基于PLC 的上下料机械手手臂设计
2022-02-01 03:26云立恒卢燕
锻压装备与制造技术 2022年6期
云立恒,卢燕
(济南玖源机电科技有限公司,山东 济南 250308)
0 引言
在当今时代,机械手发展迅猛,尤其欧美、日本、瑞典等国家,其研发和制造水平处于世界领先地位。它可以与零件、负载一起工作,特别是在CNC 自动化设备和机械装配模块设备。目前,机械手开发了FMS 和FMC 中的大多数动作[1]。机械手由于结构小,柔性强,所以可配置在柔性加工系统和柔性生产单元中,也可存放在大型输送设备上。我国机械技术水平与工程应用还存在一定差距,尤其是在应用和业务水平方面[2]。因此,加大对机械手的自主研发,满足各行各业的生产需求,同时降低成本成为工业机械手发展的重要前提[3]。本文基于PLC 的上下料机械手手臂设计旨在提高装卸机械手代替人工操作的效率和利用率。
1 基于PLC 的上下料机械手手臂结构设计
1.1 机械手运动模式
机械手的动作要求包括以下几个方面:
(1)传动平稳,定位精度高;
(2)能够快速动作、准确定位完成上下料工作;
(3)生产节拍:上片速度为6-7 片/min(可调节);
(4)翻转架翻转角度可调,平放高度与磨边机相适应,平移行程为1100mm,翻转半径为1000mm。
如图1 所示机械手布局测量工作,根据实际性能要求,机械手在作业上采取三种类型的运动:手臂运动、抓取运动、旋转运动。因此自由度数可达3,适用性广。圆柱对位结构机械手,其结构简单,工作极限大,精度高,能满足设计要求。
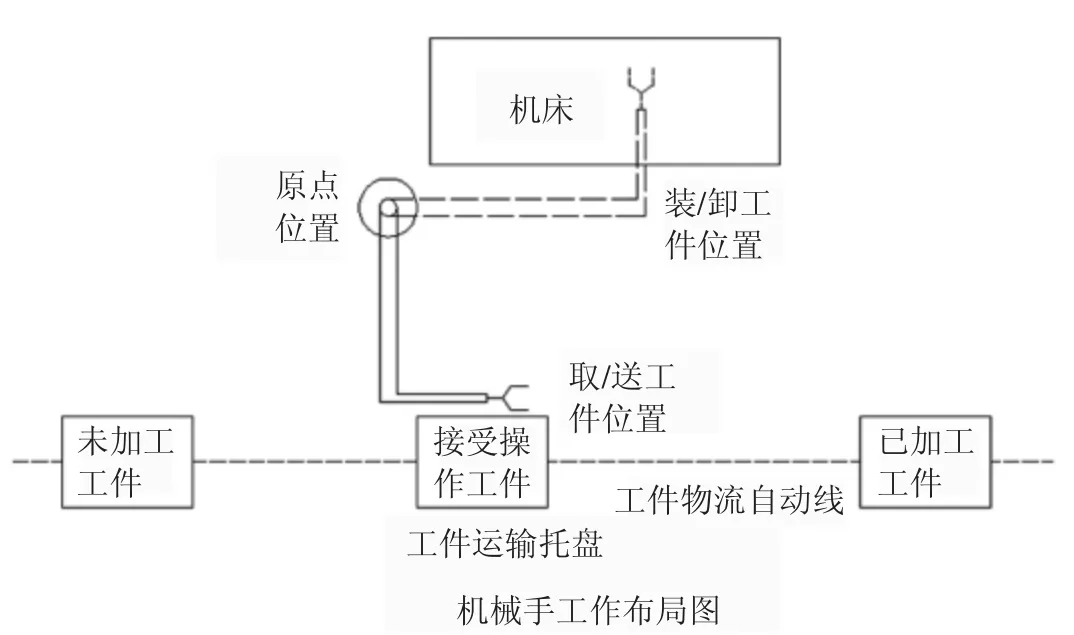
图1 机械手布局
1.2 机械手末端执行手爪结构设计
设计的上下料机械手使用PLC 作为主控制器,通过传感器检测,实时控制机械手执行机构、平移机构和其他机构之间的协调运作。设计的自动上下料机械手流水线有手动操作和自动操作两种模式[4]。
结合具体工况,本设计采用连杆型夹钳。驱动活塞驱动活塞杆端齿条、中心齿轮和扇形齿轮重复运动,以打开或闭合手爪。手爪的最小开口由工作面的宽度决定。该设计是针对工件宽度设计的50mm。手爪的具体结构见图2。
