氩气雾化制备新型镍基高温合金粉末的微观结构和性能
2021-12-22 02:06:02农必重张亚洲刘祖铭魏冰曹镔
粉末冶金材料科学与工程 2021年6期
农必重,张亚洲,刘祖铭,魏冰,曹镔
氩气雾化制备新型镍基高温合金粉末的微观结构和性能
农必重,张亚洲,刘祖铭,魏冰,曹镔
(中南大学 粉末冶金国家重点实验室,长沙 410083)
采用氩气雾化制备Al、Ti总质量分数小于4%的选区激光熔融用新型镍基高温合金粉末,对粉末的成分、物相组成、形貌、微观结构和性能等进行分析和表征。结果表明,新型镍基高温合金粉末的Al、Ti总质量分数为3.82%。小粒径粉末(粒径<20 μm)内部结构致密,以胞状晶组织为主,成分均匀,显微硬度(HV)达到265。随粉末粒径增大,粉末内部树枝晶数量增多,少量大粒径(粒径>40 μm)粉末内部出现凝固缩孔和颗粒包覆缺陷。筛分后得到的粒径为15~44 μm的粉末,粒径分布集中,中位径V50为19.7 μm,流动性和松装密度分别达到15.14 s/50 g和4.15 g/cm3。
氩气雾化;镍基高温合金;微观结构;粉末性能;Al、Ti总含量
René104合金是美国宇航局(NASA)与通用电气(GE)共同研制的第三代粉末镍基高温合金,具有优异的抗蠕变、耐磨损、损伤容限以及高温强度等性能,是制备先进航空发动机涡轮盘等热端部件的优选结构材料[1-2]。René104合金的传统制备工艺流程包括氩气雾化制粉、粉末热等静压、挤压和锻造成形[3]。先进航空发动机对复杂形状零部件的一体化设计和制备提出了迫切需求,而传统工艺制备复杂形状构件非常困难,特别是含有大量难熔元素的粉末镍基高温合金。选区激光熔融(selective laser melting,SLM)技术因在制备复杂形状金属零部件方面的独特优势而受到广泛关注[4-5],已用于Inconel718[6−7]、Inconel738LC[8−9]、CM247LC[10−11]和René104[12−14]等多种镍基高温合金的成形,但γ′Ni3(Ti,Al)相含量高的镍基高温合金在SLM成形过程中会发生严重开裂。在大角度晶界形成的γ/γ′共晶组织是导致René104合金开裂的主要原因[13],并且难以通过优化工艺参数[14]、改变扫描策略[12]来避免裂纹的产生。激光直接沉积(direct laser fabrication,DLF)制备René104合金也存在同样的问题[15]。因此,开裂已成为制约René 104镍基高温合金激光成形的关键问题。镍基高温合金的激光成形开裂敏感性与合金成分密切相关,Ti、Al元素总含量(质量分数,下同)大于6%的镍基高温合金,被称为不可焊接镍基高温合金,极易产生开裂[16]。