
一条智能化树脂砂铸造生产线
2022-02-24 13:51刘灿贵张锦德
中国铸造装备与技术 2022年1期
刘灿贵,张锦德,吴 科
(青岛滨海金成铸造机械有限公司,山东青岛 266400)
1 前景和现状
客户旧的生产线为手动造型线,工人数量多,劳动强度大,合箱后的砂型地摊式浇注,占用车间面积大,车间环境“脏、乱、差”,安全隐患大。新上的智能化树脂砂生产线,采用自动造型圈,节约了人工,降低了工人劳动强度;合箱后砂型和浇注后的砂型选用立体仓储,并采用扫码识别,节约了场地,每件砂型的状态和位置可直观的反映在人机界面上;自动浇注线采用人工叫号,工人根据铸件的特点和每炉的铁水量将砂型按序从立体仓库叫出,保证每个铸件的产品质量,排序好的砂型进入集中烘干和定点浇注,并且浇注后采用全覆盖式顶吸罩,将浇注后的烟气集中收集处理,改善了车间环境;落砂后的砂箱采用自动回箱线,将砂箱自动输送至混砂机附近,节约了人力,提高了生产效率。全套设备的操作和监控均可实现在线和远距离操控,管理人员可实时监控每个工位的生产状态。
2 工艺要求
产品名称:智能化树脂砂铸造生产线,本线主要由树脂砂自动造型圈、智能立体仓储、自动浇注流水线、空箱返回线、树脂砂再生线等五大部分组成,完成造型、存储、浇注、冷却,空箱返回等工序,实现铸造智能化、柔性化、自动化。
3 生产节拍
根据客户铸件的铸造特点(品种多,重量和尺寸差异大)和产量要求,该生产线设计平均每3.5min 生产整型,产品零件主要是机器人曲臂、底座等铸件,最大砂箱尺寸2000mm×1700mm,最大铸件重量≥730kg,智能化立体仓储设计2 排6 层11 列共计132 个工位,每个工位承重4t。作业流程实现自动化、柔性化、智能化的要求。
4 设备组成
(1)树脂砂造型圈:树脂砂混砂机—振实台(加砂振实)—硬化—起模—修型—流涂—点火吹灰—下芯合箱—RGV 小车(入库),如图1 所示。

图1 树脂砂自动造型圈
(2)智能化立体仓储:货架、有轨巷道堆垛机、两端输送台车、自动称重、智能扫码系统,出入库管理系统,如图2 所示。
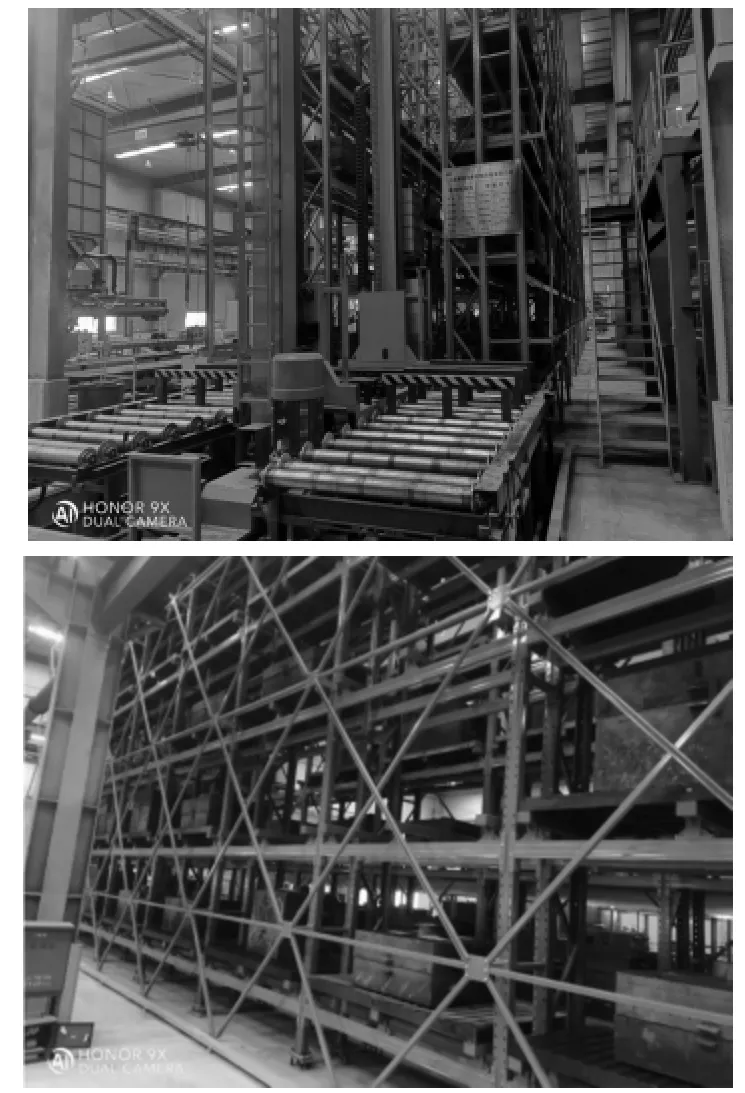
图2 智能化立体仓储
(3)自动浇注流水线:出库—RGV 小车—烘干线(热风烘干机烘干)—浇注线—冷却线—入库,如图3 所示。

