
利用某铁精矿制备高品质超级铁精矿
2022-01-07 05:59裴晓东骆艳华佘世杰
矿冶 2021年6期
李 涛 裴晓东 骆艳华 佘世杰
(1.中钢天源股份有限公司,安徽 马鞍山 243000;2.中钢集团南京新材料研究院有限公司,南京 210000)
超级铁精矿是一种铁矿深加工产品,其铁品位一般大于71%,二氧化硅含量小于2%[1,2]。近些年来,随着人们对超级铁精矿认识的不断深入,其开发利用逐步得到重视。超级铁精矿不仅仅是一种优良的矿产品,同时还是一种具有较好发展潜力的新型功能材料,其广泛用于粉末冶金、磁性材料、环保化工等各个领域[3,4],对超级铁精矿的研究和利用是选矿发展的一个重要方向。
然而,超级铁精矿的生产却面临诸多挑战。首先,我国铁矿石资源先天禀赋差,能满足生产超级铁精矿的原料稀少,难以找到适合生产超级铁精矿的矿源[5];其次,并非所有超级铁精矿都具有巨大的经济价值,普通超级铁精矿仅仅能满足一些中低端产品的需求,而高品质超级铁精矿生产难度又很大。因此,寻求一种高效合理的高品质超级铁精矿生产工艺十分必要。本研究以某普通铁精矿为原料,对其进行了细致的工艺研究,最终可获得高品质超级铁精矿。
1 矿石性质
实验原料为某铁精矿,对其性质进行分析,化学多元素分析结果见表1,粒度组成结果见表2,XRD分析结果见图1。
由表1可知,试样铁品位为65.04%,其中磁性铁含量为64.92%,铁以磁性铁形式存在为主。结合图1,试样中主要物相为磁铁矿、石英,该矿属于典型的石英型磁铁矿。主要杂质元素SiO2、Al2O3含量分别为6.45%、0.53%,另含有少量的CaO、MgO、Mn3O4和微量的S、P。
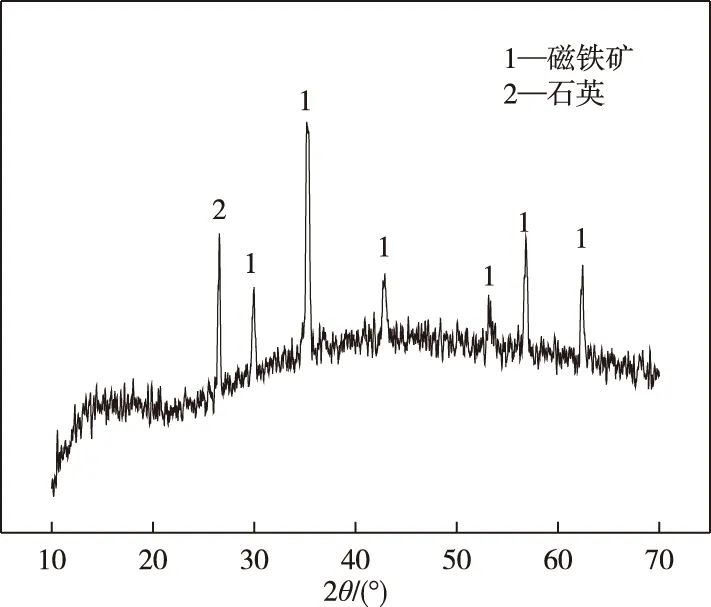
图1 XRD分析结果Fig.1 Analysis results of XRD

表1 化学多元素分析结果 Table 1 Analysis results of chemical multi-element /%
由表2可知,试样粒度较粗,+75 μm粒级占21.84%,-37 μm粒级仅占47.66%。此外,可以发现随着粒级减小,铁品位逐渐升高,说明粗粒级物料单体解离度较低,因此,选矿前必须进行磨矿处理。

表2 粒度组成结果Table 2 Results of particle size composition
2 选矿试验
由原料性质可知,粗粒级中铁品位较低,说明铁矿与脉石矿物连生,需要磨矿对其进行单体解离;该矿中铁主要赋存在磁铁矿中,磨后可进行磁选作业;为得到高品质铁精矿需要进行反浮选以进一步降低杂质。因此,本试验拟选用磨矿—磁选—反浮选的工艺流程,流程见图2。

图2 工艺流程Fig.2 Process flowsheet
