电解液密度对普通富液式起动铅酸蓄电池性能的影响
2021-12-30 11:18袁芳史俊雷刘长来夏诗忠高国兴庞雨雨
蓄电池 2021年6期
袁芳,史俊雷,刘长来,夏诗忠,高国兴,庞雨雨
(骆驼集团蓄电池研究院有限公司,湖北 襄阳 441000)
0 引言
铅酸蓄电池具有安全可靠、高低温适应性强、性价比高等特点,被广泛应用于汽车起动、起停等领域[1-2]。随着社会的发展,用电器件逐渐增多,导致电池大电流放电下电压下降较快。为了提高电池的放电电压,各电池生产厂家均通过提高电压的方式来满足客户要求[3-5]。硫酸电解液在铅酸蓄电池具有活物质、离子导电体、Pb2+溶剂的功能,对铅酸蓄电池的性能有着重要影响。本文中,笔者通过测试不同密度的电解液对极板电化学性能的影响,以及对比分析其对电池性能的影响,提出富液式起动铅酸电池用电解液密度的合理使用区间,以供各蓄电池企业参考。
1 实验
1.1 仪器与设备
所用仪器和设备有 Digatron BTS-600 电池测试系统(迪卡龙青岛电子科技有限公司)、WD4005S 高低温实验箱(上海建恒仪器有限公司)、恒温恒湿固化箱(上海建恒仪器有限公司)、精密可调恒温水浴槽(杭州九环环境试验设备有限公司)、CHI 660D 电化学工作站(上海辰华仪器有限公司)。
1.2 实验电池的制备
采用常规的正、负极板,按照“6 正 6 负”方式组装成 12 V 60 Ah 富液起动电池,通过二次加酸内化成工艺化成,最后调整电池电解液密度分别为1.27、1.28、1.29、1.30 g/mL。
1.3 电化学测试
制作电化学 Pb 样件,并分别进行正、负极电化学极化使其分别形成正极 PbO2电极和负极 Pb 电极,然后在不同的电解液密度下进行电化学测试。从图1可以看出,在 60 ℃ 环境中,随着硫酸电解液密度的增加,相同电位下正极析氧电流和负极析氢电流逐渐增加[6-8],表明硫酸电解液密度的增加会加剧电池的析氢析氧现象,对电池失水有一定影响。
