于有阻尼振动的单自由度体系,在特定激励信号的驱动下,根据结构自由振动微分方程,可得到振动位移x:

式中,A为初始振动幅值;t为时间;β 为阻尼系数;ω 为自然角频率;φ 为初始相位角。
式(1)表明,对于有阻尼的结构体系,施加激励后,初始相位角与初始振动幅值一定时,振动幅值Ae-βt与其阻尼系数β 呈负指数关系。若传感器周围的介质为空气、水、流动的砂浆、凝固后的砂浆,其阻尼系数依次增大,引起振动能量值改变,相应地,振幅的衰减将会急剧增加。 不同阻尼系数下的振动曲线如图1 所示[图1a)、图1b)、图1c)分别对应的传感器周围的介质为空气、灌浆料拌合物、硬化的灌浆料]。

图1 不同阻尼系数下的振动曲线
根据上述规律,通过测量传感器振幅衰减情况,即可推断传感器周围介质形态,从而判读灌浆料是否达到传感器位置,进而判断套筒灌浆的饱满程度。
2 试件制作与试验方法
2.1 原材料
(1) 钢筋和灌 浆 料。 钢筋采 用HRB400 级 钢筋, 直径 为22mm,钢筋力学性能采用与套筒连接同一批次钢筋,使用万能材料试验机加载,最大试验力为1000kN,加载速率为1kN/s,试验结果如表1 所示。

表1 钢筋实测力学性能
试验采用与套筒相配套的灌浆料,拌和时水与灌浆料的质量比为0.13,初始流动度为331mm。 标准养护条件下,28d 抗压强度为94.9MPa, 满足现行行业标准 《钢筋连接用套筒灌浆料》(JG/T 408—2013)[9]要求。
(2) 套筒。 试验采用JM 型半灌浆套筒,由球墨铸铁铸造而成。 抽样试验结果表明, 灌浆套筒符合 《钢筋连接用灌浆套筒》(JG/T 398—2012)[10]及 《钢筋套筒灌浆连接应用技术规程》(JGJ 355—2015)[11]的要求。
2.2 试件数量与制作
为对比起见,将试件分为饱满(F)和不饱满(U)两组,每组试件包括钢筋中置(Z)和钢筋偏置(P)两种情况,试件数量如表2所示。

表2 试件分组及试件数量
将JM 半灌浆套筒丝口连接端与钢筋连接,绑扎在铁架上,再将另一端钢筋按中置或偏置插入套筒另一端, 用密封垫圈密封后,再用胶带绑扎牢固,以防套筒底部漏浆,如图2 所示。

图2 传感器测量试件
如表2 所示, 试验共20 个试件, 除2 个归为饱满偏置试件外,其余18 个试件在灌浆前布置阻尼振动传感器,保持传感器测试面和排气孔朝上,从排浆孔插入,并确认传感器伸入到排浆孔底部(不能继续插入为止),塞紧橡胶塞。 按要求调制浆料,由同一名经验丰富的技术人员使用灌浆机,按试件设计要求进行灌浆,采用经验法判断套筒灌浆是否饱满。 取剩余2个偏置试件 (P) 不布置传感器,采用经验法进行充分饱满灌浆。 灌浆完毕,对试件进行编号。
2.3 试验方法
(1) 阻尼振动法
将灌浆前预埋的传感器导线接入ZBL-G1000 检测仪, 灌浆过程中观察并记录测得的阻尼波形变化规律,以及仪器自动做出的是否饱满的结果,具体根据传感器不同介质中振动能量值的不同(在空气能量值中为255,在灌浆料拌合物中为20~60),对灌浆饱满度分为三种判定结果,即Ⅰ、Ⅱ、Ⅲ类, 其能量值范围 分 别 为0 ~100、100~200、200~300。其中,能量值越低,灌浆饱满度越高,如Ⅰ类为完全灌满,Ⅱ、Ⅲ类均为未灌满(图3)。
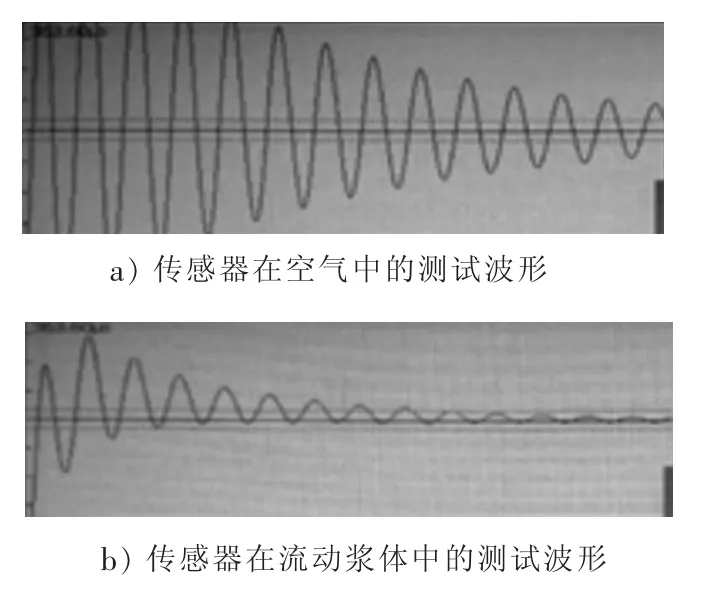
图3 传感器在不同介质中测试波形
(2) 切割法
灌浆完成后,在室内自然条件下养护28 天。在工厂机械台座上, 用切割机沿套筒直径方向剖切开, 针对偏置试件, 剖切面沿偏置方向, 以便查看灌浆在较小空隙处是否饱满,如图4所示。 通过切开试件, 用卷尺测量套筒空腔灌满长度,评定灌浆饱满度。
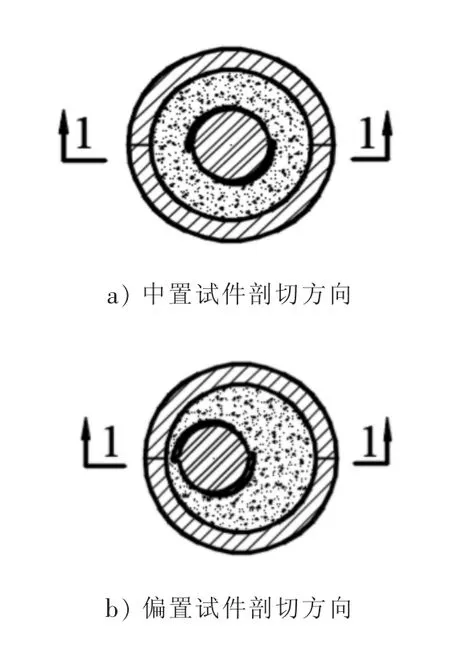
图4 试件剖切方向
3 试验结果及分析
采用切割法切割20 个试件,测量灌浆充满套筒空腔的高度,参考表2 变量设置,典型的灌浆饱满与不饱满切割试件如图5、图6 所示,图7、图8 分别对应于图5、图6,为检测仪灌浆时的检测波形。 图9、图10 则为典型的钢筋中置与偏置切割试件图。

