
四丝内焊+五丝外焊埋弧焊接头软化及其对焊管承载能力的影响*
2022-01-07 02:55:00刘斌,刘云,牛辉,韦奉,李霄
焊管 2021年12期
0 前 言
高钢级管线钢为热机械轧制钢, 由于采用了控制轧制、 加速冷却等工艺, 使其具有高密度位错和亚结构、 细晶强化、 析出相强化及位错强化机制的良好强韧性
。 然而热机械轧制钢对后续加工过程的热量特别敏感, 特别是焊接过程的热输入。 由于焊接热量的输入, 热影响区中某些区域的峰值温度一定会超过奥氏体化温度, 发生低温组织向奥氏体的相变, 在随后的冷却过程中奥氏体又重新转变为低温组织, 在这个过程中没有控制轧制、 加速冷却的作用, 获得的组织一般为贝氏体、 准多边形铁素体、 多边形铁素体及M-A 等。 同时由于回复再结晶等因素的作用, 使得热影响区的晶粒变得粗大, 晶内的位错密度降低, 从而导致热影响区软化
。 X70、 X80、 X90钢级管线钢均出现了明显的软化现象
, 而且近些年, 国内外也出现了多起因软化区强度变低而导致局部应变集中并引起管线断裂的案例
。 X80 钢级管材是我国大输量、 高压力输气管道的首选钢级
, 因此对X80 管线钢的软化问题进行深入研究, 对确保管道的安全有重要意义。 本研究对X80 钢级焊管多丝焊接头热影响区软化现象进行了分析, 以期为工程设计提供理论依据。
1 试验材料及方法
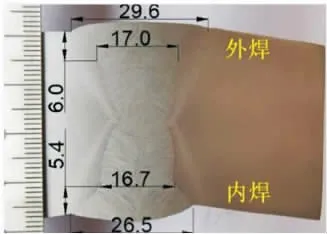
本研究采用X80 钢级Φ1 422 mm×38.5 mm规格焊管, 管段长度为500 mm, 焊接工艺为内焊四丝+外焊五丝的埋弧焊, 坡口为带有钝边的X 型坡口, 实际的焊接接头尺寸如图1所示。
焊接接头经过砂纸打磨、 抛光、 腐蚀后, 根据GB/T 2654—2008 《焊接接头硬度试验方法》和GB/T 4340—2009 《金属材料维氏硬度试验》使用HVST-1000ZA 显微硬度计对焊接接头进行硬度测量, 测量点间隔1 mm, 载荷为200 g , 保载时间为15 s。
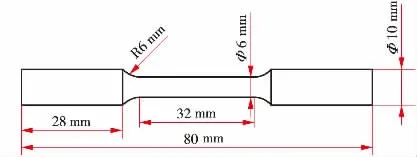
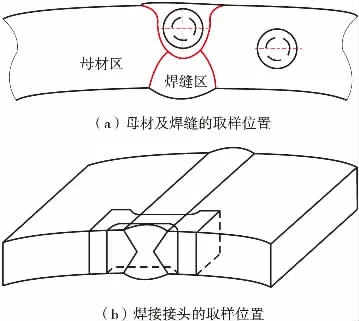
根据GB/T 228—2010 《金属材料拉伸试验》制备拉伸试样, 试样加工尺寸及取样位置如图2及图3 所示。 在MTS model64 型万能材料试验机进行室温拉伸试验, 加载速率为0.5 mm/min。 从X80 管线钢焊接接头部位取样, 展平后制成拉伸试样, 采用ARAMIS 设备利用数字散斑相关技术(digital image correlation, DIC) 对拉伸过程厚度方向的变形行为进行监测, 试验前在待监测表面喷上黑白斑点, 图像采集速度设置为0.5 s/张。
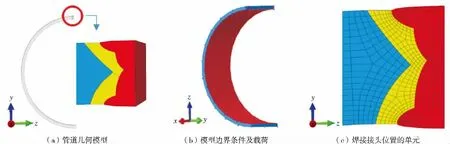
采用ABAQUS 有限元软件对多丝埋弧焊接头进行数值模拟分析, 结果如图4 所示。 由于直缝管段具有对称性, 因此建立1/2 管段模型, 如图4 (a) 所示, 图中红色为焊缝区、 黄色为热影响区、 蓝色为母材区。 按照实际焊接接头尺寸设置外焊缝宽度为14.8 mm, 内焊缝宽度为13.3 mm,热影响区宽度为6.8 mm, 内外焊道为1.5 mm。通过拉伸试验确定母材及焊缝的强度及伸长率,热影响区的性能根据硬度分布规律, 以母材强度为基础进行折算, 密度、 弹性模量、 泊松比采用一般钢材的参数, 见表1。