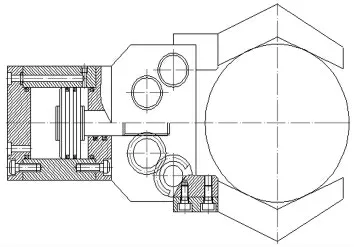
图2 手爪结构图
1.3 机械手腰座结构设计
腰部旋转的两个主要驱动形式:一种是通过减速方式驱动来实现,另一种是通过液压缸或液压马达摆动来实现。该设计不采用直连驱动,而是使用减速机构,同时增加扭矩。由于传动装置的机构改变,传动精度将受到影响,仅影响主传动回转精度和高速性能(100rpm 及以上)。因此,为了降低变速误差,使用高强度高硬度的材料进行高精度加工。如图3 所示为腰围的具体结构。

图3 腰座的具体结构
1.4 机械手机械传动机构设计
机械臂选用液压缸作为机械臂,既是一体式结构,又是动力单元。由于液压缸为正方向,液压缸直径越大,刚性越高。在附加导杆机构的设计中,两个附加导杆与活塞杆形成为四边形,以尽可能提高活塞杆的刚性。为减轻质量,每根导杆均采用空心结构。导杆的加入可以大大提高机械手的刚性和耐用性,彻底解决结构和稳定性问题[5]。
1.5 手臂平衡机构设计
机械手采用柱式结构。机械手主要关注机械手结构、载荷以及整个机械手的外观。通过对设计结构的合理反思和调整,可以尽可能地调整手臂本身的平衡。如果平衡结果与实际功能不满意,可以增加弹簧平衡。
2 机械手控制系统的设计
2.1 作业流程
机械手工作流程如图4 所示。

图4 机械手工作流程图
从原点按开始键,水平液压缸前进开始伺服定位。机械手同时降低,夹爪打开。降低后,接触驱动下限位,停止降低。在夹爪夹紧工件后,机械手开始上升。上升到指定位置后,PLC 开始产生高速脉冲,逆时针旋转机械手。当旋转90°时,PLC 释放脉冲,机械手停止旋转。机械手下降,下降后,接触下限位开关,下降停止,机械手将达到卡盘的中心高度。机械手开始水平定位,移动,在机床的卡盘上加载工件,工件放置在规定位置,卡盘就会收缩,机械手释放夹爪。然后,机械手上升,到达在规定的位置后,接触上限位开关,关停止上升。PLC 开始产生高速脉冲,顺时针旋转机械手,旋转90°后,PLC 释放脉冲,机械手停止转动。机械手返回原点,开始准备下一个工作周期。
2.2 控制器配置选型
