
关于普通流体输送管道用钢管标准差异的探讨
2022-01-07 02:55刘传水张晨鹏宗秋丽
焊管 2021年12期
孙 宏, 刘传水, 张晨鹏, 宗秋丽
(渤海装备华油钢管有限公司, 河北青县 062658)
0 前 言
管线钢管的标准较多, 来源不同、 要求不同。 跟踪国外标准的发展、 不断修订完善国内标准, 提高标准的科学性和适用性, 对于保证管道工程的质量及经济性和安全性具有重要作用[1]。焊接钢管常用于可燃流体和非可燃流体 (包括水) 的输送, 通常采用碳素结构钢或低合金结构钢制造[2]。 低压流体输送用焊接钢管(也称一般焊管) 是用于输送水、 煤气、 空气、 油和取暖蒸汽等较低压力流体和其他一般用途的焊接钢管[3], 通常采用的标准包括GB/T 9711 (PSL1)、 GB/T 3091、SY/T 5037 及SY/T 5038, 以及国际上应用较多的ASME/ASTM 系列中的钢管产品标准, 如ASME SA-53/SA-53M 等。 国内四个标准的最新版本分别为GB/T 9711—2017 《石油天然气工业管线输送系统用钢管》 (ISO 3183: 2012, MOD)、 GB/T 3091—2015 《低压流体输送用焊接钢管》 (ISO 559: 1991, NEQ)、 SY/T 5037—2018 《普通流体输送管道用埋弧焊钢管》 及SY/T 5038—2018《普通流体输送管道用直缝高频焊钢管》, 前两者为国家标准, 后两者为国家能源局发布的石油天然气行业标准[4-7]。 另外, 还有适用于机械、 建筑等结构用途, 一般流体输送用途且外径不大于711 mm 的直缝电焊钢管标准GB/T 13793—2016《直缝电焊钢管》[8-9]。 其中, GB/T 9711—2017 主要采用的是ANSI 和API 相关内容, 浓缩了美国多年来在管材方面的经验[10]。 本研究针对常用的GB/T 9711—2017 (PSL1)、 GB/T 3091—2015、SY/T 5037—2018 及SY/T 5038—2018 四个标准,对产品的适用范围、 材料要求、 检验与试验等方面的差异进行了对比和探讨。
1 标准适用范围
GB/T 9711 (PSL1) 适用于石油天然气工业管线输送系统用无缝管和焊管, 不适用于铸铁管。 在ISO 3183 (API 5L) 第二版起草中, 技术委员会认为管线钢管还存在两个基本的技术要求, 即PSL1 和PSL2[11], 普通流体输送一般采用PSL1。
GB/T 3091—2015 适用于水、 空气、 采暖蒸汽和燃气等低压流体输送管道用直缝焊钢管、 直缝埋弧焊钢管和螺旋埋弧焊钢管, 该标准的起草参考了ISO 559: 1991。
SY/T 5037—2018 及SY/T 5038—2018 均适用于水、 空气、 采暖蒸汽等普通流体及具有类似要求的其他流体输送管道, SY/T 5037—2018 增加了输水工程用承插式接口管道用途, 前者为埋弧焊钢管, 而后者为直缝高频焊钢管。
2 标准的技术要求
2.1 材料
GB/T 9711—2017 ( PSL1) 采用了ISO 3183(API 5L) 标准中的钢级系列 (L175/A25~L485/X70)。 除了标准钢级外, 根据双方协议, 也可采用中间钢级, 但仅限于L290 或X42 以上钢级。
GB/T 9711—2017 中给出牌号对应的板材标准包括GB/T 14164 及GB/T 21237 等。 对于采用Q235B 等牌号, 同时执行GB/T 9711—2017 钢管标准的情况, 通常采用GB/T 700 《碳素结构钢》标准。
SY/T 5037—2018 规定用于给排水工程承插式接口钢管的钢级不应低于Q235, SY/T 5038—2018 要求最小规定屈服强度不小于195 MPa。需要注意的是, GB/T 3091—2015 规定了Q345A、Q345B 牌号, 但是修订后的GB/T 1591—2018《低合金高强度结构钢》 已经以Q355 钢级替代Q345 钢级及相关要求, 并且取消了质量等级A。
2.2 制造方法