在经济上,要想实现可持续发展,要尊重自然、爱护自然,确保经济活动的合理性。通过加强环保工程运行的管理和控制,必须要积极推进工程项目,严格监管整个环保工程的实施过程,确保良好的工程成效。
2 结果分析与讨论
2.1 母材及焊接接头力学性能分析
通过显微硬度分析了五丝+四丝埋弧焊接头内表面的硬度变化, 硬度分布规律如图5 所示。
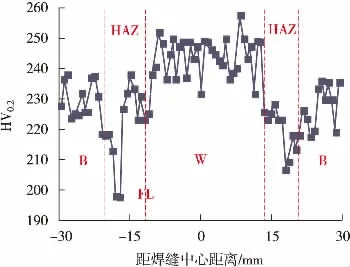
从图5 可以看出, 整个焊接接头的硬度分布不均匀, 硬度变化呈现 “W” 形。 其中焊缝区(W) 硬度高且分布均匀, 平均硬度值为245HV
; 母材 (B) 硬度在230HV
左右; 热影响区(HAZ) 硬度变化范围为197HV
~240HV
, 而距离熔合线 (FL) 约6.8 mm 左右的区域, 硬度较于母材下降了14%, 出现了较为明显的软化现象。 材料及模型的力学性能见表2 及表3。
当天,云南世博旅游集团与老挝方面签订《合作备忘录》,云南世博旅游集团与南京旅游集团签订《战略合作框架协议》,云南文投集团与云南泡鲁达文化旅游投资管理有限公司签订《合作意向协议》。


2.2 软化对焊接接头单向拉伸过程中应变分布规律的影响
通过梳理现有的主要研究文献可以发现,多数文献的研究都限于探讨金融发展对经济增长的影响,或是针对金融发展、人力资本及经济增长三者之间的线性关系研究,而将人力资本作为金融发展影响经济增长的门槛因素的文献确实凤毛麟角。因此,本文利用Hasen(1999)提出的非线性回归技术——门槛回归模型,以西部12个省(区市)为研究对象,采用2003—2016年的省级面板数据,将人力资本作为门槛变量,建立面板门槛回归模型,研究西部地区人力资本在金融发展影响经济增长中的中介作用。
2.3 软化对焊管内压承载能力的影响
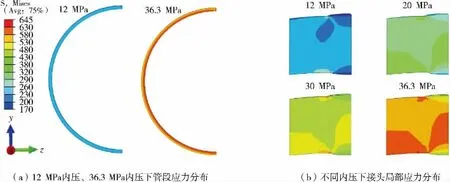
焊管承载能力分析结果如图11 所示, 其中图11 (a) 为12 MPa、 36.3 MPa 内压下管段的应力分布, 可以看出实际工况12 MPa 内压下管段母材应力水平约194 MPa, 接头局部有应力不均匀的现象; 内压增加到36.3 MPa 时, 内焊、 外焊焊趾部位等效应力分别为640 MPa 和609 MPa,已经达到软化区材料屈服强度。 分别在12 MPa、20 MPa、 30 MPa、 36.3 MPa 内压时对管道接头局部的应力分布进行分析, 结果如图11 (b)所示, 可以看出, 12 MPa 内压下焊趾部位有少量的应力集中; 20 MPa 时管道接头整体应力水平提高; 管内压力继续增大到30 MPa 时, 焊趾部位出现明显应力集中, 其中内焊焊趾部位的应力集中程度远高于外焊焊趾部位。 所以,虽然采用本研究焊接工艺焊接的接头存在明显软化, 但其承载能力仍然远高于12 MPa 的工作压力, 不影响管段的承载能力。
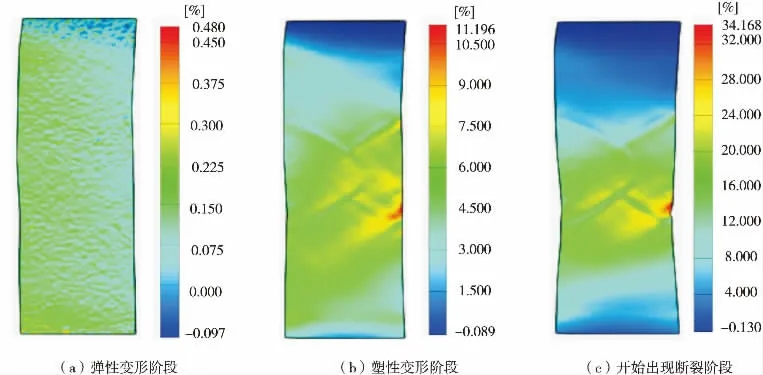
利用DIC 技术对焊接接头拉伸过程进行应变测试, 应变分布如图6 所示。 弹性变形阶段的应变分布如图6 (a) 所示, 此时试样的应变基本均匀, 且在整个弹性阶段中应变分布规律变化不大, 并没有出现明显的应变集中。 试样屈服后某一时刻的应变分布如图6 (b) 所示, 此时拉伸应变集中于软化区, 焊接热影响区的应变最高值为11.2%, 而母材及焊缝中的应变明显低于该水平。 随着应变水平的进一步提高, 应变集中程度也进一步加剧, 导致颈缩出现在接头下部, 并且在软化区发生开裂, 如图6 (c) 所示, 进而发展到整个试样的断裂。 最终测得接头抗拉强度为675 MPa, 由于软化区的存在使得接头的强度相较于母材的抗拉强度降低了7.5%。