2.1 磨矿细度对选别效果的影响
在磁选磁场强度为78 kA/m,十二胺用量为200 g/t下反浮选,考察磨矿细度对超级铁精矿的影响,结果见图3。
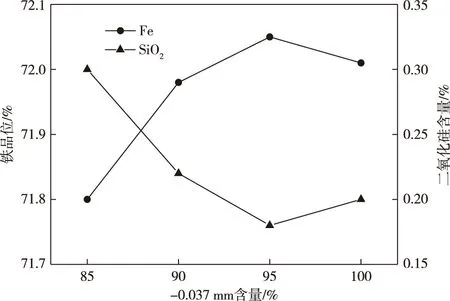
图3 磨矿细度对选别效果的影响Fig.3 Effects of grinding fineness on selection results
由图3可知,随着-0.037 mm含量的增加,精矿铁品位先升高后降低,二氧化硅含量先降低后升高。在磨矿细度为-0.037 mm占95%时,精矿铁品质最佳,可能原因是磨矿粒度减小有利于单体解离度增加,促进分选;继续减小矿石粒度,矿物间的可浮性差异减小,不利于分选。
2.2 磁场强度对选别效果的影响
在磨矿细度为-0.037 mm占95%,十二胺用量为200 g/t下磁选,考察磁选磁场强度对超级铁精矿的影响,结果见图4。
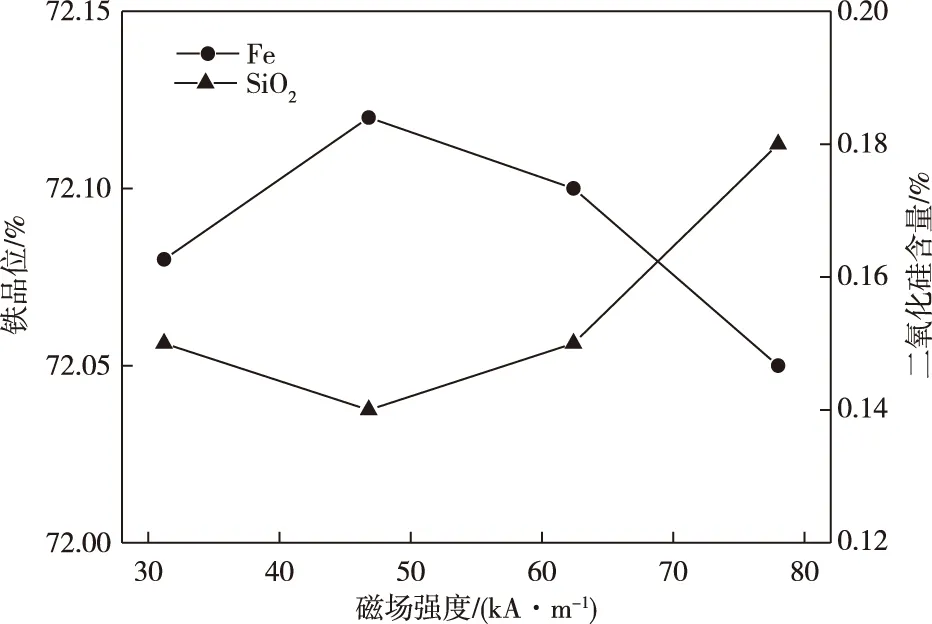
图4 磁场强度对选别效果的影响Fig.4 Effects of magnetic field intensity on selection results
由图4可知,在较弱的磁场强度下,精矿铁品位较高,二氧化硅含量较低,当磁场强度为46.8 kA/m时,精矿品质最佳。但由于磁场强度太小,精矿损失较大,因此综合考虑铁品位、二氧化硅含量,本试验磁场强度以62.4 kA/m为宜。
2.3 浮选条件对超级铁精矿的影响
以上述磁选所得精矿为原料,进行反浮选试验,考察浮选条件对超级铁精矿的影响。
2.3.1 碳酸钠用量对超级铁精矿的影响
在十二胺用量为200 g/t下,考察了碳酸钠用量对超级铁精矿的影响,结果见图5。
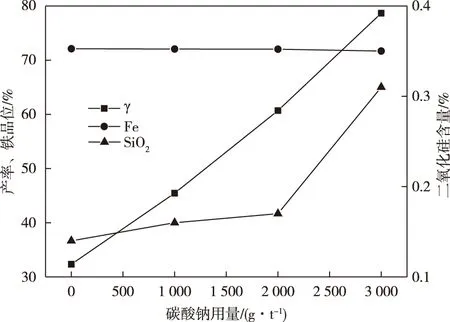
图5 碳酸钠用量对超级铁精矿的影响Fig.5 Effects of sodium carbonate dosage on super iron concentrate
由图5可知,增加碳酸钠用量有利于精矿产率提高,但是铁品位逐渐降低,二氧化硅含量逐渐升高。在碳酸钠用量为2 000 g/t时,精矿铁品位为72.01%,二氧化硅含量为0.17%,精矿品质较佳,且产率有一定保证。因此,确定碳酸钠用量为2 000 g/t。
2.3.2 淀粉用量对超级铁精矿的影响
在碳酸钠用量为2 000 g/t、十二胺用量为200 g/t下,考察了淀粉用量对超级铁精矿的影响,结果见图6。
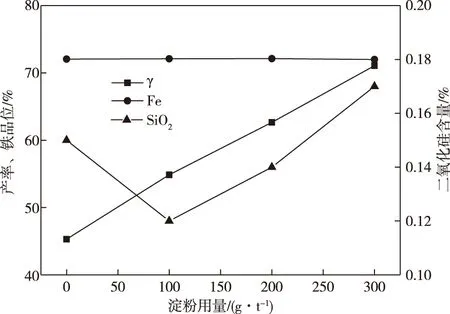
图6 淀粉用量对超级铁精矿的影响Fig.6 Effects of starch dosage on super iron concentrate