PLC 本体集成有14 个DI 与10 个DO 总共24个数字量I/O点,含有16K 字节的程序和数据存储,可扩展7 个扩展模块最多扩展168 个数字I/O 点或35 个模拟I/O 点。六个独立的30kHz 高速计数器,两个20kHz 高速脉冲输出,PID 控制器。RS485 通讯/程序口基于PPI 通讯协议、MPI 通讯协议及自由模式通讯能力。整个I/O 端子块可以轻松拆卸。
2.3 PLC 外部接线设计
使用西门子SIMATIC S7-200(CPU224)PLC,考虑使用模拟位移传感器和伺服放大器功能,增加EM232 模拟模块。输入输出点及其接线如图5 所示。

图5 PLC 外部接线图
2.4 机械手控制程序梯形图
机械手控制程序的梯形图如图6 所示,用STEP7-Micro/WIN32 软件编程获得LAD 代码。具体程序代码,包括MAIN 系统、自动子程序SBR-0、手动子程序SBR-1、电机控制系统步进器SBR_2、步进控制系统步进器SBR_3、干涉机械手INT_0。
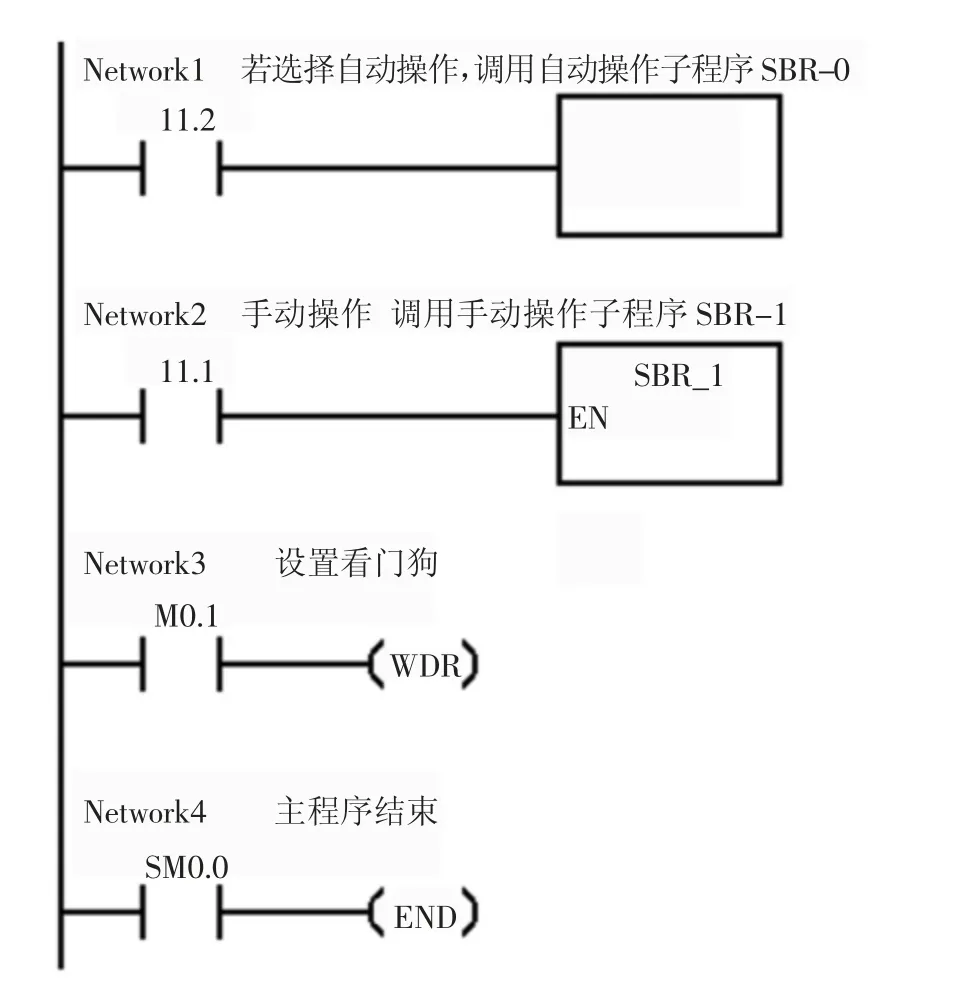
图6 主程序MAIN 梯形图
2.5 软件设计
机械手控制主程序流程图,如图7 所示。
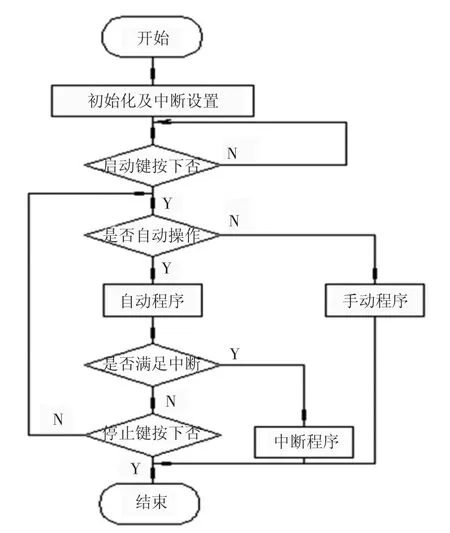
图7 机械手控制主程序流程图
3 结论
本文根据实际加工生产线的需求,研发了一种自动上下料机械手,完成了机械手机械结构和控制系统的设计。该机械手结构简单、研发制造成本较低,并且具有一定通用性,可用于不同加工生产线,满足工业现场应用要求,能够实现自主完成上料、定位、下料等功能。
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11
橡塑技术与装备(2022年7期)2022-07-06
机械设计与制造工程(2022年1期)2022-02-19
模具制造(2019年10期)2020-01-06
装备制造技术(2019年6期)2019-08-15
电子制作(2018年24期)2019-01-03
中国设备工程(2018年15期)2018-08-08
荣誉杂志(2017年7期)2017-08-23
汽车零部件(2016年2期)2016-09-26
中国新技术新产品(2014年21期)2014-03-28