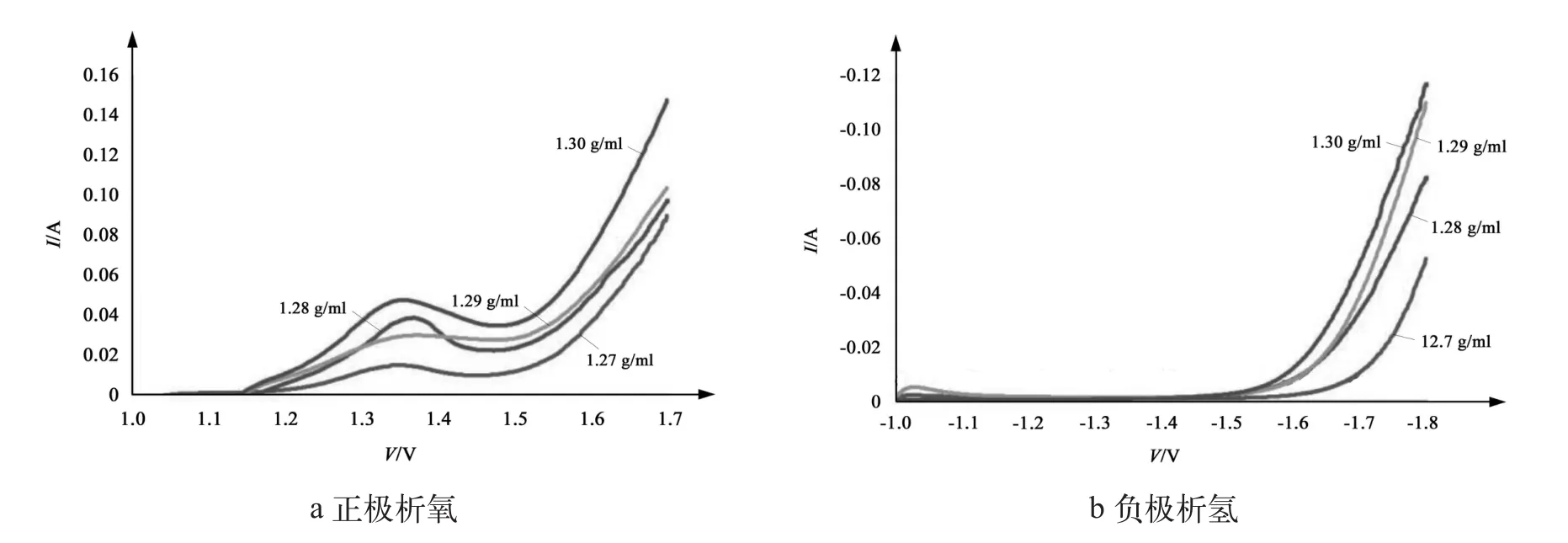
图1 极板电化学析氢析氧曲线
1.4 电池性能测试
1.4.1 测试方法
化成完毕的电池,通过二次加酸调配成不同电解液密度(1.27、1.28、1.29、1.30 g/mL)的电池,然后进行以下性能测试。
(1)20 小时率容量测试:完全充电的蓄电池在(25±2)℃ 的环境中以I20电流放电至 10.5 V,记录放电容量。
(2)-18 ℃ 低温起动性能测试:完全充电的蓄电池在 -18 ℃ 低温箱中至少 24 h,冷却停止后2 min 内,以电流Icc(1 ± 0.5 %) 放电 10 s,停 10 s,然后以 0.6Icc放电至 6 V,记录放电时间。
(3)充电接受性能测试:完全充电的蓄电池以I0电流放电 5 h(I0=Ce/10),在 0 ℃ 环境中至少保存 20 h,取出后 1 min 内以恒压 14.4 V 充电10 min,记录充电电流。
(4)90 % SOC 动态充电接受性能测试:完全充电的蓄电池在(25±2)℃ 的环境中以I20电流放电 2 h,静止 24 h 后以 14.5 V 充电 10 s,记录充电电流和电量。
(5)寿命测试:参照 SAE J2801。
(6)水损耗测试:完全充电的蓄电池在(60±3)℃ 的条件下以(14.4±0.05)V 充电 42 d,然后称量电池质量,计算电池水损耗。
1.4.2 前期性能测试结果
在相同温度条件下,由于电池开路电压是硫酸浓度的函数(U=ρ(H2SO4)+ 0.84),因此从表1 中数据可以看出,电池开路电压随着电解液密度的提高而线性上升[9]。电池内阻分为极化内阻和欧姆内阻。在稳定状态下,电池内阻主要是由欧姆内阻决定。此时电解液的密度影响着欧姆内阻。随着电解液密度升高,电解液的粘度增加,因此在该浓度范围内硫酸溶液的比电阻增加[10-11],导致电池内阻增大。当电解液体积一定时,随着电解液密度提升,极板孔隙中参与反应的H+、HSO4-数量增加[12]。增加电解液的密度即为增加反应物质的量,有利于增加电池的C20容量。