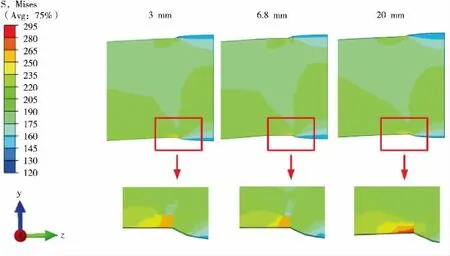
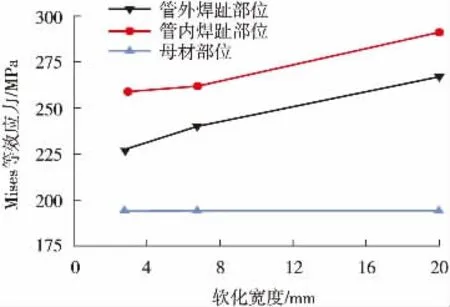
图8 所示为不同软化区宽度对焊管内外焊趾部位的等效应力水平的影响, 可以看出, 随着软化宽度的增加, 管内外焊趾部位等效应力均呈现增加趋势, 且管内焊趾部位应力增加的幅度更大。 随着软化宽度的增大, 管道承载能力下降,当软化宽度为20 mm 时, 管内外焊趾部位应力仍在材料的屈服强度以内。
全部患者28 d内出现的严重并发症依次为细菌感染(293 例,48.3%),急性肾损伤(AKI,237 例,39.1%),肝性脑病(HE,199 例,32.8%)和上消化道出血(48例,7.9%)。常见感染部位为腹腔(232例,38.3%)、肺部(43例,7.1%)、血液(33 例,5.4%)和其他(包括泌尿系、胸腔和胆囊等,49例,8.1%)。
为分析软化程度对焊缝软化区承载能力的影响, 软化程度分别设置为5%、 14% (实际软化程度)、 15%、 20%、 25%、 30%、 35%、 40%、 45%及50%。 热影响区材料属性根据母材的硬度、强度及均匀伸长率进行折算, 如软化程度为5%时, 取母材强度的95%作为热影响区的强度, 取母材伸长率的105%作为软化区的伸长率, 以此类推建立其他软化程度的强度及塑性指标。
根据模型的对称性, 分别在xoz 平面、 yoz平面设置对称边界条件, 同时在管段最下部外表面上的节点设置z 向固定约束, 并在管段内表面施加不同程度内压, 如图4 (b) 所示。 采用C3D8R 网格类型对模型进行网格划分, 单元尺寸为1~2 mm, 由于焊趾部位应力集中程度严重, 对焊趾部位网格尺寸进行细化, 尺寸设置为0.8 mm, 如图4 (c) 所示。
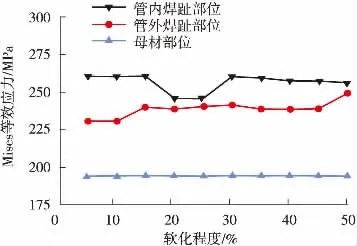
图10 为不同软化程度下管段焊接接头内外焊趾部位应力分布关系, 总体上随着软化程度的增加, 管内焊趾部位等效应力有轻微的减小, 管外焊趾部位等效应力呈现小幅增加的趋势, 管内外焊趾均未达到材料的屈服强度。
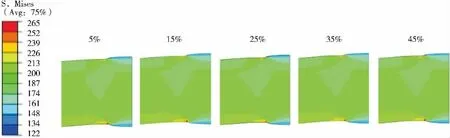
图9 所示为软化程度为5%、 15%、 25%、35%及45%下接头局部应力分布状态, 总体来看, 焊接接头应力分布规律相差不大, 均为管内外焊趾部位有少量的应力集中。 对比可以发现,管外焊趾部位应力集中有增加的趋势, 而管内焊趾部位应力集中程度变化不明显。
为探究软化对直焊缝接头承载能力的影响, 设置软化区宽度分别为3 mm、 6.8 mm(实际焊接接头软化区宽度)、 20 mm, 以工作应力达到材料的屈服强度为判据。 图7 所示为软化区宽度分别为3 mm、 6.8 mm、 20 mm 时管段接头的等效应力分布状态, 管段接头整体应力水平均在194 MPa 左右, 3 种软化宽度下应力分布差别主要在焊接接头内外焊趾部位。3 种软化宽度下接头应力分布规律较为一致,均为管内外焊趾部位有少量应力集中。 通过对比可以发现, 软化区宽度的增加使得管内焊趾部位应力集中进一步加大。
3 结 论