由图6可知,适当的增加淀粉用量可以增加精矿产率,但淀粉用量在超过200 g/t时,精矿产率继续增加而铁品位降低,这是因为淀粉对铁矿石和脉石矿物都具有较强的抑制作用,当用量过多时,脉石矿物被抑制,致使精矿硅含量提高,品质下降[6]。因此,综合考虑确定淀粉用量为200 g/t。
2.3.3 十二胺用量对超级铁精矿的影响
在碳酸钠用量为2 000 g/t、淀粉用量为200 g/t下,考察了十二胺用量对超级铁精矿的影响,结果见图7。

图7 十二胺用量对超级铁精矿的影响Fig.7 Effects of dodecylamine dosage on super iron concentrate
由图7可知,随着十二胺用量增加,精矿产率逐渐下降,铁品位先增加后减小,二氧化硅含量先减小后增加,在十二胺用量为180 g/t时,精矿品质最佳。随后继续加大十二胺用量,铁品位出现下降,可能是十二胺对低含量的二氧化硅浮选作用较弱,此时过量的十二胺作用在铁矿石上,致使精矿中硅含量相对增加,其品质下降。考虑精矿产率及品质,确定十二胺用量为120 g/t。
2.4 优化实验
2.4.1 磨矿优化
上述超级铁精矿产率偏低且二氧化硅含量偏高,经过多重条件试验仍未能很好解决,因此猜想磨矿方式是否对其具有较大影响。为此,分别进行了球磨和立磨对比试验,磨矿细度不变,结果见表3。

表3 磨矿优化试验结果 Table 3 Results of grinding optimization tests /%
由表3可知,采用立磨所得精矿产率和铁品位均有提高,二氧化硅含量进一步降低。研究认为,在相同的磨矿细度下,立磨所得产品粒度分布呈橄榄型,过磨颗粒少,在磁、浮选过程中损失较小。当过磨量大时,脉石与磁铁矿可浮性差异变小,二氧化硅含量较高。
2.4.2 淀粉优化
淀粉是一种高分子有机化合物,主要是通过化学吸附、静电吸附、氢键及分子间作用力吸附于矿物表面,致使矿物表面亲水从而被抑制。淀粉的配制对反浮选具有较大影响,本试验考察了淀粉的配制对超级铁精矿的影响,结果见表4。
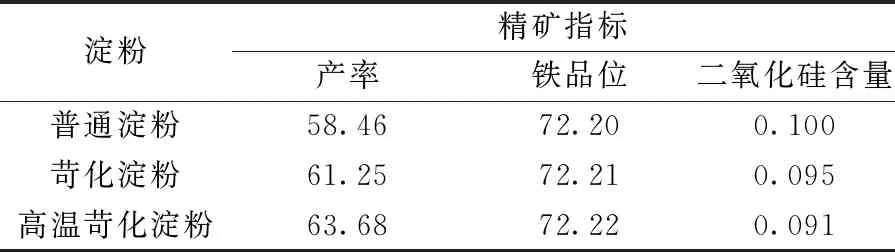
表4 淀粉优化试验结果 Table 4 Results of starch optimization tests /%
由表4可知,三种配制方法所得淀粉溶液对铁矿反浮选具有一定影响。其中,普通淀粉溶液对铁矿石抑制作用较弱,致使精矿产率低;苛化淀粉次之;高温苛化淀粉溶液对铁矿石具有强烈的抑制作用,但不影响精矿品质。因此,将淀粉配制成高温淀粉溶液有利于选别作业。
2.4.3 十二胺优化