制造方法方面, GB/T 9711—2017 (PSL1)涵盖了无缝管和焊管, 焊管的制造方法范围最广, 包括低频或高频直缝电 (阻) 焊、 直缝埋弧焊或螺旋缝埋弧焊、 组合焊 (熔化极气体保护焊和埋弧焊组合工艺); GB/T 3091—2015 包括直缝高频电焊、 直缝埋弧焊或螺旋缝埋弧焊;SY/T 5037—2018 包括双面直缝埋弧焊或螺旋缝埋弧焊; SY/T 5038—2018 为直缝高频焊。 为保证产品质量, GB/T 9711—2017 加强了质量体系方面的要求, 见GB/T 9711—2017 的2.3 和8.3.1[12]。 可以看出, GB/T 9711—2017 更加注重过程控制, 并详细规定了钢厂的体系及制造钢管用原料。
2.3 交货状态
GB/T 9711—2017 对于钢管的交货状态按照加工工艺状态或热处理状态制定, 包括轧制、 正火轧制、 热机械轧制、 热机械成型、 正火成型、正火、 正火+回火或淬火+回火等, 并且交货状态与钢级相对应。
GB/T 3091—2015 规定按照焊接状态或热处理(焊缝或整体热处理) 状态交货, 以及镀锌或其他涂层交货。
SY/T 5037—2018 及SY/T 5038—2018 规定应以光管(不涂层) 方式交货, 经协商采用外表面带临时性涂层交货; SY/T 5037—2018 还规定了经协商采用其他防腐涂层方式交货。
2.4 主要几何尺寸、 外形和质量
2.4.1 直径和壁厚
GB/T 9711—2017 规定钢管应按照订货合同规定的尺寸交货, 外径和规定壁厚应符合极限范围要求。 对尺寸测量方法及测量器具 (环规、机械卡尺等) 进行了详细的描述。 GB/T 3091—2015 规定D<219.1 mm 的钢管按公称直径和公称壁厚(t) 交货; 而D>219.1 mm 的钢管按公称外径和公称壁厚交货, 且未规定管径和壁厚的测量方法。 SY/T 5037—2018 及SY/T 5037—2018 详细规定了尺寸测量方法和适用器具。 笔者建议GB/T 3091—2015 对于直径和壁厚等钢管几何尺寸的测量方法和测量器具应予以详细规定, 以避免争议。
对于焊管的外径允许偏差, 四个标准存在较大差异。 对于焊管的壁厚允许偏差, GB/T 9711—2017、 SY/T 5037—2018 与SY/T 5038—2018 要求一致, 均按照不同壁厚分为三档, 其中SY/T 5037—2018 与SY/T 5038—2018 关于壁厚允许偏差要求相同, GB/T 3091—2015 对于所有壁厚均规定偏差为±0.1t。
2.4.2 长度和质量
GB/T 3091—2015 规定, 直缝高频电焊钢管定尺长度允许偏差为0~15 mm, 埋弧焊钢管定尺长度允许偏差为0~50 mm。 SY/T 5037—2018 和SY/T 5038—2018 规定的定尺长度允许偏差分别为±500 mm 和±300 mm。
钢管可以按理论质量交货, 也可按实际质量交货。 对于GB/T 9711—2017, 除特薄规格钢管、 L175 及L175P 钢级钢管以外, 单根钢管的实际质量与理论质量的允许偏差要求最小为-3.5%~+10%, 范围最小为13.5%, 下偏差最小为-3.5%; SY/T 5037—2018 与SY/T 5038—2018单根钢管实际质量与理论质量的允许偏差为-5%~+10%, 范围为15%, 下偏差为5%; GB/T 3091—2015 单根钢管实际质量与理论质量的允许偏差与钢管批相同, 均为±7.5%, 范围为15%, 下偏差最大为-7.5%。 另外, GB/T 9711—2017、 SY/T 5037—2018 与SY/T 5038—2018 三个标准单独规定了质量不小于/大于18 t的钢管批实际质量与理论质量的允许偏差, 分别为-1.75% (L175 及L175P 钢级钢管为-3.5%)与-3.5%。
3 标准关于理化性能的要求与试验
GB/T 9711—2017、 GB/T 3091—2015、 SY/T 5037—2018 及SY/T 5038—2018 四个标准对化学成分与力学性能要求的主要差异汇总见表1。需要注意以下几点:

表1 四个常用焊接钢管标准对化学成分与力学性能要求的主要差异