但Ti、Al是γ′强化相的形成元素,γ′相含量对合金的综合性能,特别是高温强度具有重要影响,是镍基高温合金的重要合金元素。除合金成分外,原始粉末的微观结构和性能也对René104镍基高温合金的开裂具有重要影响。例如,粉末粒径分布不合理可导致成形件的孔隙率高,孔隙周围容易产生应力集中,从而演变为裂纹源[17]。采用气雾化制备的高温合金粉末内部出现不同程度的空心缺陷[18],这些缺陷会遗传,形成气孔和气体残留,导致成形和后处理时合金开裂。为了降低合金的开裂敏感性并兼顾力学性能,本研究对René104镍基高温合金的成分进行改性,降低Al、Ti元素的总质量分数至4%。考虑在制粉过程中金属原料发生熔损,在原料配方中Al元素的质量分数为2.0%,Ti元素的质量分数为2.5%。采用氩气雾化制备镍基高温合金粉末,对粉末的成分、形貌、物相组成、显微组织,以及显微硬度和特性等进行分析表征,以期获得适用于SLM成形的镍基高温合金粉末。
1 实验
1.1 镍基高温合金粉末制备
新型镍基高温合金粉末的设计成分列于表1。所用原料为电解镍(纯度为 99.99%)、电解钴(99.95%)、纯铬(99.5%)和纯度大于99.95%的 Al、Ti、Mo、W、Nb、Ta、Zr等纯金属以及B、C等微量元素粉末。首先按照合金粉末的设计成分配料,然后采用英国PSI紧耦合雾化设备进行真空感应熔炼完全熔化并合金化后,在1 580 ℃进行真空脱气10 min,最后进行气雾化,得到镍基高温合金粉末。雾化气体采用纯度(质量分数)为99.99%的高纯氩气,雾化温度为1 600~ 1 680 ℃,熔体流速为3.5~4 kg/min,雾化气体压力为3.5~4.5 MPa。
1.2 组织与性能表征
利用美国Thermo Jarrell Ash公司生产的IRIS Advantage 1000等离子发射光谱仪测定粉末的化学成分,利用美国LECO公司的TC−436氧氮测定仪测定粉末的O、N元素含量。利用德国Bruker AXS公司生产的Bruker D8 Advance型X射线衍射仪对粉末进行物相分析,采用扫描电镜(SEM,FEI,Quanta-Feg250,USA)观察和分析粉末形貌和微观结构,并用其配备的EDS能谱仪对粉末的元素分布进行分析。采用瑞士CSM Instruments SA公司生产BUEHIER5104型微压痕硬度试验机测定粉末的维氏硬度,测试压力为0.49 N(50 g),每个样品测5个点,取平均值。采用英国Malvern公司生产的MICRO−PLVS激光粒度分析仪测定粉末的粒径分布,采用中国百特公司生产的BT-1000型粉末综合性能测试仪对粉末的松装密度、振实密度和流动性等性能进行测试。
2 结果与讨论
2.1 化学成分
