大型水泵机组设备安装工艺探讨
2021-12-23 06:55:52王勋
工程与建设 2021年5期
王 勋
(湖北省电力勘测设计院有限公司,湖北 武汉 430040)
0 引 言
项目以2台2000千瓦排涝泵站立式同步机组安装为主线,通过现场安装对过程中技术质量的控制,结合规范并提出有效方法和具体的措施,以期达到安装过程中的质量提升、安装工艺的提升。
1 关于水泵安装的流程以及应关注问题
1.1 水泵安装准备工作
(1)水泵在安装前应安排专人对进水流道轴线、标高、垂线基准点进行复核,在进水流道基础底座混凝土一期浇筑时应适当考虑一定高度的预留,以便后续安装时调整设备高程。
(2)正式安装时,为确保设备固定螺栓与混凝土连接的可靠性,在浇筑一期混凝土前应对预埋孔洞以及孔洞周边部位进行清洗并充分凿毛。
1.2 上、下支撑座和导叶体的安装技术要求
(1)将地脚螺栓分别套在斜垫铁的槽内,放置在水泵层下基础上,地脚螺栓落在预留孔内,调整斜垫铁的高度和水平度,用水平仪检查斜垫铁的水平度,允差应控制在0.05 mm/m。具体数据详见表1。

表1 上、下机架安装质量标准
(2)导叶体吊装入落与下支撑座上,以下支撑座上法兰内孔为基准,找正导叶体中心,检查导叶体安装导轴承平面的水平度,允许差控制在0.05 m/mm。无误后拧紧导叶体与下支撑座的连接螺栓。
(3)第一次灌浆仅浇筑地脚螺栓孔,不浇筑斜垫铁和上、下支撑座,浇筑前保证地脚螺栓头部露出上、下支撑座下法兰上面70 mm。
1.3 出水弯管、支撑部件和顶盖的安装技术要求
(1)将出水弯管垂直吊入泵井筒,使弯管的出口对准水泵的出水流道,检查出水弯管出口处外壁与井筒的流道口间的间隙,如在安装中发现流道口与出水弯管有凹凸不平问题,需由土建单位处理,保持连接处光滑且过水无阻碍为止。
(2)支撑部件应在底座和地脚螺栓一期时做好预埋,在支撑杆的螺纹端旋入圆螺母,再将支撑杆旋入支撑座上,并用螺栓、螺母将支撑座固定在出水弯管上,安装过程应牢固可靠。
(3)在上支撑座O型圈槽内装好O型圈,吊入顶盖,使顶盖下法兰落在上支撑座上,检查顶盖内孔的对中性,同心度允许误差在0.15 mm,检查顶盖与过渡板安装平面的平面度,允许误差在0.05 m/mm。
1.4 主泵轴承以及分半叶轮室的安装技术要求
(1)用轴吊具将主泵轴承吊入机坑,使中间拉杆下滑一段位置,方便连接中间拉杆与下拉杆法兰。
(2)轴端法兰与轮毂体用螺栓连接好,并用止动垫圈防松,注意装好销和O性密封圈。主泵轴承和叶轮部位端面局部间隙不得超过0.05 mm。
(3)用塞尺检查叶轮外壳与叶轮部件的间隙,间隙控制在3.5~4.5 mm,间隙不均匀度允许差应控制在1 mm。如超出规定范围,调整电机底板高度尺寸。
