ITM全开式包装机烟包翻转系统的设计
2022-01-08 09:26:14李志勇刘长胜
烟草科技 2021年12期
李志勇,刘长胜
厦门烟草工业有限责任公司,福建省厦门市海沧区新阳路1号 361022
ITM 全开式包装机是由荷兰ITM 集团公司生产的一种中支烟包装设备,具有结构简单、运行稳定等特点。由于该设备只包含小盒及小盒透明纸包装机,没有配备条盒及条盒透明纸包装机,因此在生产中需要对YB65、YB95 等条盒包装机进行改造,以解决小盒包装机与条盒包装机之间无法实现烟包输送和对接的问题。小盒透明纸包装机输出的烟包一般为水平放置,条盒包装机则要求输入烟包为1×10 立式包装,因此需要设计一种烟包翻转系统以完成上下游不同烟包形式的转换。针对此,陆宇桢等[1]基于凸轮机构往复式运动特征设计了一种小盒烟包翻转系统,利用翻包模盒实现小盒烟包翻转,将小盒烟包的包装方式由二五平包改为立式包装。罗文成等[2]针对FOCKE350S硬盒包装机的小盒烟包翻转系统,设计了反向转动的圆锥齿轮机构和翻转垂直塔部件,解决了小盒透明纸拉线搭口位置互换等问题。但上述装置仅适用于单一机型,缺乏通用性,无法适用于ITM包装机。为此,基于ITM 全开式包装机设计了一种烟包翻转系统,以期快速稳定地实现烟包翻转和输送,提高卷烟包装设备运行效率。
1 系统设计
1.1 结构组成
烟包翻转系统主要由水平翻转装置1、垂直翻转装置3、转角推送装置4 等部分组成,见图1。系统中设计了一个L 形通道[3],通道前段是一条连续运行的输送带2,输送带2 上方依次安装了水平翻转装置1 和垂直翻转装置3,通过输送带2 的输送完成烟包5 的两次翻转,然后进入转角推送装置4;利用转角推送装置4 将烟包5 逐一推向通道后段,实现烟包立式包装;L 形通道后段由两条下同步带6 和一条上同步带7 组成,将烟包5 输送至下游机,实现上下游包装设备的对接。
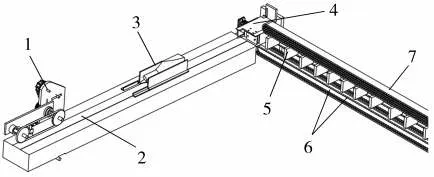
图1 烟包翻转系统结构示意图Fig.1 Structure of cigarette packet turnover system
1.2 烟包水平翻转装置设计
1.2.1 工作原理
水平翻转装置由环形带1、翻转轴承2、支架3、同步带4、输送带5 等部分组成,其作用是将横向水平放置的烟包水平翻转90°转变为纵向水平放置,见图2。烟包在顶部环形带1 和底部输送带5 的同步输送下向前运动,经过翻转轴承2 时发生翻转;环形带1 的动力来自同步带4,环形带1 与输送带5 的运行方向相同并保持同步,以保证烟包顺利输送;翻转轴承2 通过支架3 固定,能够上下左右进行调节,以更好地适应烟包翻转功能。
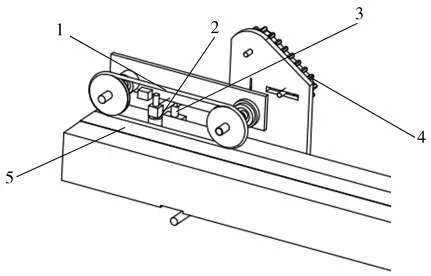
图2 水平翻转装置结构示意图Fig.2 Structure of horizontal packet turning device
1.2.2 同步带传动结构和带轮参数
同步带传动结构见图3。主动轮4 将动力传递给从动轮3,从动轮3 与环形带相连。张紧轮1对同步带张紧,与支撑轮2 共同作用使主动轮4 和从动轮3 运行方向相反,保证环形带与输送带的运行方向一致。