表1所列为本研究制备的镍基高温合金粉末的实测成分列。从表1可知,本研究采用氩气雾化制备的镍基合金粉末中,Al、Ti元素的质量分数分别为1.75%和2.07%,总质量分数为3.82%,Al、Ti元素含量均低于René104合金专利成分的含量[19],因此将该粉末称为新型镍基合金粉末。粉末中O和N元素的质量分数分别为0.010%和0.003%。
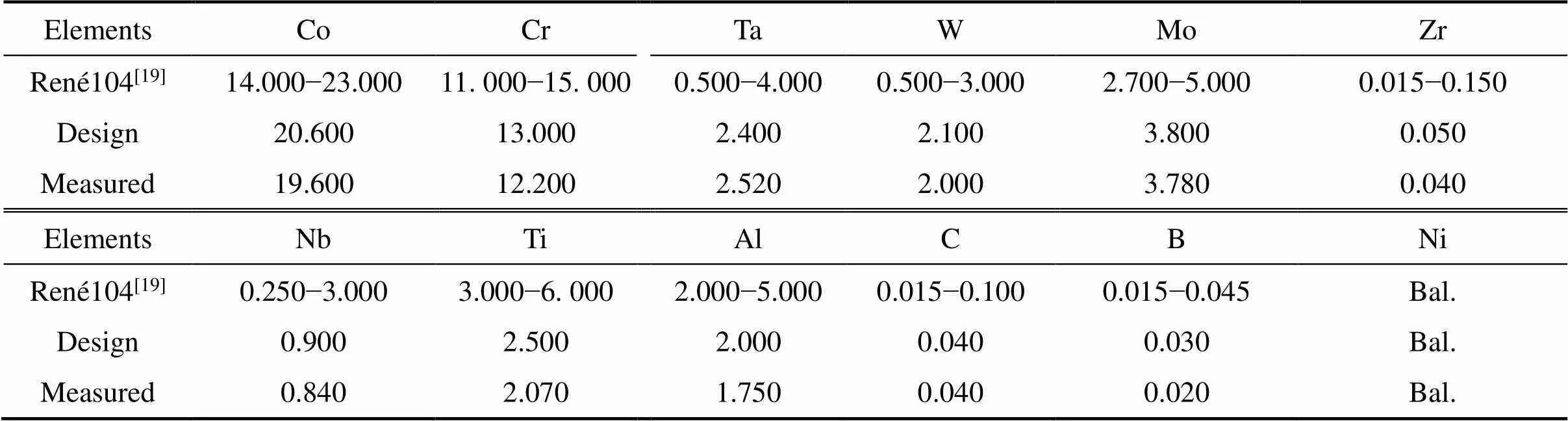
表1 René104合金成分、新型镍基合金粉末的设计成分和实测成分
2.2 物相组成
图1所示为新型镍基高温合金粉末的XRD谱,由图可见该粉末存在(111)和(002)以及(220)晶面衍射峰,并且(111)晶面衍射峰较强。通过Jade6软件分析,确定该衍射峰为面心立方结构的γ(Ni-Co-Cr-Mo)基体相和γ′(Ni3(Al, Ti))相的衍射峰。合金粉末中未形成特定方向的织构,因此表现出较强的(111)晶面衍射峰。
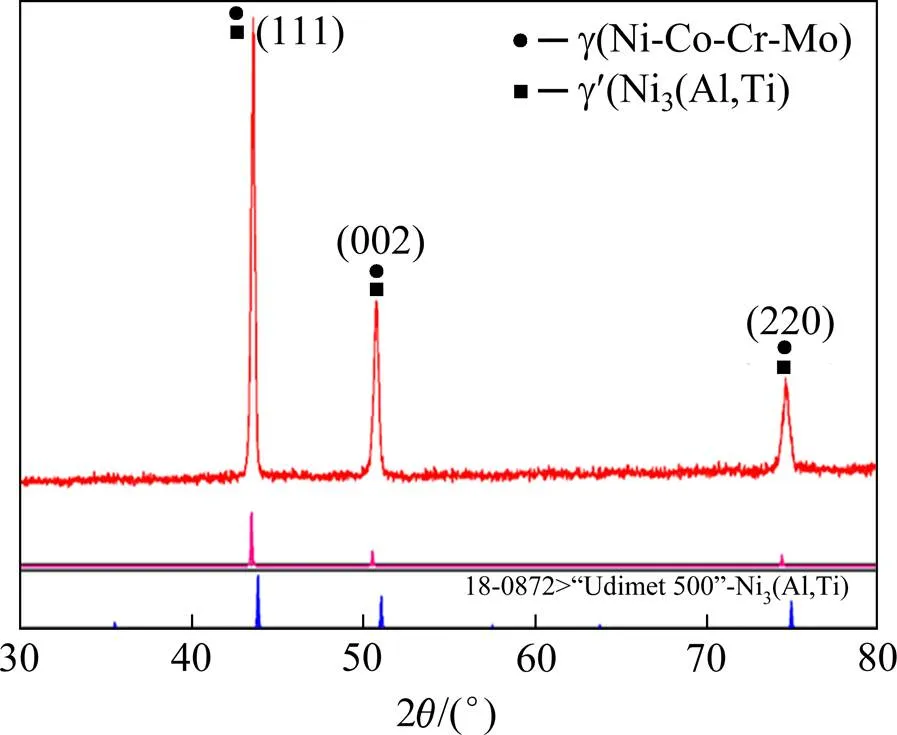
图1 新型镍基高温合金粉末的XRD谱
2.3 形貌和显微组织
图2所示为新型镍基高温合金粉末的表面形貌SEM图。从图2(a)看出大部分粉末球形度高,表面光滑,出现少量不规则形状粉末和卫星粉。其中,粒径小于20 μm的粉末主要为胞状晶组织(见图2(b)),粒径大于40 μm的粉末表面附着有卫星粉,并出现少量凝固疏松缺陷(见图2(c))。与粒径小于20 μm的粉末相比,粒径大于40 μm粉末的表面树枝晶数量增加,晶粒尺寸增大。
图3所示为新型镍基高温合金粉末的内部结构SEM图。从图3(a)看出,粉末内部结构致密。其中,粒径小于20 μm的粉末内部没有观察到缺陷(见图3(b));粒径大于40 μm粉末内部出现不规则形状的孔洞(见图3(c)),以及粉末包覆现象(见图3(d))。与René104镍基高温合金雾化粉末相比[18],内部空心缺陷明显减少。
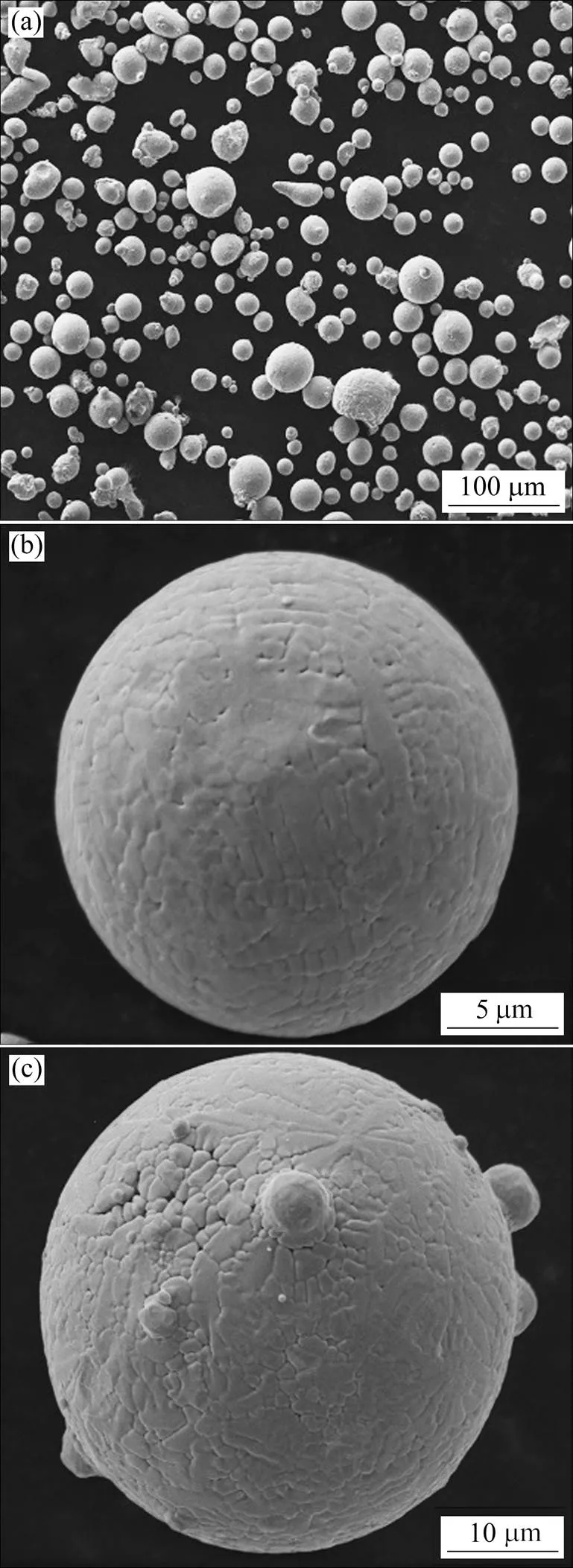
图2 新型镍基高温合金粉末的表面形貌SEM图
(a) Overall morphology of powders; (b) Small particle (<20 μm); (c) Large particle (>40 μm)
图4所示为新型镍基高温合金粉末显微组织的SEM图。从图4(a)看出粉末颗粒内部主要为胞状晶组织,晶粒均匀细小,粉末颗粒边缘和中心的组织无明显差别。随粉末粒径增大,粉末内部树枝晶的数量增加、尺寸增大。对图4(a)中白色矩形内的粉末放大观察,如图4(b)所示,可清楚地看到粉末颗粒内部以胞状晶为主,存在树枝晶组织,局部出现二次枝晶,平均晶粒尺寸约为3.6 μm。