2 关于立式同步电动机的安装
2.1 设备基础施工技术要求
(1)基础安装前进行复核,确保设备安装轴线及标高的一致。
(2)基础标高调节采用楔形金属垫,紧固螺栓进入电机下机架安装阶段。一般在下机架安装完成后会进行二次混凝土灌浆,解决电机在安装过程中轴线和设备标高出现误差需要调整的问题,二次浇筑建议采用高强无收缩灌浆水泥。
(3)垫板预埋时要求与基础混凝土接触点分布均匀,分布面积应在70%以上,否则须铲平混凝土。楔板应成对使用,斜度应成对使用,斜度为1:30~1:50,调整后的搭接长度应在2/3以上。用0.05 mm的塞尺检查垫板、楔板、底板、定子以及机架等部件之间应有70%以上的接触面。
2.2 安装下机架、定子以及校核水平和中心点的方法及要点
(1)下机架吊装到基础上,由水平梁至下机架油槽顶面复核设备物理高度,采用垫片楔形板方式调整机架的标高和水平,要求安装标高误差控制在±1.5 mm,水平误差控制在≤0.1 mm/m以内。
(2)电机制动器调试,提前做好制动器耐压试验,检查活塞动作是否完好并满足设计及规程要求,确认正常后进入安装阶段。调整下机架标高、中心线位置,确保满足设备安装精度要求,对制动闸块顶面标高进行观测调试,确保各制动闸块制动面保持在同一水平面上,且各制动单元相互间水平误差应控制在1 mm范围内。
(3)定子吊装就位,按照水泵主轴法兰盘标高及各部件实测高度来校核定子高程。定子铁心平均中心线高度应大于转子铁心平均中心线高度,建议铁心有效高度按照千分之4以内控制。根据水泵叶轮室中心、导叶体分半填料密封部位中心找正定子中心点,在铁心上部、中部、下部三个断面沿圆周测算半径尺寸,每层断面测量点应不少于8个,铁心各半径与平均半径之差小于设计气隙值的±5%。

表2 动器安装质量标准
2.3 转子吊入定子及上机架的安装技术要求
(1)安装人员在转子吊入前应校对水泵的垂直度及中心点参数并校核物理结构高度是否与设计以及厂家图纸保持一致,将千斤顶放置于下机架支臂处顶起转子磁轭环部分,转子起吊应保持垂直状态并避免相互碰撞。
(2)电机轴的法兰盘和水泵主轴法兰盘间隙应等于水泵主轴提升高度减掉电机转子应下落的高度,误差允许在0~0.5 mm范围内。两法兰盘四周水平间隙相差允许值不超过0.02 mm,两法兰中心误差范围应控制在0.05 mm以下。
(3)定、转子安装后,将上机架吊上定子,油槽顶面测量机架水平,要求满足≤0.10 mm/m,若不满足要求时,可在机架和定子组合面增加垫片调平,保证各组合面接触面积应达到70%。中心点误差值应控制在≤1 mm范围内,上部机架的标高允许误差值应控制在±1.5 mm。
2.4 推力瓦、推力头的安装技术要求