图3 自动浇注流水线
(4)树脂砂再生线:振动落砂机—振动输送槽—悬挂磁选机—板链提升机—贯通式磁选机—振动破碎机—斗式提升机—搓擦再生机—斗式提升机—砂温调节器—斗式提升机—储存砂库—气力发送装置—混砂机上方砂库,如图4 所示。

图4 树脂砂再生线
(5)空箱返回线:落砂后的空砂箱由空箱返回线自动输送至混砂机附近,辊道全部采用机动辊道,以便完成下次的造型。
根据以上设计思路和客户实际厂房,完成了本线的设计。设计原则:本着高起点、高档次、节约场地,降低工人劳动强度,提高质量和生产率,保证设备合理性、先进性、可靠性、实用性为原则,实现自动化、柔性化、智能化树脂砂铸造。
5 设备主要特点
(1)树脂砂造型圈,根据客户铸件品种杂、数量多、形状复杂,重量及尺寸差异大等特点,造型定盘选用2300mm×1300mm,可覆盖用户90%砂箱,起模及合箱采用悬挂式可开合翻箱机械手来完成,可完成不同尺寸砂箱的造型、起模、合箱等工序,实现柔性化造型,可满足不同尺寸砂箱的造型需求。
(2)智能化立体仓储,采用统一的仓储托盘,托盘尺寸2150mm×1300mm,且每件托盘均镶嵌条形码,堆垛机称重及扫码识别后,可实现砂型存取自动化、高层合理化、智能化、人机界面直观,操作简单。
(3)自动浇注流水线,操作工人在出库终端预先设定好出库顺序,砂型通过RGV 小车分别按序输送至烘干线,经烘干机烘干的砂型,自动输送至浇注线,完成浇注的砂箱按序输送至冷却线进行冷却,冷却好的砂型通过RGV 小车再次入库,等待落砂。
(4)树脂砂再生线,根据客户铸件材质和要求,本线采用呋喃树脂工艺;再生采用强力搓擦再生工艺保证脱膜效果并降低树脂加入量;砂温冷却采用立式砂温调节器加闭式冷却塔的组合形式,整个工程外形美观,布局紧凑、合理,功能齐全、可靠,能够满足生产工艺技术指标和国家对环保的要求,以适用不同的铸件造型用砂的处理。
6 结语
该智能化树脂砂生产线顺利投产至今,树脂加入量低至0.7%,大大降低了铸造成本,旧砂温度不高于40℃,使用效果超出客户预期。经实际生产验证实现了柔性化、智能化、自动化生产的需求,完成了铸造向智能化的发展。
猜你喜欢
工友(2022年7期)2022-07-23
铸造设备与工艺(2021年1期)2021-04-21
电子技术与软件工程(2021年20期)2021-03-10
科技视界(2020年26期)2020-09-24
军营文化天地(2018年2期)2018-04-20
小学生时代·大嘴英语(2017年1期)2017-03-20
集装箱化(2016年12期)2017-03-20
中国水运(2015年11期)2015-12-08
爆笑show(2015年9期)2015-10-24
科技传播(2011年1期)2011-08-15
