
催化裂化装置旋风分离器翼阀断裂原因分析
2022-01-25 02:58原栋文
石油化工设备技术 2022年1期
原栋文
(中国石油化工股份有限公司金陵分公司,江苏 南京 210033)
旋风分离系统是催化裂化装置用于分离催化剂与烟气的重要工艺设备,其运行状况决定了催化剂的跑损程度。旋风分离系统主要由旋风分离器、料腿和翼阀等组成,因其较高的操作温度和较大的入口颗粒浓度,长期运行易出现各种故障,如器壁的冲蚀、磨损和穿孔,料腿和拉杆的断裂,结焦引起的料腿堵塞、吊架支撑部件变形和断裂等【1】。旋风分离系统发生机械故障时,主要表现为分离效率下降、催化剂浓度和跑损量增大、压力和压降变化等【2】。
某公司Ⅲ催化再生器旋风分离器共有16台翼阀,于2012年10月投入使用。翼阀材质为S30409不锈钢,设计温度750 ℃,操作温度680~720 ℃。2020年11月装置降量,在切换风机时发现再生器跑剂,停工检查发现有9台翼阀导流锥沿焊缝断裂脱落,部分断裂焊缝印迹较新,如图1(a)~图1(c)所示。为查明翼阀导流锥脱落原因,确保装置长周期安全运行,对断裂的翼阀进行了失效分析。
1 化学成分分析
依据GB/T 11170—2008【3】,采用GNR S5 Solaris plus固定式直读光谱仪检测断裂翼阀母材及焊缝材料,其化学成分符合GB/T 24511—2017【4】中S30409材料化学成分要求,结果见表1。

表1 翼阀母材及焊缝金属化学成分 w,%
2 拉伸及弯曲试验
在断裂导流锥上各取两件试样,依据GB/T 228.1—2010【5】和GB/T 2651—2008【6】分别进行母材和焊接接头室温拉伸试验,结果见表2。由表2可见,其屈服强度值均高于GB 24511—2017标准(标准值≥205)要求,抗拉强度也差不多高于该标准(标准值≥520)要求,而断后伸长率均低于该标准(标准值≥40)要求。依据GB/T 2653—2008【7】进行焊接接头180°侧弯试验,焊缝开裂,说明断裂导流锥母材及焊接接头塑性较差。

表2 翼阀母材及焊缝室温拉伸试验结果
3 冲击试验
在断裂导流锥上各取一组试样,依据GB/T 229—2020【8】分别进行母材和焊接接头的室温夏比冲击试验。由于试件尺寸无法制备厚度为10 mm 的标准试样,故试样尺寸取为7.5 mm×10 mm×55 mm。母材夏比冲击吸收能量KV2分别为24、25和24 J,焊缝KV2分别为12、10和9 J,可见,焊缝冲击韧性远低于母材。NB/T 47014—2011标准【9】要求,奥氏体不锈钢焊缝3个标准试样KV2平均值应≥31 J,厚度7.5 mm小试样的KV2指标按照75%折算,即应≥23.25 J。显然,焊缝KV2值不满足标准要求,说明焊缝冲击韧性劣化严重。
4 金相组织
在断裂导流锥部位取样进行金相检测,结果显示:母材为孪晶奥氏体组织,沿晶有颗粒状碳化物析出,在奥氏体晶内和晶界存在块状析出物且部分呈带状分布,推测为σ相,如图2(a)所示;热影响区(HAZ)组织为孪晶奥氏体,块状σ相较母材有所减少,且分布零散无规律,如图2(b)所示;焊缝组织为奥氏体和δ铁素体,同样存在块状析出物σ相,且σ相的数量明显多于母材,如图2(c)所示。比对发现,σ相的数量和位置与组织中δ铁素体有关。

图2 导流锥显微组织形貌(500×)
5 断口分析
图3为导流锥断口宏观形貌。由图3可见,断口表面粗糙不平,存在类似裂纹的撕裂痕迹,无明显塑性变形。在扫描电镜下观察断口微观形貌,如图4所示。由图4可见,由于导流锥断裂后,焊口直接暴露在高温环境下,表面氧化较严重,但仍可以看到与裂纹扩展方向一致的河流花样和解理台阶,局部位置存在韧窝和二次裂纹。断口特征表明,翼阀导流锥脱落为准解理脆性断裂。