(1)安装推理瓦和推力头前应对下机架油槽、推力轴瓦、镜板进行清洗,确保下机架油槽内无杂质,推力轴瓦以及镜板表面光亮,将推力轴瓦就位并校核其标高和水平,吊入镜板使镜板和推力轴瓦充分接触,校正镜板面标高及水平,水平误差要求在0.02 mm/m以内。
(2)推力头和镜板之间的绝缘垫,事先应进行研磨处理,使镜板底面和推力头轴孔线垂直。在镜板平面上选择4~6个点,应用方型水平仪测试周边水平度并进行研磨,通过镜板水平度应≤0.02 mm/m。
(3)推力头、镜板、绝缘垫装配后用500 V兆欧表测量推力头和镜板间绝缘电阻,绝缘电阻应不小于0.3兆欧。
2.5 上导轴承安装及电机独立盘车
(1)上导轴承绝缘电阻应不低于0.3兆欧。
(2)上导轴承瓦和推力头支撑面间隙,保证两侧间隙在0.05 mm左右范围内。在盘车前应在推力轴瓦、上导轴瓦上涂抹润滑剂减少磨损。
(3)独立盘车前应检查电机间隙中是否有杂物,减少电机独立盘车阶段杂物对定、转子的破坏和损伤。
(4)通过千分表测出在直径方向相对点的读数,扣减后得出测量点全摆度数值。在盘车时应充分考虑上导轴瓦间隙,轴在盘车过程中可能存在径向位移现象,故在法兰处全摆度数据上应充分考虑上导轴承处上导轴瓦间隙,最终确定电机轴线法兰处的净摆度。
(5)根据法兰盘和推力轴承镜板面距离算出法兰处的相对摆度,其允许值详见表3。
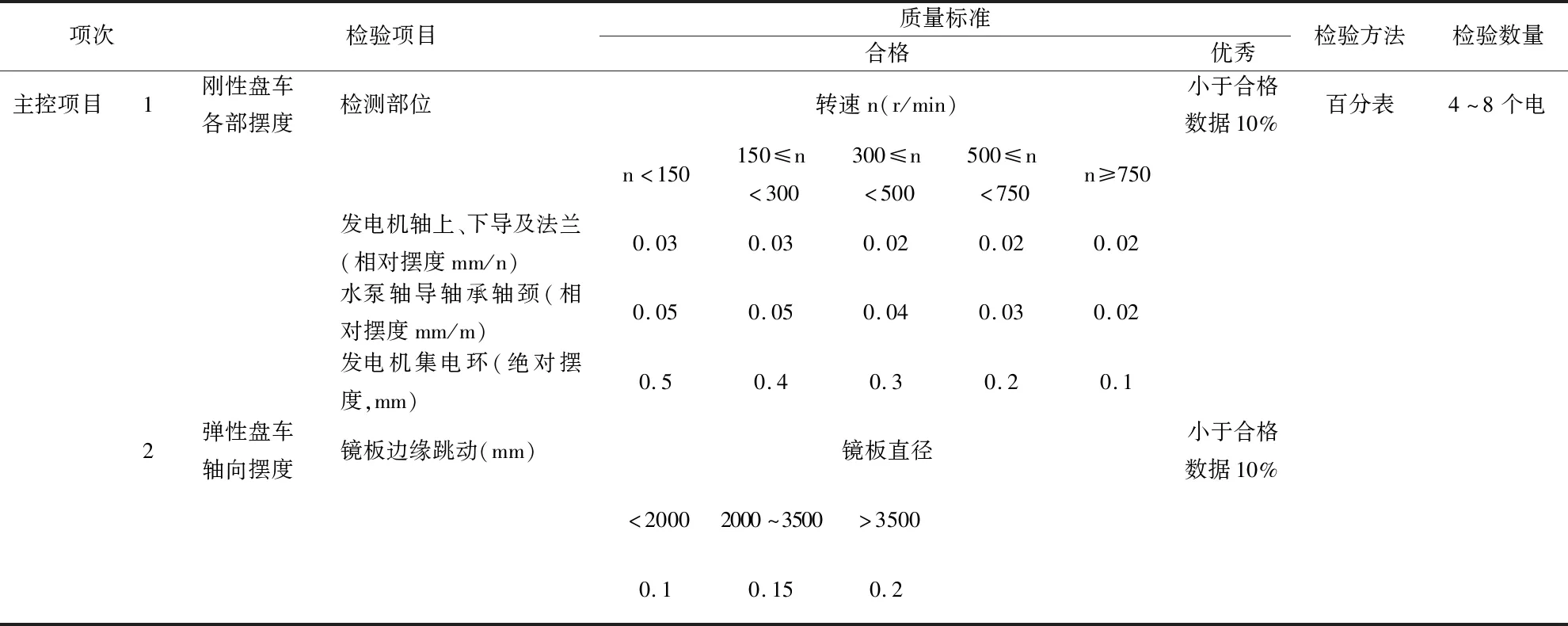
表3 轴线调整质量标准
3 结 论
由于大型水泵机组中设备的安装工艺要求较高,对设备安装人员提出了更高业务技能要求。本文仅对水泵机组中主要工序进行分解,提出规范要求。通过梳理发现,安装人员能否熟练掌握设备安装规程、安装工艺以及验收要求是保证产品质量的前提。其次,安装过程中应结合现场情况合理选用安装方法,利用新测量手段、新检测工具来保证安装工艺。
猜你喜欢
应用能源技术(2020年11期)2021-01-26 00:16:30
船舶与海洋工程(2020年4期)2020-09-12 06:08:10
家庭影院技术(2019年12期)2020-01-19 02:07:20
制造技术与机床(2019年10期)2019-10-26 02:47:40
工业设计(2016年4期)2016-05-04 04:00:27
设备管理与维修(2015年9期)2015-03-16 02:24:02
防爆电机(2015年3期)2015-03-04 05:28:02
机械工程师(2014年12期)2014-12-23 06:44:06
上海金属(2013年6期)2013-12-20 07:58:02
大型铸锻件(2012年2期)2012-09-25 08:46:12