表1 前期性能测试结果
低温大电流放电时间随着硫酸电解液密度的增加而逐渐增加。当电解液的密度增加到一定值(1.29 g/mL)后,电解液的粘度增加,进而影响到离子扩散[13],所以电池低温放电时间又有所减少。
由图2、图3可以看出,随着电解液密度的降低,电池充电接受电流更大、充入电量也就更大,充电接受更好。随着电解液密度的降低,硫酸铅溶解度逐渐增加,从而会加快充电过程中的正负极反应。此外,电解液密度越高,电池开路电压与给定充电电压之间的压差就越小,导致充电电流电流降低。
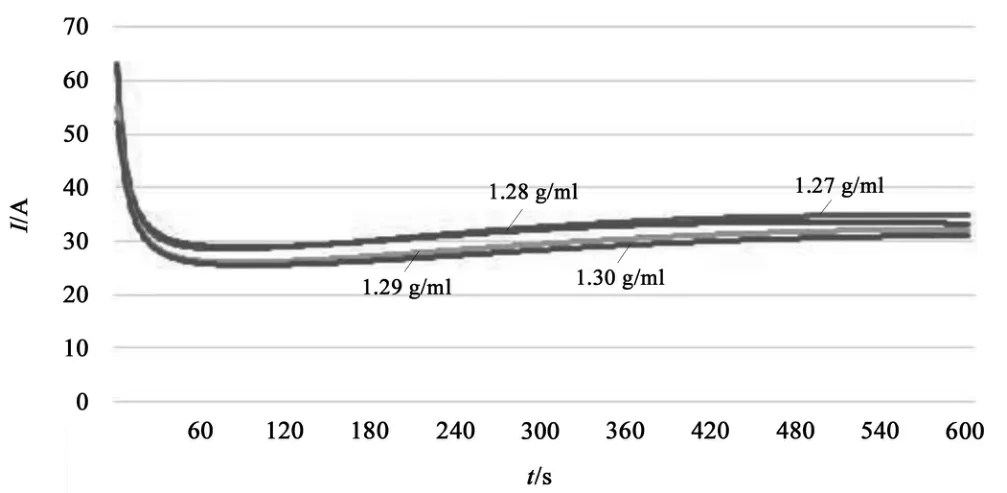
图2 0 ℃ 下充电接受电流曲线
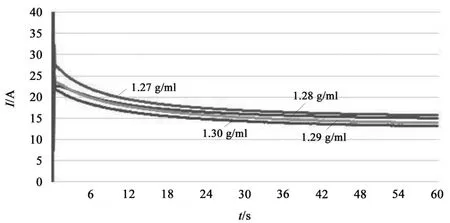
图3 25 ℃ 下 90 % SOC 充电接受电流曲线
1.4.3 寿命测试结果
由图4、表2可以看出,随着电解液密度的上升,J2801 寿命测试中每单元大电流放电终止电压逐渐减小,充电末期电流逐渐增加,同时板栅腐蚀量变大,电池寿命减少。在高温环境中,电池的正极由于电势高,容易被氧化,而且放电产物和活性物质的摩尔体积相差比较大,容易造成活性物质体积膨胀,从而导致正极板栅破裂腐蚀[11-12]。此外,在高电位下,板栅与电解液接触,更容易被氧化腐蚀,而且随着电解液密度的增加,活性物体积膨胀及板栅腐蚀加剧,从而导致电池寿命减少[16-17]。
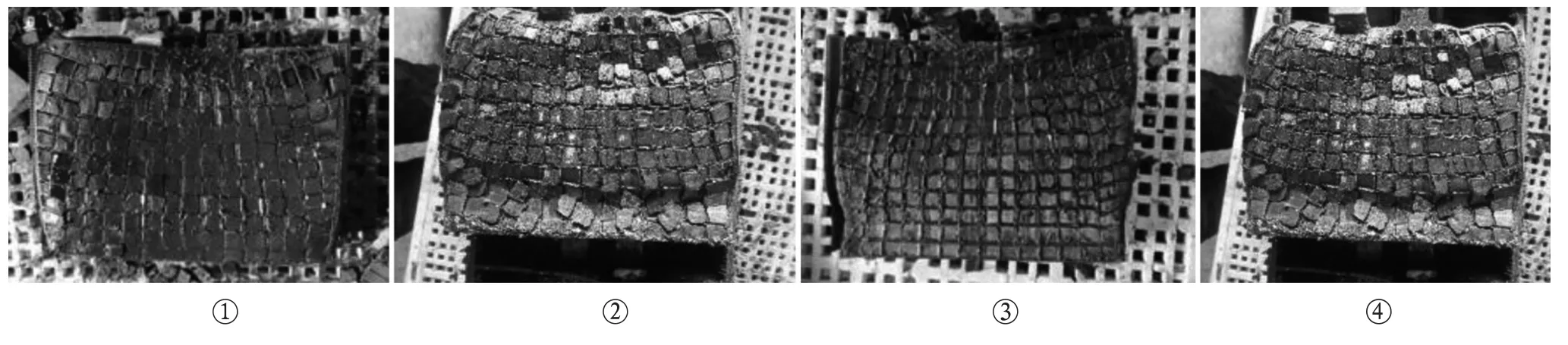
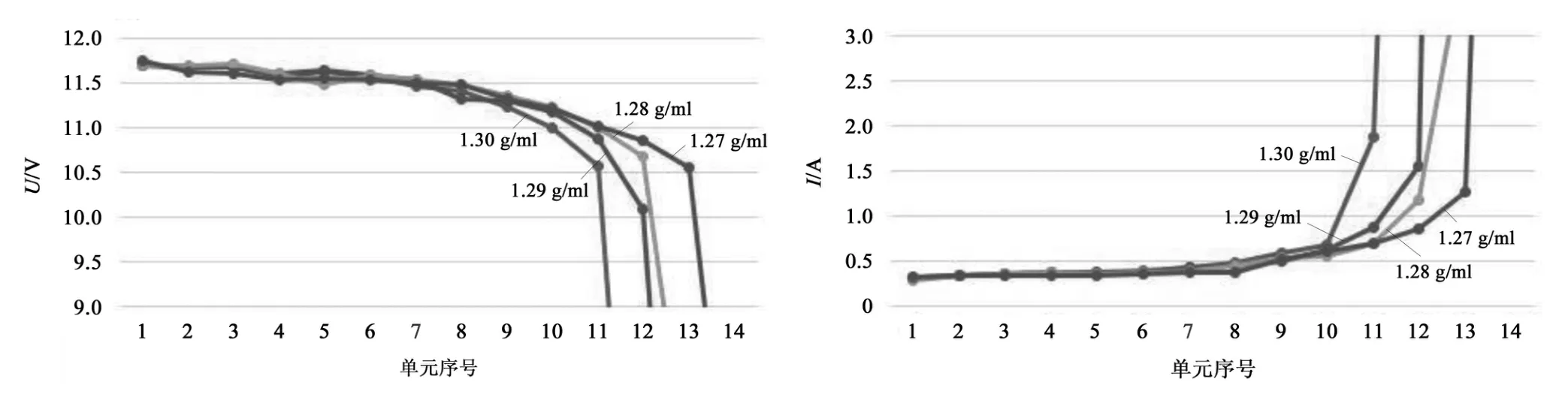
图4 电池寿命曲线

表2 电池 J2801 寿命测试结果
1.4.4 水损耗测试结果
