
黑木耳培养料粗细木屑配比比较试验
2022-02-14 01:28王庆武兰玉菲丛倩倩唐丽娜李秀梅
食用菌 2022年1期
王庆武 兰玉菲 丛倩倩 孔 怡 唐丽娜 李秀梅
(泰安市农业科学院,山东泰安 271000)
近年来,黑木耳已成为餐桌上的家常菜,其消费量随着人们对其营养价值和药用价值进一步了解逐年上升,生产规模日益扩大[1],并形成了“北耳南扩”的产业格局[2]。代料栽培黑木耳,既充分利用木屑、枝条等废弃物,又保护了环境,提高生产者效益。培养料木屑粗细配比对黑木耳产量和质量有很大的影响[3],适宜的粗细木屑配比,能够确保栽培袋内培养料有一定的孔隙度[3],有利于菌丝快速生长,富集营养,可缩短出耳期,抗逆性强,产量高,品质好。为此,笔者进行多次、多点黑木耳培养料粗细木屑配比试验,以期为黑木耳的优质高产栽培提供数据支撑。
1 材料与方法
1.1 供试黑木耳菌株
“泰耳1号”,由泰安市农业科学院保存。
1.2 试验设计
培养料粗木屑粒径为3~7 mm,细木屑为带锯木屑,粗细木屑配比见表1。
1.3 试验方法
1.3.1 培养料袋制备
按照表1 培养料配方称取粗细木屑,加水均匀混合后闷1 d后,加入辅料充分混合均匀后装袋。
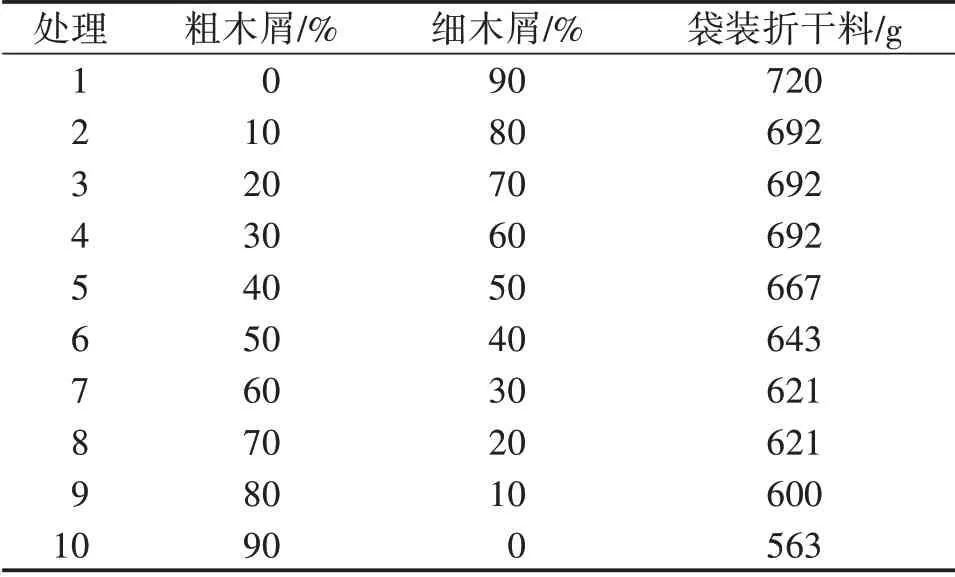
表1 粗细木屑配比
采用16.2 cm×34 cm×0.003 cm 聚乙烯袋,机械抱筒装料,中间打孔,海绵塞封口。层架式常压蒸汽灭菌,108 ℃维持6 h,焖2 h后开锅移出料袋。
1.3.2 接种发菌
料温冷却至室温,无菌条件下每袋接入15~20 mL 液体菌种,海绵塞封口后,置发菌室层架上发菌。发菌前期环境温度28 ℃左右,菌丝吃料后降温至20~22 ℃,环境相对湿度50%~70%。