图5 传感器测定为饱满的试件剖切照片

图6 传感器测定为灌浆不饱满的试件剖切照片

图7 灌浆饱满的测试波形
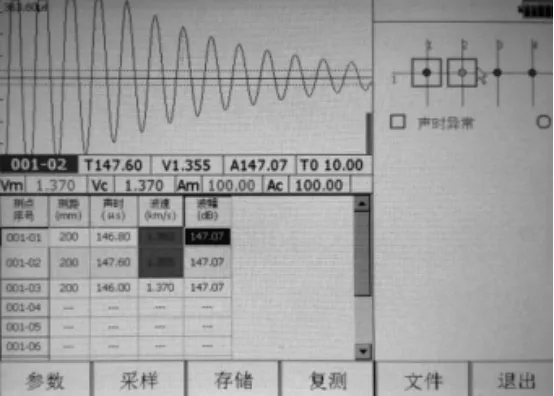
图8 灌浆不饱满的试件检测波形

图9 钢筋中置试件剖切照片
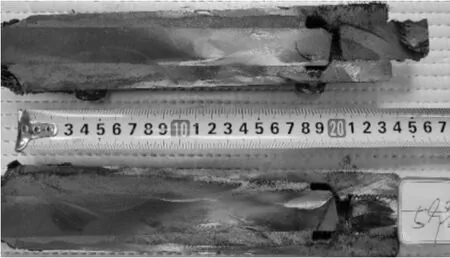
图10 钢筋偏置试件剖切照片
灌浆套筒示意图如图11 所示, 通过切割法量测得的试件灌浆料充满高度L1,将其与套筒空腔高度L的比值定义为套筒灌浆饱满度B,即:

图11 半灌浆套筒灌浆示意图

图中:1——灌浆连接钢筋;2——灌浆段;3——机械连接钢筋;4——出浆口;5——灌浆口。
灌浆时通过阻尼振动法得到的检测结果和切割法得到的灌浆饱满度试验结果见表3。

表3 套筒试件检测及切割试验结果
从表3 中可以看出:
(1) 饱满度达到95%以上时,阻尼振动传感器测试结果显示为灌浆饱满;
(2) 饱满度小于95%时,阻尼振动传感器测试结果显示为灌浆不饱满;
(3) 单凭眼睛观察出浆孔出浆的试件的饱满度小于95%;
(4) 钢筋中置和偏置对灌浆饱满度基本无影响。
4 结论
(1) 采用阻尼振动法检测套筒灌浆饱满度效果较好,可确保灌浆饱满度达到95%以上。
(2) 钢筋偏置与中置对套筒灌浆饱满度无影响。
(3) 阻尼振动法不能定量确定灌浆饱满度,也不能判断套筒内灌浆段是否存在空隙。
(4) 采用阻尼传感器检测饱满度,结果准确、检测步骤简单,可作为一种较实用的套筒灌浆饱满度测试方法在工程中应用。
猜你喜欢
轻兵器(2022年10期)2022-10-22
航空发动机(2022年4期)2022-10-13
智能计算机与应用(2022年9期)2022-09-28
汽车实用技术(2022年15期)2022-08-19
中国信息化(2022年5期)2022-06-13
装备维修技术(2021年20期)2021-03-29
北京汽车(2021年1期)2021-03-04
振动工程学报(2019年2期)2019-05-13
现代商贸工业(2016年4期)2016-10-14
幼儿教育·教育教学版(2016年5期)2016-09-30