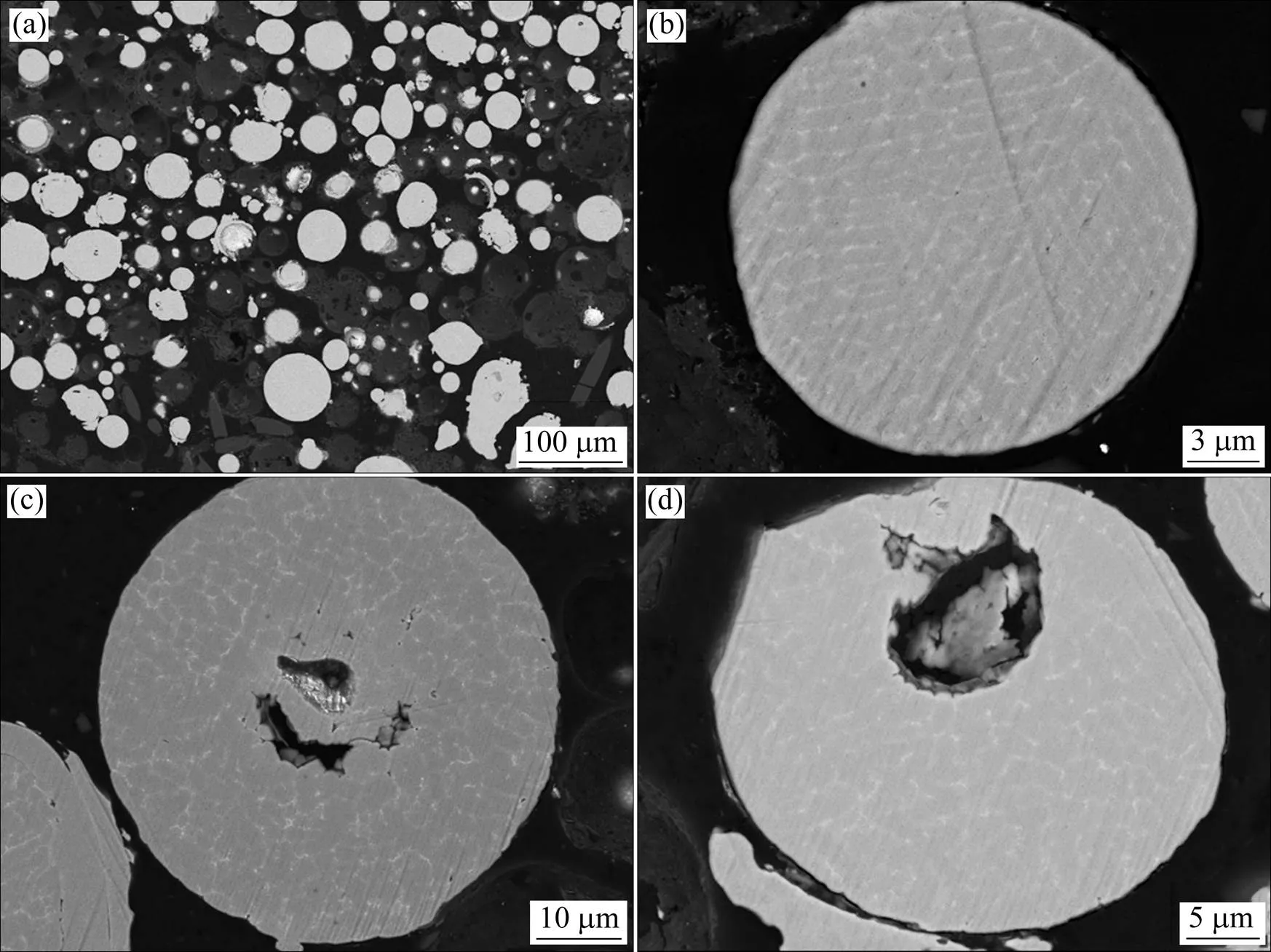
图3 新型镍基高温合金粉末内部结构SEM图
(a) Overall microstructure of the powder; (b) Microstructure of the small particle (<20 μm); (c), (d) Interior-hollow defects and particle cladding defects of the large particle (>40 μm) respectively
(a) Microstructure of the powder with different particle sizes; (b) High-magnification microstructure of a powder
从粉末表面形貌(图2所示)和内部结构(图3和4所示)可知,新型镍基合金粉末内部结构致密,主要为胞状晶组织。少量大粒径粉末表面附着有卫星粉,内部出现不规则孔洞缺陷和粉末包覆现象,同时树枝晶数量较多,晶粒尺寸增大。
雾化粉末颗粒的微观结构主要受凝固过程的冷却速度影响。在氩气雾化过程中,熔体在高速氩气气流作用下破碎成不同尺寸的熔滴,金属熔滴借助表面张力迅速球化并凝固,最终形成不同尺寸的金属粉末。在凝固过程中,小尺寸金属熔滴冷却速度快,过冷度高,促进内部大量形核,晶粒之间相互接触而抑制晶粒长大。同时,较快的冷却速度使凝固时间缩短,进一步抑制晶粒长大。因此,小粒径粉末内部主要形成细小的胞状组织。大尺寸金属熔滴冷却速度较慢,凝固时间增加,早期形核的晶粒有充足的时间长大,形成树枝晶组织。因此,大粒径粉末内部的树枝晶数量增多,尺寸增大。
大粒径粉末内部的不规则孔洞缺陷是由于金属熔滴冷却凝固收缩形成的凝固缩孔,这种凝固缩孔在树枝晶组织之间更容易形成。大粒径粉末内部出现多个枝晶时,其凝固收缩程度更大,更容易在内部形成凝固缩孔[18]。颗粒包覆缺陷是由于先凝固的小粒径粉末在高速气流作用下卷入大尺寸熔滴内部而形成,高速气流冲击作用导致被包覆的小颗粒具有不规则形貌(见图3(d))。
2.4 元素分布
图5所示为不同粒径的新型镍基合金粉末内部的能谱线扫描结果。从图中看出,粒径小于20 μm粉末的元素分布更均匀(见图5(a)),成分波动较小(见图5(b))。粒径大于40 μm粉末(见图5(c))的局部区域,Ta、W、Nb、Mo、Ti等元素含量发生波动(图5(d)中红色虚线框内),可能是存在第二相颗粒。氩气雾化过程中,合金元素因化学位不同而在固−液相界面产生一定程度的偏析[20]。在凝固过程中,小尺寸熔滴冷却速度快、界面生长迅速而远离平衡态,合金元素的扩散过程受到抑制,从而形成弱扩散、弱偏析的凝固组织,冷却后形成的小粒径粉末内部成分偏析程度小,元素含量波动较小。大粒径粉末由于冷却较慢,凝固过程中成分发生一定程度的偏析,并在局部区域形成第二相颗粒。相比于苏鹏飞等[18]制备的René104镍基高温合金粉末,本研究制备的新型镍基高温合金粉末偏析现象明显减弱。
