
三峡ALSTOM机组推力轴承结构优化改进
2014-12-23 06:44:06魏玉国
机械工程师 2014年12期
魏玉国
(哈尔滨电机厂有限责任公司,哈尔滨150040)
0 引言
三峡电站ALSTOM机组推力轴承为弹性小支柱式推力轴承,为ALSTOM专利结构,表面为巴氏合金,其内外径分别为3.5 m和5.2 m[1]。自机组投入运行以来存在诸多问题,主要有:镜板与推力头连接螺栓均有不同程度的松动,部分机组镜板与推力头组合缝存在局部间隙及油流情况,镜板与推力头连接螺栓发生断裂,镜板与推力头组合面锈蚀较严重等。受三峡电厂委托,我公司对造成上述现象的原因进行分析,根据我公司设计规范以及参考其他公司类似问题处理方法[2-3],分析为以下原因导致上述轴承问题:1)镜板厚度薄,刚度弱。推力头与镜板结合面间周期性出现了缝隙和被压合的现象,导致镜板推力头结合面锈蚀及螺栓疲劳断裂。2)把合螺栓数量少,规格小,抗疲劳能力弱。
为了消除三峡ALSTOM机组推力轴承问题要从这两方面着手处理,增加镜板厚度,增加把合螺栓数量或者增大螺纹规格,在镜板推力头把合面内外侧增加密封圈。
1 推力轴承结构优化方案
对左岸ALSTOM镜板和推力头结构改造有下列4种方案,见表1。

表1 改造方案
1.1 方案Ⅰ具体实施步骤
推力头、镜板解体,拆开后全面清理锈蚀,车床分别修磨镜板、推力头把合面,在镜板与推力头把合面内外圆开密封沟,推力头镜板把合螺栓孔增加一倍,螺纹规格不变。
此方案保留了原镜板和推力头,因此须增加把合螺栓个数。数量和规格为32-M20,双排64个孔,然后按图纸要求加工修复各自的结合面和镜面。修复后的镜板厚度约75 mm,加工量应尽量小。此方案仅花加工费用,按计划须等候加工用时,停机时间较长。改造后结构功能与右岸哈厂小改结构相当。
右岸哈厂机组推力头与镜板把合螺栓数量和规格为24-M20,双排48个孔,无密封沟,目前使用下来,未再发现把合面锈蚀现象。此方案较哈厂右岸把合面的螺栓多,且设有密封条,把合面情况优于右岸哈厂机组,因此该方案是可行的。
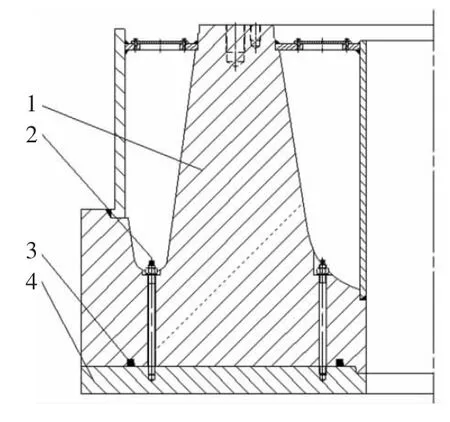
图1 推力头镜板装配图
具体说明:1)在推力头和镜板两孔之间分别加工光孔和螺孔。2)在推力头内外侧加工密封沟8.6 mm×6.5 mm。3)配用的密封条为φ8 mm,长度32.5 m。4)因螺栓增加了,因此需要在内外圈环盖上同样增加一倍的孔,便于拧紧螺杆;重新加工M20双头螺柱;重新采购垫圈(GB/T97.1-1985140HV)和螺母(GB/T6170-2000 M308)。
1.2 方案Ⅱ具体实施步骤
更换镜板,厚度增加为160 mm,为保证原高程,推力头相应配车,推力头镜板把合螺栓孔增加一倍,内外圈螺杆分别由16-M20增大为M30。
此方案仅保留原推力头,更换新镜板,目的是增加镜板厚度,因受导瓦位置限制,新镜板厚度为160 mm。把合孔和螺栓数量为64个M36螺杆。应按改造用图进行加工。该方案改造费用为修复推力头和更换新镜板费用。改造后结构功能优于VGS镜板和推力头结构,为推荐方案。
1.3 方案Ⅲ具体实施步骤
推力头与镜板采用整锻结构,省去了螺杆螺母,彻底根除此问题。

图2 推力头镜板最终方案装配图
此方案将原镜板和推力头全废掉,更换一个锻造成一体的镜板推力头结构,可彻底解决镜板和推力头结合面存在的不良影响。该结构的优点是:符合推力轴承性能计算时,假设镜板和推力头是完全一样的刚性体,使性能提高;与导瓦摩擦的柱面比原铸钢的表面质量得到提升,对导轴承运行有利。保留原挡油管,需更换油槽盖上的两个小密封盖,可保证原推力轴承的密封效果。改造费用较高,但按计划改造停机时间较短,可做大拆后立即安装。哈厂已有多台机组安全运行整锻镜板推力头实例,例如鲁布革、天生桥、直孔电站。