1.3.3 出耳管理
采用大棚吊袋小孔出耳方式,随机挂袋,按照《黑木耳大棚吊袋栽培技术规程》(DB 3709/T 132—2016)进行管理[4]。每处理挑选完好菌袋50 袋,3 次重复,每处理共150袋。
1.3.4 考察内容
观察记录各处理菌丝吃透料时间、满袋时间、菌丝长势,菌袋质地、成品率,刺孔后菌丝恢复时间,现耳芽时间,耳芽分化率,污染率,统计干耳产量,计算生物学效率。
2 结果与分析
2.1 不同处理(粗细木屑配比)黑木耳菌丝生长及发菌结果
试验结果见表2。
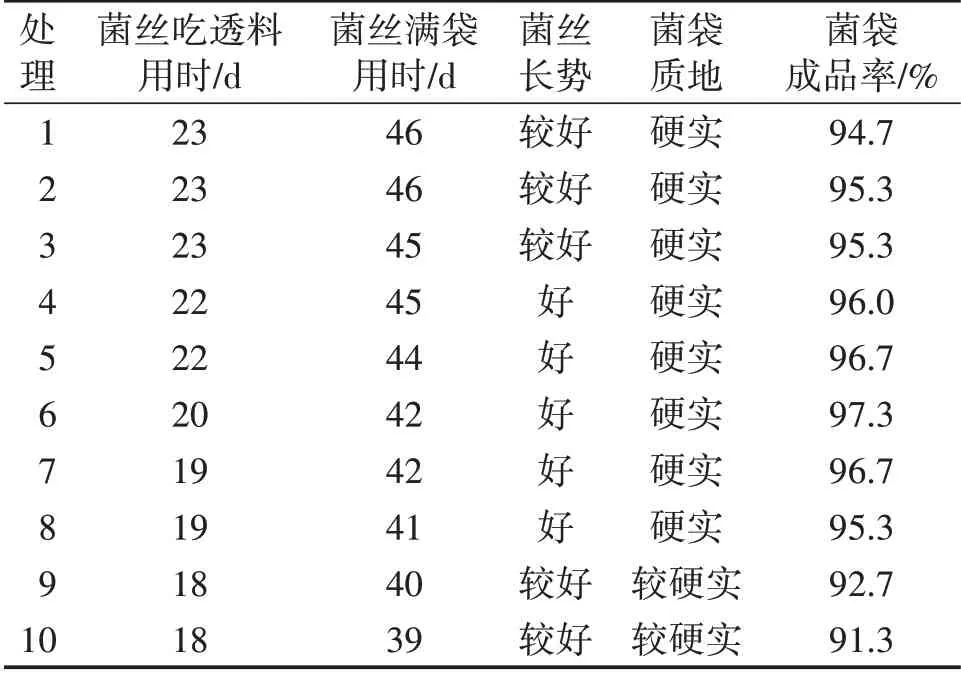
表2 不同处理(粗细木屑配比)菌丝生长及发菌情况

图1 试验发菌场景

图2 试验出耳场景
由表2 可知,不同处理(粗细木屑配比)对菌丝长势,满袋时间,菌袋质地及成品率有影响。培养料中粗木屑占比上升,黑木耳菌丝吃透料及菌丝满袋时间缩短;处理4—处理8 菌丝长势好,其他处理菌丝长势较好;处理1—处理8 菌袋质地硬实,处理9、处理10 菌袋质地较硬实;处理6 菌袋成品率最高,处理10菌袋成品率最低。
2.2 不同处理(粗细木屑配比)现耳芽情况
不同处理(粗细木屑配比)现耳芽情况见表3。
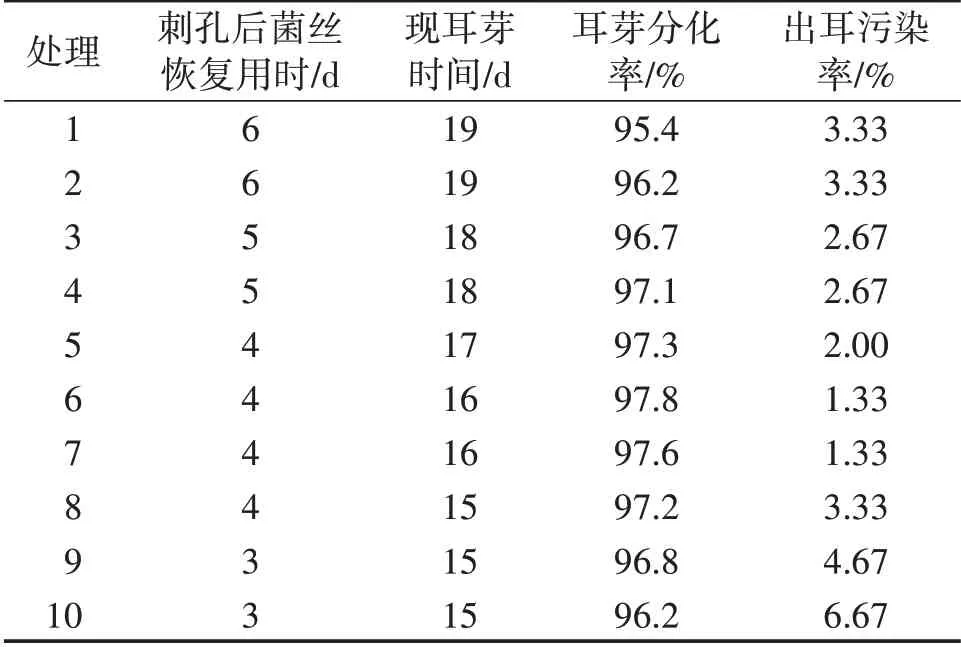
表3 不同处理(粗细木屑配比)现耳情况
由表3 知,不同处理(粗细木屑配比)对刺孔后菌丝恢复、现耳芽时间、耳芽分化率、出耳污染率有影响。刺孔后菌丝恢复时间、现耳芽时间,随培养料粗木屑占比上升而缩短;耳芽分化率随培养料粗木屑占比上升先降低逐渐升高而后降低;出耳污染率随培养料粗木屑占比上升由高到低而后再升高。耳芽分化率较高的是处理6和处理7,出耳污染率较低的是处理6和处理7。