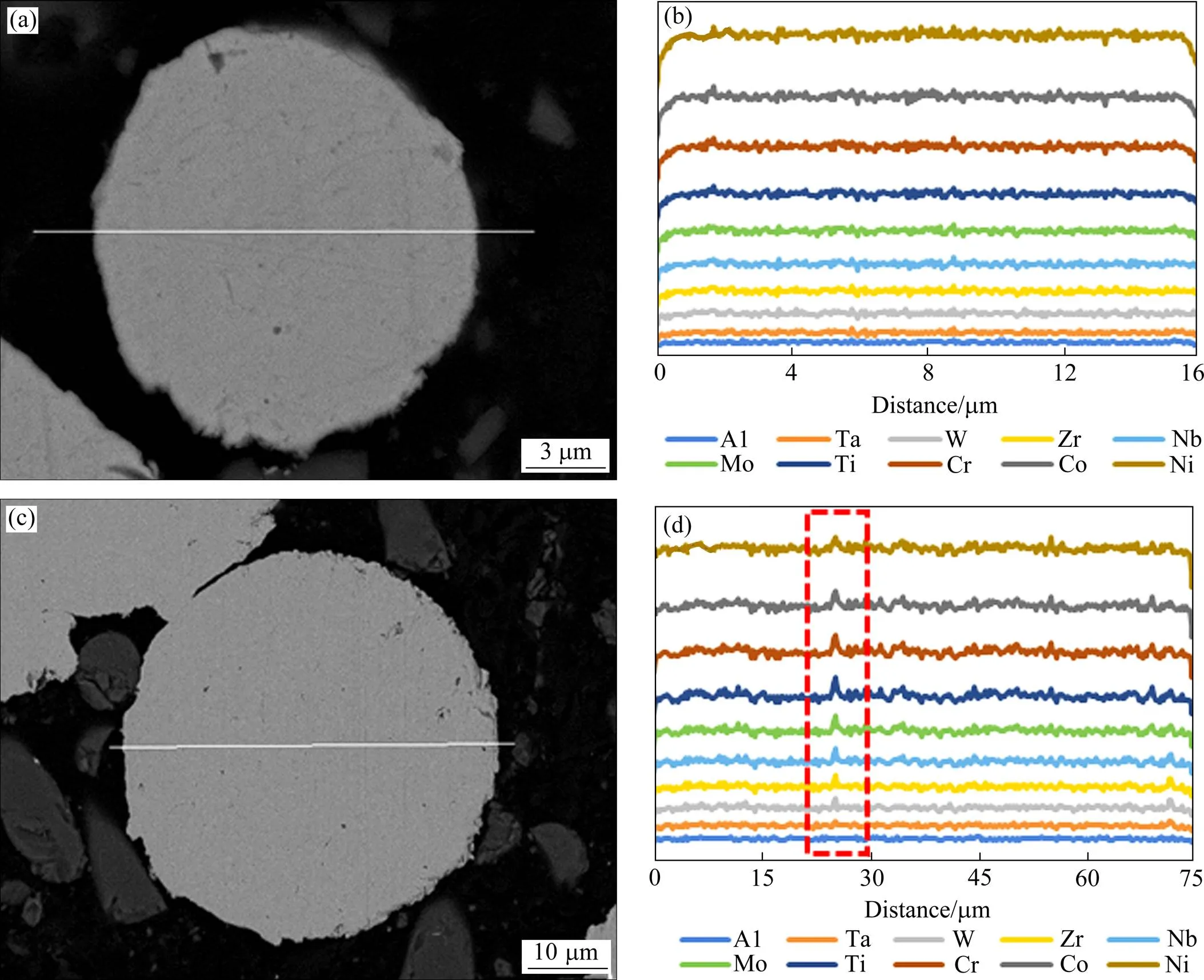
图5 新型镍基高温合金粉末内部结构SEM形貌图和EDS线扫描图
(a), (b) SEM image and EDS image of a small particle (<20 μm) respectively;(c), (d) SEM image and EDS diagram of a large particle (>40 μm) respectively
2.5 粉末性能
实验测得粒径小于20 μm的小粒径粉末维氏硬度(HV)为265,粒径大于40 μm的大粒径粉末HV为244。小粒径粉末颗粒内部主要是细小的胞状晶,单位面积内有大量晶界,能更好地抵抗外部应力,因而硬度更高。相比于小粒径粉末,大粒径粉末晶粒尺寸较大,并且具有更多的孔洞缺陷,变形抗力降低,因此显微硬度低。
通常,应用于SLM工艺的粉末粒径分布范围为15~63 μm[21]。因此,采用900目(筛网孔径为15 μm)和325目(44 μm)Taylor标准筛网对粉末进行筛分,得到粒径<15 μm、15~44 μm以及>44 μm的粉末。对粒径为15~44 μm粉末的粒径分布进行分析,结果如图6所示。从图6可知,新型镍基合金粉末粒度呈正态分布,中位径V50为19.7 μm,88%(体积分数)的粉末粒径分布在13~38 μm之间,70%的粉末粒径小于30 μm,粉末粒度集中。测得粒径为15~44 μm粉末的流动性为15.14 s/50 g,松装密度为4.15 g/cm3,振实密度为5.28 g/cm3。该粉末的中位径小,具有良好的流动性,有利于SLM铺粉均匀性;粉末松装密度高,内部缺陷少,使得铺粉更密实,有利于SLM成形件的致密化。因此,可满足SLM成形要求。
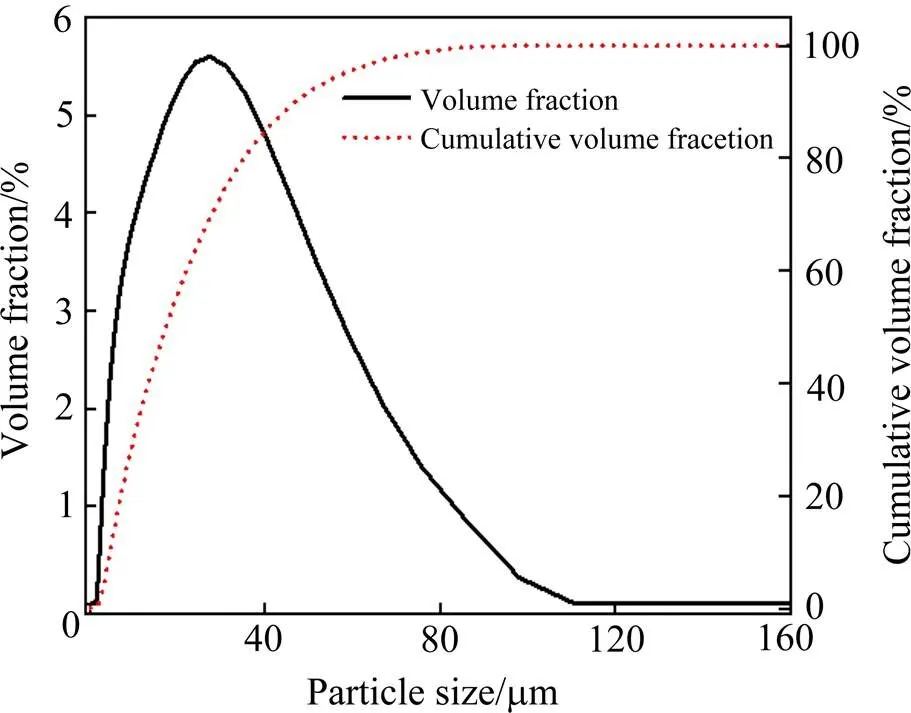
图6 粒径为15~44 μm新型镍基高温合金粉末的粒径分布
3 结论
1) 氩气雾化制备的Al、Ti元素总质量分数为3.82%的新型镍基高温合金粉末,O、N含量少,粉末球形度高,内部凝固缺陷少;粉末以γ相(Ni-Co-Cr-Mo)为基体,内部出现γ′(Ni3(Al, Ti))相。