十二胺在水中的溶解度很小,特别是在低温下,十二胺几乎不溶解,这对选矿十分不利。通过盐酸酸化,改善十二胺性质,可有效提高其水溶性,其水解反应式为[7]:
RNH2+HCl↔RNH3Cl
(1)
(2)
分别采用十二胺和酸化十二胺进行反浮选试验,结果见表5。
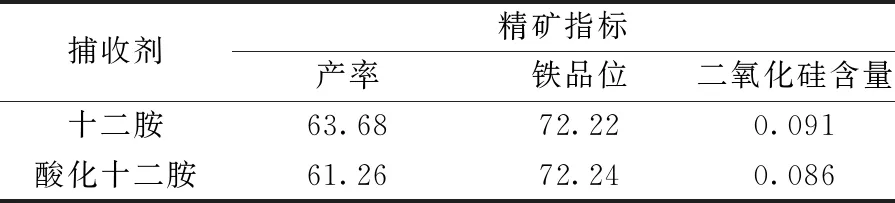
表5 十二胺优化试验结果Table 5 Results of twelve amine optimization test /%
由表5可知,采用酸化十二胺进行反浮选,所得精矿铁品位较高,二氧化硅含量较低,精矿品质较佳。这是由于十二胺经过酸化后,可在水中电离出更多胺阳离子,而胺阳离子通过静电吸附在矿物表面,有利于矿物分离。
2.5 全流程试验
根据上述试验研究,确定了高品质超级铁精矿选矿工艺流程,其全流程实验见图8,结果见表6、表7。
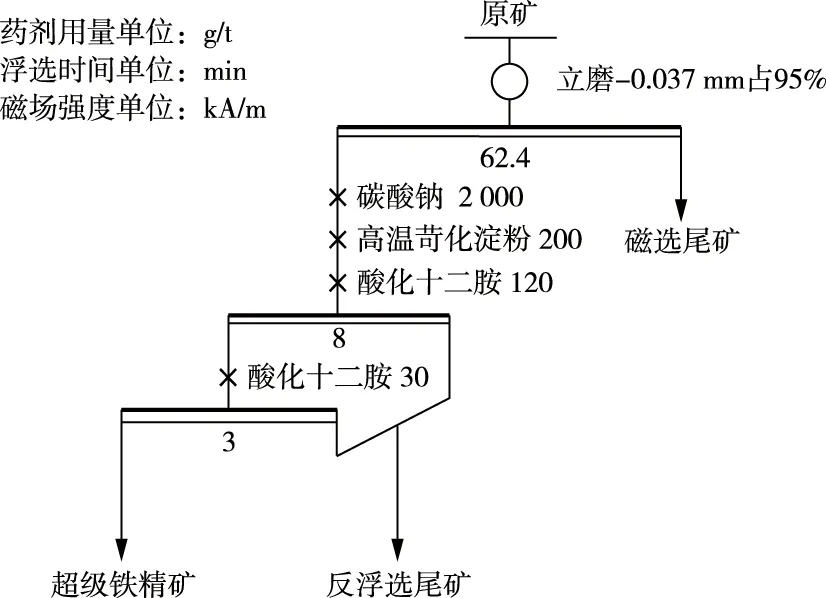
图8 全流程试验Fig.8 Whole flowsheet test

表7 超级铁精矿化学成分分析结果Table 7 Chemical composition analysis of super iron concentrate /%
由表6、表7可知,在选定的条件下进行选矿试验,可获得产率为49.50%,铁品位为72.24%,二氧化硅含量为0.08%,其它杂质微量的高品质超级铁精矿。
3 结论
1)某铁精矿铁品位为65.04%,磁性铁含量为64.92%,铁主要赋存在磁性铁中,粒度分析表明铁主要集中在细粒级中,XRD分析表明主要物相为磁铁矿、二氧化硅,可通过磨矿—磁选—反浮选工艺对铁精矿进一步提纯。
2)对某铁精矿采用立磨机磨矿,在磨矿细度为-0.037 mm占95%,磁场强度为62.4 kA/m下磁选,然后再对磁选精矿在碳酸钠用量为2 000 g/t、高温苛化淀粉为200 g/t、酸化十二胺为120 g/t下进行一粗一精反浮选,可获得铁品位为72.24%,二氧化硅含量为0.08%,其它杂质微量的高品质超级铁精矿,并且所得精矿产率较高,达49.50%,在创造高附加值产品的基础上实现了资源的较大利用。
猜你喜欢
广西大学学报(自然科学版)(2022年2期)2022-07-06
中国科技纵横(2022年7期)2022-05-03
山东理工大学学报(自然科学版)(2022年3期)2022-03-01
能源工程(2021年6期)2022-01-06
煤炭工程(2021年4期)2021-05-08
商品与质量(2020年9期)2020-11-26
矿冶(2020年4期)2020-08-21
世界有色金属(2020年5期)2020-06-09
智富时代(2018年6期)2018-08-06
智富时代(2018年6期)2018-08-06