1.4 方案Ⅳ具体实施步骤
推力头、镜板解体拆开后全面清理锈蚀,车床分别修磨镜板、推力头把合面,在镜板与推力头把合面内外圆开密封沟,推力头镜板把合螺栓孔增加一倍,螺纹尺寸改为M30。
此方案保留原镜板和推力头,增加把合螺栓个数和规格,将推力头把合孔在原分布位置扩孔和钻孔,数量和规格为32-φ32,双排64个孔,将镜板中螺孔在原分布位置攻钻,螺孔数量和规格为32-M30双排共64个,然后按图纸要求加工修复各自的结合面和镜面。修复后的镜板厚度约为75 mm,加工量应尽量小。此方案仅花加工费用,按计划须等候加工用时,停机时间较长。改造后结构功能与右岸哈厂小改结构相当。
具体说明:1)M20螺纹大径φ20 mm,M30粗牙螺纹底孔φ26.5 mm,因此可以把镜板中的M20螺纹改为M30螺纹。2)将推力头上对应的孔加工到φ32 mm;沉头孔加工到φ85 mm,距下面的距离为263 mm;在推力头内外侧加工密封沟8.6 mm×6.5 mm。配用的密封条为φ8 mm,长度32.5 m。3)因螺栓增加了,因此同样需要在内外圈环盖上同样增加一倍的孔,便于拧紧螺杆;重新加工M30双头螺柱;重新采购垫圈(GB/T97.1-1985140HV)和螺母(GB/T6170-2000 M308)。
2 推力轴承结构优化方案
根据电厂观测,推力头与镜板存在相对位移。螺杆断裂部位为与镜板连接段螺纹根部,断口整齐,其中断口上部约15 mm内有疑似挤压痕迹,检查其他螺栓孔发现,内圈螺栓孔及螺栓绝大部分有此痕迹,外圈螺栓孔无此现象。压痕位置一致,均位于俯视逆时针侧,怀疑螺杆有受到剪切应力的可能,因此在方案Ⅰ的基础上,在推力头与镜板把合面上安装了径向销钉,为避免销钉在转动时飞出,销钉设计成“T”形,具体如图2所示。
三峡电厂综合考虑了上述各方案的改造成本及改造时间,最终确定了方案如下[4]:
1)推力头与镜板把合螺栓数量由16个增加为32个。
2)推力头与镜板把合面内外侧增加2个密封槽,设置密封圈。
3)推力头与镜板把合面设置骑缝销钉。
3 结语
三峡电站推力轴承已经改造完毕,目前轴承运行状态良好。同时该案例提醒设计者在设计时要注意合理选择镜板的厚度及把合螺栓数量。
[1] 王树清,梁波.三峡右岸电站水轮发电机主要参数及结构优化[C]//大型水轮发电机组技术论文集,2008.
[2] 杨忠.水轮发电机推力轴承油变黑故障分析与处理[J].云南水利发电,2010(4):86-89.
[3] 王松林.白龙电站机组推力头损坏的原因分析及处理[J].四川水利发电,2002(2):63-65.
[4] 刘康宁.三峡5F机组镜板修复工艺及分析[J].机械工程师,2013(6):261.
猜你喜欢
航空制造技术(2022年12期)2022-07-15 06:23:34
医药前沿(2020年32期)2020-03-26 08:55:34
制造技术与机床(2019年10期)2019-10-26 02:47:40
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
商品与质量(2018年37期)2018-05-24 09:07:14
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
制冷学报(2017年4期)2017-08-16 09:18:28
水电与抽水蓄能(2016年6期)2016-01-08 11:27:48
防爆电机(2015年3期)2015-03-04 05:28:02
机电信息(2014年29期)2014-02-27 15:54:16