2) 小粒径(小于20 μm)粉末内部结构致密,主要为胞状晶组织,成分均匀,粉末的显微硬度高。随粒径增大,粉末内部树枝晶数量增多,少量大粒径(大于40 μm)粉末内部出现凝固缩孔、颗粒包覆等缺陷。
3) 粒径为15~44 μm的新型镍基高温合金粉末,粒径集中,中位径细小,流动性好,松装密度高,有利于提高铺粉密实度。
[1] 贾建, 陶宇, 张义文, 等. 第三代粉末冶金高温合金René104的研究进展[J]. 粉末冶金工业, 2007, 17(3): 36−43.
JIA Jian, TAO Yu, ZHANG Yiwen, et al. Recent development of the third generation P/M superalloy René104[J]. Powder Metallurgy Industry, 2007, 17(3): 36−43.
[2] 郭茂文, 刘春荣, 郑雪萍, 等. 粉末高温合金的研究现状[J]. 热加工工艺, 2017, 46(20): 11−13.
GUO Maowen, LIU Chunrong, ZHENG Xueping, et al. Research status of powder superalloys[J]. Hot Working Technology, 2017, 46(20): 11−13.
[3] 韩志宇, 曾光, 梁书锦, 等. 镍基高温合金粉末制备技术的发展现状[J]. 中国材料进展, 2014, 33(12): 748−755.
HAN Zhiyu, ZENG Guang, LIANG Shujin, et al. Development in powder production technology of Ni-based superalloy[J]. Materials China, 2014, 33(12): 748−755.
[4] DEBROY T, WEI H L, ZUBACK J S, et al. Additive manufacturing of metallic components-Process, structure and properties[J]. Progress in Materials Science, 2018, 92(5): 112−224.
[5] YAP C Y, CHUA C K, DONG Z L, et al. Review of selective laser melting: Materials and applications[J]. Applied Physics Reviews, 2015, 2(4): 041101.