从表3 可以看出,随着电解液密度的上升,电池水损耗量增加。电池在恒压限流充电时,正、负极板上的 PbSO4还原为 PbO2和 Pb。同时,电解液中的 H2SO4不断增多,导致电解液密度不断上升。当充电接近终了时,PbSO4已基本还原成 PbO2和Pb,因此过剩的充电电流将用于电解水,在正极板附近产生 O2,在负极板附近产生H2[6-7],而 O2和H2从电解液中逸出,使电池出现失水现象。随着充电的进行,电池水损耗越来越严重。这与前述 LSV电化学所测结论相符,说明高电解液密度会增加电池水损耗。
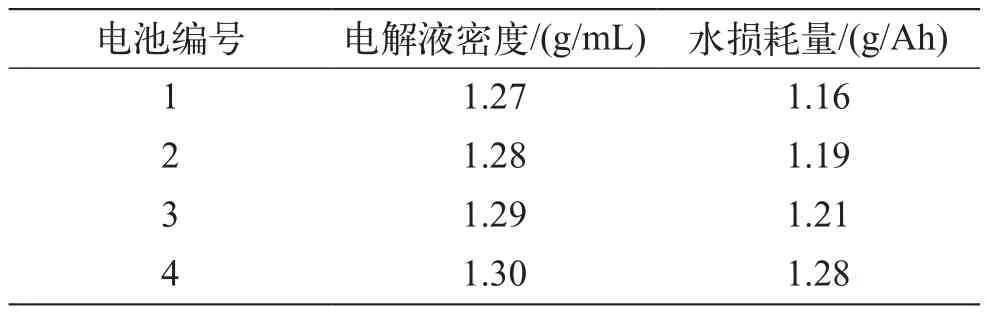
表3 不同电解液密度电池 60 ℃ 水损耗测试数据表
2 结论
(1)通过电化学测试,发现随着电解液密度的提高,电池的析氢析氧电流更大,说明更容易失水;
(2)通过前期性能测试可看出,在一定范围内,随着电解液密度的提高,电池的充电接受性能会越来越差,内阻和容量会越来越高;
(3)通过 SAE J2801 寿命测试,发现随着电解液密度的提高,电池的高温寿命会下降,循环过程中每单元的失水量增加,板栅腐蚀和长大也会更加严重;
(4)通过水损耗测试,发现随着电解液密度的提高,电池水损耗量逐渐增加;
(5)在满足容量和低温放电等性能的前提下,电解液的密度不宜过高,有利于改善电池高温寿命。
猜你喜欢
山东冶金(2019年5期)2019-11-16
TMR Modern Herbal Medicine(2019年4期)2019-11-01
汽车维修与保养(2017年1期)2017-05-15
中学物理·高中(2016年12期)2017-04-22
汽车维修与保养(2016年1期)2016-09-07
中学物理·高中(2016年2期)2016-05-26
汽车维修与保养(2016年12期)2016-03-14
电源技术(2016年9期)2016-02-27
电源技术(2016年9期)2016-02-27
汽车维修与保养(2016年11期)2016-02-21