(1) 对于GB/T 9711—2017 PSL1 采用非GB/T 9711—2017 规定钢级的情况, 需要加以注意。 以Q235B 为例, 实际使用时建议化学成分和拉伸性能采用相应的GB/T 700—2006 的规定, 抗拉强度不规定上限, 焊缝的导向弯曲试验用弯芯直径采用GB/T 9711—2017 中10.2.4.6公式(5)计算, 其中应变值按照中间钢级, 采用插入法获得。
(2) GB/T 3091—2015 与SY/T 5037—2018关于导向弯曲试验的弯芯直径对于所有钢级均规定为钢管壁厚的8 倍 (源于ISO 559: 1991),即弯芯直径与钢的强度和管径无关, 而其强度跨度较大, 建议修订时考虑强度方面的影响。这两个标准关于导向弯曲试验的验收极限参考了ISO 3183[13]。
(3) SY/T 5037—2018 中8.5.2 规定 “如果一个或两个试样不符合规定要求, 制造商可选择在同一试验批加取的两根钢管上截取试样进行复验”, 表明每批进行两个正面弯曲试验, 与规定的“每批一次” 似乎不一致。
(4) GB/T 9711—2017 采用了ISO、 ASTM等国际标准, 而GB/T 3091—2015 及SY/T 5037—2018 则采用的是国家标准, 应注意由此带来的试验方法、 试样等的差异。 对于拉伸试验, 由于制管过程的变形可能会造成部分材料的屈服不明显, 建议允许用Rt0.5或Rp0.2代替ReL和ReH。
(5) 对于压扁试验, 有文献[14]建议, 可采用压扁试验代替弯曲试验以测定镀锌层在钢管基体上的附着强度, 达到节省钢管的目的, 同时亦可对公称直径>50 mm 镀锌钢管的镀锌层进行检验。
4 标准关于无损检测的要求
GB/T 9711—2017 附录E 规定了非酸性或非海上服役条件钢管的无损检验方法。 GB/T 9711—2017 附录K 规定了酸性或海上服役条件钢管的无损检验方法, 但是PSL1 钢管不适合酸性服役条件。 关于检测方法, GB/T 9711—2017规定, 在进行无损检测时, 可以按照产品标准规定的一种标准或与其等效的标准进行[15]。 GB/T 3091—2015 规定无损检验方法为液压试验的替代方法,并且仲裁时以液压试验为准。 SY/T 5037—2018则规定无损检测为必须进行的检测项目, 包括超声检测或X 射线检测方法。 上述四个标准的检测要求见表2。
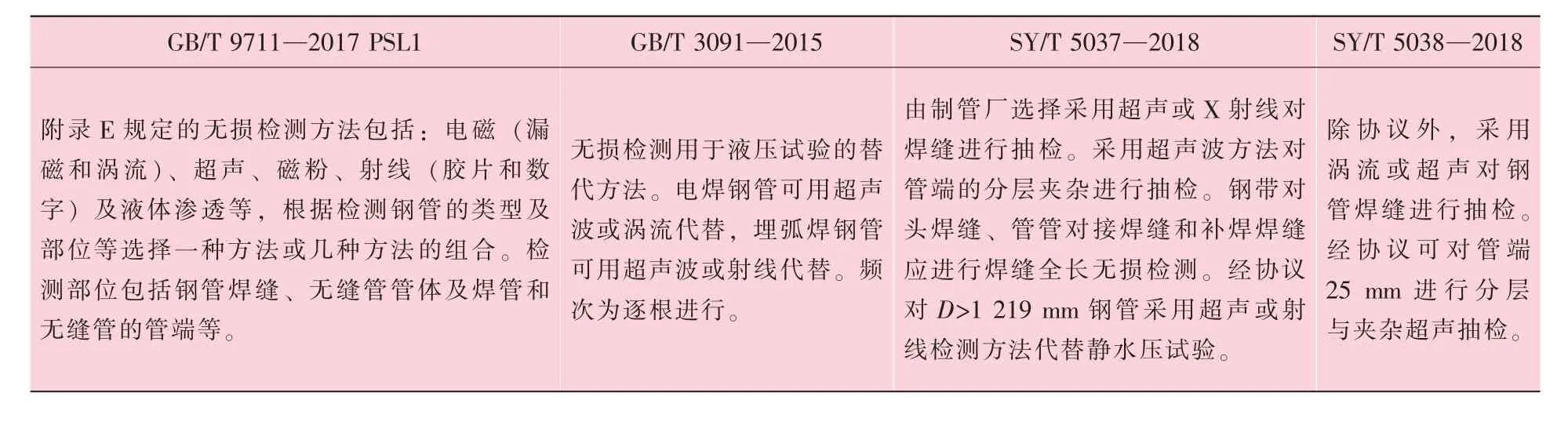
表2 四个常用焊接钢管标准对于无损检测要求
5 结 论
(1) 常用的普通流体输送管道用钢管标准GB/T 9711—2017 (PSL1)、 GB/T 3091—2015、SY/T 5037—2018 及SY/T 5038—2018 在适用范围、 制造工艺、 技术要求、 检验与试验等方面存在较大差异。 GB/T 9711—2017 (PSL1) 适用范围最广且规定也最为详细, GB/T 3091—2015 涵盖了最常用的几类焊管, 特点是镀锌层的相关规定; SY/T 5037—2018 与SY/T 5038—2018 涉及产品相对单一, 但是较为详细。
(2) 从制造工艺看, GB/T 9711—2017(PSL1) 的范围最广, 包括无缝管和焊管, 规定更加全面详细; 而GB/T 3091—2015 适用于焊管, SY/T 5037—2018 仅适用于埋弧焊管, SY/T 5038—2018 仅适用于直缝高频焊钢管。
(3) 对于普通流体输送管道用钢管, 建议Q235、 Q355 等钢级采用GB/T 3091—2015、 SY/T 5037—2018 或SY/T 5038—2018 钢管标准。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
能源工程(2022年2期)2022-05-23
汽车实用技术(2022年7期)2022-04-20
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
太空探索(2021年1期)2021-01-19
大众科学(2020年7期)2020-10-26
散文诗世界(2019年6期)2019-09-10
商情(2017年23期)2017-07-27
中学生数理化·中考版(2016年10期)2016-12-22