[6] NI M, CHEN C, WANG X, et al. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing[J]. Materials Science and Engineering A, 2017, 701: 344−351.
[7] AMATO K N, GAYTAN S M, MURR L E, et al. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting[J]. Acta Materialia, 2012, 60(5): 2229−2239.
[8] CLOOTS M, UGGOWITZER P J, WEGENER K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles[J]. Materials & Design, 2016, 89: 770−784.
[9] QIU C, CHEN H, LIU Q, et al. On the solidification behaviour and cracking origin of a nickel-based superalloy during selective laser melting[J]. Materials Characterization, 2019, 148: 330− 344.
[10] DIVYA V D, MUÑOZ-MORENO R, MESSÉ O M D M, et al. Microstructure of selective laser melted CM247LC nickel-based superalloy and its evolution through heat treatment[J]. Materials Characterization, 2016, 114: 62−74.
[11] WANG X, CARTER L N, PANG B, et al. Microstructure and yield strength of SLM-fabricated CM247LC Ni-superalloy[J]. Acta Materialia, 2017, 128: 87−95.
[12] PENG K, DUAN R, LIU Z, et al. Cracking behavior of René104 nickel-based superalloy prepared by selective laser melting using different scanning strategies[J]. Materials (Basel), 2020, 13(9): 1−13.