(1) 焊接接头硬度分析结果显示, 在距离焊缝熔合线6.8 mm 左右的区域, 硬度较母材下降了14%, 该区域出现了较为明显的软化现象。焊接接头拉伸过程DIC 检测结果显示, 焊接热影响区的软化区出现明显的应变集中, 且最早出现开裂。
(2) 随着焊接接头软化宽度的增加, 管内外焊趾部位等效应力均增加, 且管内焊趾部位应力增加的幅度更大。 但是, 当软化宽度达到20 mm时, 在12 MPa 内压作用下软化区的应力水平仍未达到其屈服强度。
(3) 随着接头软化程度的增加, 在12 MPa内压作用下, 焊管内焊趾部位等效应力基本保持不变, 焊管外焊趾部位应力呈现增加趋势, 但均未达到材料的屈服强度。
广义的长白山是指长白山脉的主峰与主脉,包括中国辽宁、吉林、黑龙江三省东部山地以及俄罗斯远东和朝鲜半岛诸多余脉的总称;狭义的长白山则是指位于白山市东南部地区,东经127°40'—128° 16', 北 纬 41° 35'—42°25'之间的地带。
(4) 采用本研究焊接工艺焊接的接头虽然存在明显软化, 但预测承载能力为36.3 MPa,远高于12 MPa 的工作压力, 不影响焊管的承载能力。
[1] 卢敏,周晓光,刘振宇,等. 冷却工艺对X80 级抗大变形管线钢组织性能的影响[J]. 材料热处理学报,2011,32(7):83-89.
[2] 陈延清,杜则裕,许良红.X80 管线钢焊接热影响区组织和性能分析[J]. 焊接学报,2010,31(5):101-104,118.
[3] 陈小伟,王旭,王立柱,等.X80 管线钢焊接热影响区软化问题研究[J].焊管,2017,40(6):1-8.
[4] 牛靖,张恩涛,吕玉海,等.X70 大变形管环焊接头及断裂机制研究[J]. 精密成形工程,2020,12(1):86-91.
[5] 周勇,冯雪楠,毕宗岳,等.低碳微合金管材TIG 焊热影响区软化成因分析[J].材料导报,2019,33(S1):428-431.
[6] 牛靖,陈宏远,刘甲,等.X70 大变形钢焊接接头热影响区软化及其影响研究[J].热加工工艺,2016(21):176-179.
[7] 冯耀荣,吉玲康,李为卫,等.中国X80 管线钢和钢管研发应用进展及展望[J].油气储运,2020,39(6):612-622.
[8] 谷雨,周小宇,徐凯,等.高强X90 管线钢焊接热影响区脆化及软化行为[J].金属热处理,2018,43(6):74-78.
[9] 李鹤林,吉玲康,田伟.高钢级钢管和高压输送:我国油气输送管道的重大技术进步[J].中国工程科学,2010,12(5):84-90.
[10] 王晓香. 关于管线钢管技术的若干热点问题[J].焊管,2019,42(1):1-9,16.
猜你喜欢
焊接学报(2023年11期)2023-12-09 06:58:26
中成药(2018年10期)2018-10-26 03:41:30
中国科技纵横(2016年6期)2016-05-14 13:11:02
罕少疾病杂志(2016年5期)2016-03-11 16:34:47
焊接(2016年1期)2016-02-27 12:58:25
医学研究杂志(2015年11期)2015-06-10 06:44:03
中国当代医药(2015年26期)2015-03-01 02:06:52
长江大学学报(自科版)(2014年4期)2014-03-20 13:20:38
中国医学科学院学报(2014年6期)2014-03-11 20:26:13
大连交通大学学报(2012年2期)2012-07-02 03:26:28