图3 导流锥断口宏观形貌

图4 导流锥断口微观形貌
6 能谱分析
采用牛津能谱仪(EDS)对导流锥母材组织中析出物的成分进行分析,见图5和表3。结果表明:沿晶颗粒状碳化物中Cr元素含量在20%~40%之间,块状析出物σ相中Cr元素含量在40%~50%之间。
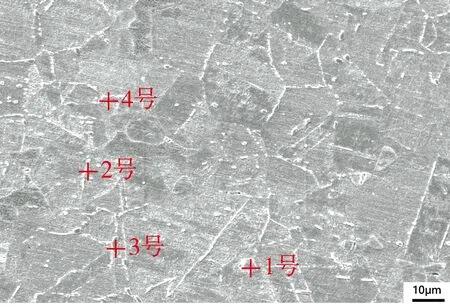
图5 导流锥母材能谱分析示意

表3 母材析出相能谱分析结果 w,%
7 分析与讨论
化学成分分析结果表明:翼阀材质合格,符合相应材料标准。金相分析发现,在翼阀母材和焊缝组织中存在大量块状析出物,依据高Cr不锈钢高温组织演变规律推测析出物为σ相【10】。EDS能谱显示,块状析出物的Cr含量高于40%,符合σ相的成分特征【11】。σ相析出会使Fe-Cr-Ni系不锈钢材料塑性和韧性降低,不到5%的σ相足以使冲击韧性降低50%以上【11-12】。上述常温拉伸和冲击试验结果证明,显微组织中的块状析出物为σ相。
σ相是不锈钢中一种常见的富Cr、Mo、Si等元素的金属间化合物析出相,名义成分是Fe、Cr,实际上由于Ni、Mo等原子参与析出,该化合物相的实际成分应为(Fe Ni)x(Cr Mo)y,属于四方点阵结构,具有硬度高、脆性大的特征,析出温度为538~945 ℃【13】。σ相析出方式为形核和长大,是一个扩散型相变过程,晶界越多,越容易形成σ相。在铁素体和奥氏体双相组织中,σ相会优先在铁素体/奥氏体界面处形核【13】。金相检测发现,焊缝部位σ相的析出数量明显多于母材,说明焊缝性能劣化程度超过母材,这也与冲击试验结果相吻合。因此,翼阀导流锥沿焊缝脱落与焊缝性能劣化有直接关系,σ相析出是焊缝组织劣化的主要表现形式。
σ相的析出温度范围较宽,在700~810 ℃时形成最快,翼阀的工作温度恰好在此温度区间内。查看设备运行曲线(见图6)发现,切换风机时,再生器工艺参数发生了较大变化(见表4),8:00~11:30期间,原料量、主风量、再生压力、旋风分离器压降等参数大幅下降。工艺参数波动导致旋风分离系统发生振动,对翼阀产生冲击。当系统固有频率接近激振力频率时,会产生共振响应【1,14】。由于导流锥焊缝处受应力集中影响较大,累积损伤产生微裂纹,而振动循环又促使裂纹扩展,最终导致翼阀导流锥断裂脱落。

图6 再生器工艺运行曲线

表4 切换风机时再生器工艺运行参数
8 结论
翼阀导流锥沿焊缝脱落属于准解理脆性断裂。由于长期在高温环境中服役,导流锥母材和焊缝组织中析出了大量σ相,致使材料塑性和韧性下降;装置降量切换风机时,旋风分离系统产生振动冲击翼阀,承受较大应力集中的导流锥焊缝处因累积损伤,形成微裂纹,振动循环促使裂纹扩展,造成翼阀导流锥沿焊缝断裂脱落。因此,定期进行金相分析以及确保风机运行工况平稳切换,是防止旋风分离器翼阀断裂的重要措施。
猜你喜欢
——时政文本视域下的翻译能力调查
外语教学理论与实践(2021年4期)2021-12-13
炼油技术与工程(2021年7期)2021-07-22
工业加热(2021年4期)2021-05-12
湖南电力(2021年1期)2021-04-13
天然气与石油(2020年6期)2021-01-04
世界有色金属(2020年19期)2020-12-25
课程教育研究·新教师教学(2016年21期)2017-04-12
小天使·二年级语数英综合(2017年3期)2017-04-01
小天使·一年级语数英综合(2017年2期)2017-02-16
小天使·一年级语数英综合(2017年2期)2017-02-16