2.3 不同处理(粗细木屑配比)黑木耳的产量
不同处理(粗细木屑配比)黑木耳产量见表4。
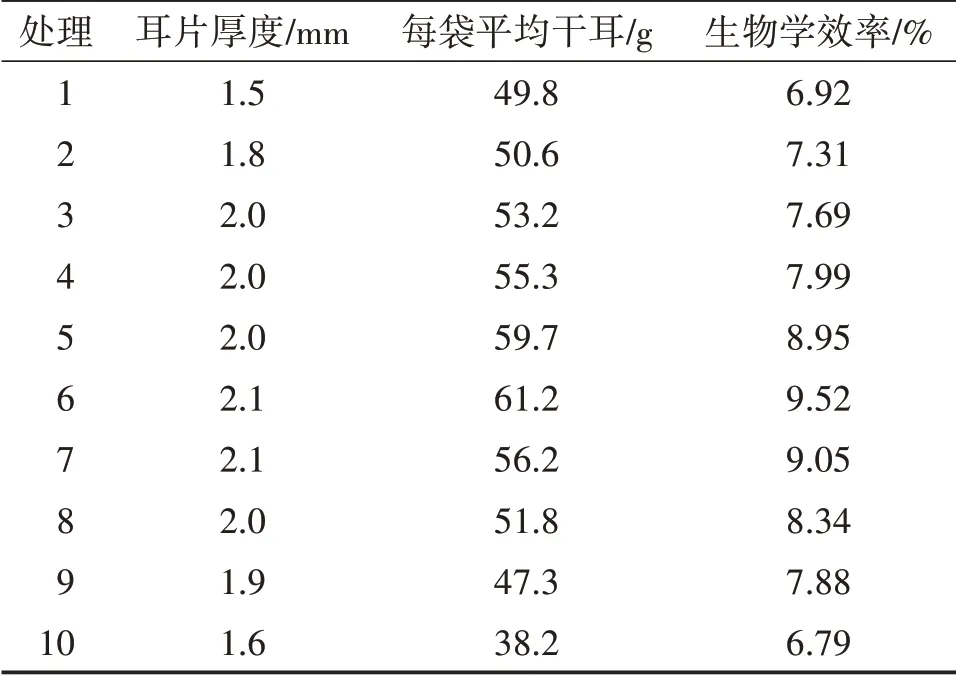
表4 不同处理(粗细木屑配比)的黑木耳产量
由表4 可知,黑木耳耳片厚度,处理1—处理10,由薄到厚而后再到薄,生物学效率由低到高而后再降低,其中处理6 和处理7 耳片最厚,其次是处理3、处理4、处理5、处理8;处理6生物学效率最高,其次是处理7和处理5。
3 小 结
目前,黑木耳培养料常用木屑为带锯木屑,颗粒较细,拌料装袋后料内空隙少,通气性差,接种后发菌时间较长,生产中虽添加粗木屑改善料质地,但添加多少靠经验,没有统一标准。试验结果表明,黑木耳培养料粗、细木屑适宜的配比为粗木屑质量分数50%,细木屑质量分数40%(处理6)。
试验为黑木耳培养料配制提供数据支撑。
猜你喜欢
飞天(2020年4期)2020-04-17
农机使用与维修(2020年3期)2020-04-07
科学种养(2018年5期)2018-06-21
课堂内外(小学版)(2018年11期)2018-02-22
科学种养(2017年11期)2017-11-28
科学种养(2017年8期)2017-08-10
大陆桥视野·下(2017年5期)2017-06-19
环球时报(2017-04-14)2017-04-14
科技资讯(2016年9期)2016-05-14
热带农业工程(2014年6期)2015-01-28