图3 同步带传动结构示意图Fig.3 Structure of synchronous belt driving
设主动轮转速为n1,从动轮转速为n2,已知n1=n2=200 r/min,电机功率P=120 W,可得:①同步带传动的设计功率Pd=120 W。②根据设计功率Pd和主动轮转速n1,查表[3]可确定同步带型号为L,节距Pb为9.525 mm。③查表可知同步带的最小许用齿数Zmin=12 齿,在带速和安装尺寸允许下,齿数尽可能选用较大值,故确定主动轮齿数Z1和从动轮齿数Z2均为16 齿。④设主动轮的节圆直径为d1,从动轮的节圆直径为d2,d1=d2=Pb×Z1/π=9.525×16/3.14=48.54 mm。⑤带速v=πd1n1/60 000=0.51 m/s <vmax,vmax为同步带允许最大转速,取40 m/s[3]。⑥在三维装配图中进行测量,确定同步带长度Ln=960.8 mm,已知节距Pb为9.525 mm,计算可得齿数为100.87 齿,取整为101 齿。⑦设基准带宽为bs0,查表取bs0=25.4 mm;主动轮啮合齿数系数为Kz,查表取Kz=1;基准额定功率为P0,查表取P0=0.12kW。根据文献[4]可得,同步带宽度bs≥查表选择同步带宽度为25.4 mm,主动轮和从动轮宽度为27 mm。
1.3 烟包垂直翻转装置设计
1.3.1 工作原理
烟包垂直翻转装置由三角导向块2、螺旋凸曲面6、螺旋凹曲面8 等部分组成,其作用是实现烟包垂直翻转,见图4。利用入口导向板4 将烟包7的左侧与三角导向块2 重合,三角导向块2 的尖端低于输送带3 的厚度,且斜度小于30°;通过输送带3 的输送,烟包7 左侧实现初步倾斜,为烟包7进入曲面通道做好准备;螺旋凸曲面6 从开始均匀过渡到结束,相当于一条直线由水平开始进行切割,一边切割一边旋转,直到旋转90°,与水平直线垂直,切割出的曲面有利于烟包7 完成直立翻转;螺旋凹曲面8 与螺旋凸曲面6 相互吻合,凹曲面与凸曲面相隔一包烟的距离,便于烟包7 实现直立翻转。
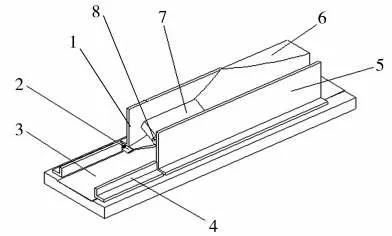
图4 烟包垂直翻转装置结构示意图Fig.4 Structure of vertical packet turning device
1.3.2 ADAMS 仿真
烟包运行速度最高为120 包/min,取安全系数为2,故理论运行速度为240 包/min。利用软件CATIA 建立三维模型装配体,再导入ADAMS 软件中进行动力学仿真[5-8]。从仿真过程中可以看出,烟包能够顺利完成翻转,在此过程中烟包首先与小三角块发生接触产生相互作用力,然后依次与凸曲面和凹曲面接触产生作用力,具体受力情况见图5。
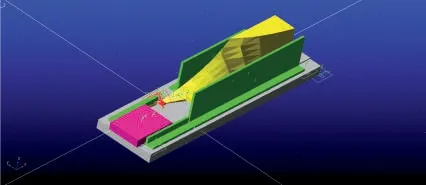
图5 烟包动力学仿真示意图Fig.5 Simulation diagram of dynamics of cigarette packet
由图6a 可见,烟包与小三角块在刚接触时产生的作用力最大,为7.6 N。由图6b 可见,烟包在翻转过程中与凸曲面发生接触产生的最大作用力为2.2 N。由图6c 可见,烟包在翻转过程中与凹曲面发生接触产生的最大作用力为3.5 N。对烟包进行挤压实验,利用压力计检测造成烟包损伤的最大挤压力,结果表明烟包端角处承受的最大挤压力为20 N。因此,系统中三角导向块的斜度和曲面均能满足设计要求,能够顺利完成烟包翻转,保证烟包质量。

图6 烟包在翻转过程中的受力情况Fig.6 Force exerted on cigarette packet during turnover
1.4 烟包转角推送装置设计
1.4.1 工作原理
烟包转角推送装置由上板组件5、下板组件2、左板组件1、右板组件3、推送组件4 等部分组成,其作用是改变烟包输送方向,即由纵向转为横向输送,见图7。左板组件1 中包含检测片和探头,检测片用于检测是否有烟包输入,当输入通道有一定数量烟包时,检测片发生形变,探头检测到检测片后向控制系统发送信号;右板组件3 具有一定的压缩量,可以对烟包施加压力,有利于烟包排列整齐;控制系统接到信号后,输出控制信号发送给电磁阀,驱动推送组件4 中的气缸带动推杆头完成推烟动作。

图7 烟包转角推送装置结构示意图Fig.7 Structure of deflective pushing device for packets
1.4.2 气缸的选择
普通双作用气缸的理论输出力为:

式中:F0为气缸理论输出力,N;D 为气缸直径,mm;p 为气缸工作压力,取值0.5 MPa。
气缸的负载率η是指气缸的实际负载力F 与理论输出力F0的比值。气缸的实际负载力由工况决定,负载率η的选取与气缸的负载性能及气缸的运动速度相关[9]。根据系统结构,本研究中选择气缸行程为30 mm。经过模拟实验,测得烟包推送力(实际负载力)F=20 N,烟包推送速度不超过240 包/min。气缸行程包括推程和回程,气缸速度约为240 mm/s,故选择η=0.5。根据负载率η的定义和公式(1)计算可得,气缸理论输出力F0=F/η=40 N,D2=4F0/πp=101.9 mm,即所选气缸的直径要大于10.1 mm。为便于控制且避免在行程终端产生冲击及噪声,最终选择带磁感开关的缓冲气缸ADNGF,型号ADNGF-20-30-P-A。
1.5 控制系统
控制系统由控制板、探头、电磁阀、气缸等部分组成,见图8。通过检测探头将信号输入控制板,控制板再将控制信号发送给电磁阀[10-11],驱动推送组件动作,由气缸带动推杆头完成推烟动作后复位,如此循环往复,实现烟包转角后,由纵向转为横向输送。如果发生烟包堵塞,堵塞探头1 发出报警信息,并使上游机(小盒透明纸包装机)处于待机状态,直至堵塞故障排除后上游机恢复运行。当烟包达到一定数量时,下游机启动探头8 控制下游机启动,中速探头7 与高速探头6 控制下游机的运行速度,实现上下游包装设备的顺利对接。

图8 L 形通道控制系统示意图Fig.8 Schematic diagram of L-shaped channel control system
由图9 可见,当上游机输入的烟包进入烟包转角推送装置时,触发转角推送启动探头1;当烟包累积到一定数量时,触发转角推送启动探头2;经PLC 控制,电磁阀换向,驱动气缸完成推烟动作;当气缸运行到最前方,气缸到位探头1 检测到气缸时,电磁阀换向,气缸回退,直至回退探头检测到气缸到位探头2,由此完成一个推烟过程。在此过程中如果发生烟包堵塞,气缸未在规定时间内检测到气缸到位探头1 或气缸到位探头2 时,控制系统发出停机信号并报警“推杆堵塞”。

图9 烟包转角推送装置流程图Fig.9 Flow chart of deflective pushing device for packets
2 应用效果
2.1 实验设计
材料:“纯香”牌卷烟(厦门烟草工业有限责任公司)。
设备:ITM 包装机(荷兰ITM 集团公司)。
方法:ITM 包装机烟包翻转系统安装调试完毕后,设置运行速度为100 包/min,统计系统运行时间和故障时间并计算系统运行效率,运行效率=[(运行时间-故障时间)/运行时间]×100%;根据GB5606.3—2005[12]对条盒外观质量进行检测。统计时间为3 个月,取平均值。
2.2 数据分析
由表1 可见,ITM 包装机使用烟包翻转系统后,设备运行稳定,系统运行效率达到97.7%,不合格烟包数量为0,有效解决了烟包翻转和输送问题,实现了上下游包装设备的顺利对接。
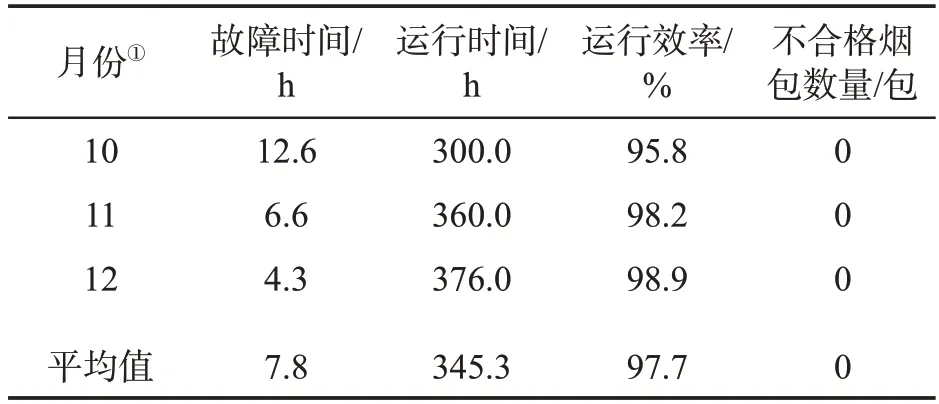
表1 烟包翻转系统测试数据Tab.1 Test data of cigarette packet turnover system
3 结论
根据ITM 全开式包装机的结构特点设计了一种烟包翻转系统,将水平放置的烟包经过两次翻转和转角推送,完成烟包的立式包装,实现了上下游包装设备的顺利对接。以厦门烟草工业有限责任公司生产的“纯香”牌卷烟为对象进行测试,结果表明:ITM 包装机安装烟包翻转系统后,设备运行稳定,系统运行效率达到97.7%,烟包外观质量合格,能够满足生产工艺要求。
猜你喜欢
粮食加工(2022年6期)2022-12-02 09:07:56
长春大学学报(2021年4期)2021-05-17 08:38:56
印刷工业(2020年5期)2020-03-29 06:47:08
设备管理与维修(2019年17期)2019-10-26 03:50:44
设备管理与维修(2019年9期)2019-09-12 07:44:06
制造技术与机床(2017年3期)2017-06-23 08:11:32
儿童漫画(上)(2016年7期)2016-05-13 02:34:04
印刷技术·包装装潢(2014年4期)2014-06-18 23:29:06
中国设备工程(2011年11期)2011-10-21 11:54:58
知识窗(2010年7期)2010-05-14 09:07:49