[13] WEI B, LIU ZM, NONG BZ, et al. Microstructure, cracking behavior and mechanical properties of René 104 superalloy fabricated by selective laser melting[J]. Journal of Alloys and Compounds, 2021, 867: 158377.
[14] 段然曦, 黄伯云, 刘祖铭, 等. René104镍基高温合金选区激光熔化成形及开裂行为[J]. 中国有色金属学报, 2018, 28(8): 1568−1578.
DUAN Ranxi, HUANG Baiyun, LIU Zuming, et al. Selective laser melting fabrication and cracking behavior of René104 nickel-based superalloy[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(8): 1568−1578.
[15] YANG J, LI F, WANG Z, et al. Cracking behavior and control of René104 superalloy produced by direct laser fabrication[J]. Journal of Materials Processing Technology, 2015, 225: 229−239.
[16] HENDERSON M B, ARRELL D, LARSSON R, et al. Nickel based superalloy welding practices for industrial gas turbine applications[J]. Science and Technology of Welding and Joining, 2004, 9(1): 13−21.
[17] 杨倩. IN738合金粉末特性及其选区激光熔化成形性能研究[D]. 兰州: 兰州理工大学, 2019. YANG Qian. Study on the powder characteristics and forming properties in selective laser melting of IN738 alloy[D]. Lanzhou: Lanzhou University of Technology, 2019.
[18] 苏鹏飞, 刘祖铭, 郭旸, 等. 氩气雾化René104镍基高温合金粉末的显微组织和凝固缺陷[J]. 中南大学学报(自然科学版), 2018, 49(1): 64−71. SU Pengfei, LIU Zuming, GUO Yang, et al. Microstructure and solidification defects of René104 nickel-based superalloy powder atomized by argon[J]. Journal of Central South University (Scienceand Technology), 2018, 49(1): 64−71.
[19] MOURER D P B, BACKMAN,DANIEL GUSTOV MELROSE. Ni bassed superalloy and its use gas turbine disks,shafts,and impellers: US 1666618A1[P]. 2006−01−27.
[20] DÉPINOY S, SENNOUR M, FERHAT L, et al. Experimental determination of solute redistribution behavior during solidification of additively manufactured 316L[J]. Scripta Materialia, 2021, 194: 113663.
[21] 王黎, 魏青松, 贺文婷, 等. 粉末特性与工艺参数对SLM成形的影响[J]. 华中科技大学学报(自然科学版), 2012, 40(6): 20−23.
WANG Li, WEI Qingsong, HE Wenting, et al. Influence of powder characteristics and process parameters on SLM formability[J]. Journal of Huazhong University of Science and Technology (Natural Science Edition), 2012, 40(6): 20−23.
Microstructure and properties of new nickel-based superalloy powder prepared by argon atomization
NONG Bizhong, ZHANG Yazhou, LIU Zuming, WEI Bing, CAO Bin
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
New nickel-based superalloy powder for selective laser melting with a total mass fraction of Al and Ti less than 4% was prepared by argon atomization. The composition, phase, morphology, microstructure and properties of the new nickel-based superalloy powder were characterized. The results show that the total mass fraction of Al and Ti in the new nickel-based superalloy powder was 3.82%. Small particle size powder (particle size<20 μm) has a compact interior structure, mainly cellular structure, and uniformly composition, and its micro-hardness (HV) reaches 265. As the particle size of the powder increases, the number of dendrites in the powder increases, and solidification shrinkage pore and particle-coating defect appear in some large-diameter (particle size>40 μm) powder. After sieving, the powder with a particle size of 15−44 μm has a concentrated particle size distribution, a median diameterV50of 19.7 μm, the flow- ability and apparent density are 15.14 s/50 g and 4.15 g/cm3, respectively.
argon atomization; nickel-based superalloy; microstructure; powder properties; total content of Al and Ti
10.19976/j.cnki.43-1448/TF.2021044
TG146.1
A
1673-0224(2021)06-547-07
中国工程院重点项目(2019-XZ-11);金属材料磨损控制与成型技术国家地方联合工程研究中心开放基金资助项目(HKDNM201907);粉末冶金国家重点实验室自主课题
2021−03−31;
2021−07−15
刘祖铭,教授,博士。电话:0731-88836355;E-mail: lzm@csu.edu.cn
(编辑 汤金芝)
猜你喜欢
山东陶瓷(2021年5期)2022-01-17 02:35:46
核科学与工程(2021年4期)2022-01-12 06:29:20
陶瓷学报(2021年1期)2021-04-13 01:33:08
绥化学院学报(2020年12期)2020-12-11 03:45:22
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
制造技术与机床(2018年9期)2018-09-19 06:48:36
中成药(2018年1期)2018-02-02 07:20:14
滇池(2017年5期)2017-05-19 03:23:19
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01 02:54:19