铝电解废阴极炭块资源化利用研究进展*
2021-12-21 08:12:02张继刚韩奎华赵环帅牛胜利陈晓淇黄奎霖
化工矿物与加工 2021年12期
张继刚,韩奎华,赵环帅,牛胜利,陈晓淇,黄奎霖
(1.山东大学 能源与动力工程学院,高效节能及储能技术与装备山东省工程实验室,山东 济南 250061;2.中国矿业大学(北京) 化学与环境工程学院,北京 100083)
0 引言
氧化铝熔盐电解法是世界公认的原铝生产最为成熟的方法,得到了广泛应用,但也带来了一些环境问题。电解槽大修产生的大修渣就是亟待解决的问题之一。电解铝生产过程中,电解槽底部和侧部的阴极炭块长期与高温熔体(950~970 ℃)接触,致使阴极炭块使用4~6年后会产生变形、破裂等问题,需要及时检修和更换[1-2]。电解槽大修时产生的大修渣主要包括废阴极炭块、废阳极炭渣、干式防渗料、废耐火砖、废硅酸钙板、废碳化硅结合氮化硅侧块等。由于各废弃物的组分不同,对于大修渣一般采取分质处理。而废阴极炭块因吸附了大量的可溶性氟化物和少量的氰化物等有害物质[3-4],《国家危险废物名录》(2021年版)已将其列为有色金属冶炼废物(HW48),代码为321-023-48。
我国是世界上最大的原铝生产国,每生产1 t原铝约产生10~15 kg废阴极炭块;以2019年为例,世界原铝产能为6 370万t,中国的产能为3 504万t,约占世界总产能的55%,废阴极炭块的年产生量为35.04万~52.56万t[5]。废阴极炭块主要由碳和电解质组成,碳的质量分数为40%~70%,其余主要为NaF、Na3AlF6、CaF2、α-Al2O3和氰化物等电解质[5-6]。废阴极炭块中的氟化物、氰化物遇水或水蒸气易发生溶解或水解,污染土壤、水环境,导致植物大量死亡或变异[6-8];同时,产生的有毒气体(HF、HCN)也会危害人体健康。电解铝阴极炭块中一般含有2~4 g/L的可溶性氟化物以及10~20 mg/L的氰化物,均已超过《危险废物鉴别标准 浸出毒性鉴别》(GB 5085.3-2007)规定的可溶性氟化物小于100 mg/L、氰化物小于5 mg/L的限值。自2020年6月1日起,我国废阴极炭块的处理按照《危险废物填埋污染控制标准》(GB 18598-2019)实施,对填埋场场址、入场标准、填埋场废水、填埋场运行及监测等提出了更加严格的技术要求。废阴极炭块填埋场建设占地面积大和维护成本高,造成了大量的土地资源浪费,同时存在二次污染的风险。如何有效地对废阴极炭块进行无害化处置或资源化利用,已成为电解铝行业亟待解决的突出问题。
废阴极炭块含有大量的炭和氟化物,具有潜在的利用价值。近几十年来,国内外学者对废槽衬或废阴极炭块的资源化利用进行了深入研究,提出了多种资源化利用方法,其核心就是实现炭和氟的高效分离,以及氰化物的无害分解,即将危险废物转化为一般工业固体废物,基本实现废阴极炭块的资源化利用或无害化处置。废槽衬所含的耐火砖、防渗料等中的碳和电解质含量低,处理难度大,回收利用价值低,经济性差,因而很难资源化利用。本文对电解铝工艺产生的废阴极炭块的资源化利用研究现状进行了综述,并对其未来发展方向进行了展望。
1 湿法处理
废阴极炭块中氟化物含量高,多采用浸出法、浮选法、浸出-浮选联合法等湿法处理工艺实现氟的回收。湿法处理的分类及优缺点见图1。
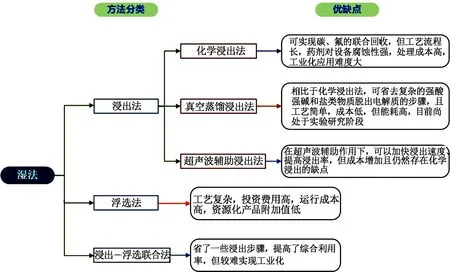
图1 湿法处理的分类及优缺点
1.1 浸出法
1.1.1 化学浸出法
化学浸出法是用强酸(HCl、HNO3等)、强碱(NaOH)和盐类物质(CaCl2)溶解浸出废阴极炭块中的可溶性和不可溶性物质,同时处理氟化物、氰化物,分离回收电解质的方法。该方法根据有害酸性气体的产生条件,对废阴极炭块先碱浸后酸浸,以保证氰化物能够充分溶解在碱性浸出液中而不产生HCN气体,从而保障生产和环境安全;而后将酸液逐步加入碱性浸出液中,混合过程始终维持浸出液呈碱性,控制pH=9,既避免产生HCN、HF等有毒气体,又利于析出冰晶石。
石忠宁等[9]在李伟[10]研究的基础上,开发了一种酸碱联合处理废阴极炭块的方法,该方法先用NaOH溶液浸出废阴极炭块中的NaF,再用盐酸处理残渣,获得了纯度为97%的碳粉;然后直接蒸发碱浸出液,结晶得到NaF;同时将酸浸出液与一部分碱浸出液反应,调整浸出液pH至9,制得Na3AlF6;再用漂白粉处理产生的废水以分解其中的氰化物,过滤沉淀得CaF2;最后过滤,将所得滤液蒸发结晶得到NaCl,完成了废阴极炭块的全部处置。SHI等[11]也采用碱酸两步浸出法对废阴极炭块进行处理,回收得到冰晶石和碳粉,并得出了浸出温度、时间和液固比对浸出率的影响规律。该方法处理过程中酸、碱用量较大,浸出液采用多效蒸发结晶回收NaF、NaCl,能耗高,蒸汽需经冷凝回收。该工艺产生的废水难处理,采用氯漂分解氰化物与当前环保政策存在冲突,需采用氧漂处理。为实现零排放,工艺产生的废水的处理等仍需进一步研究。
张宏忠等[12]通过化学浸出法分离废阴极炭块中的氟化物,以氯化钙为药剂,回收可溶氟化物,通过实验得到pH、药剂用量、反应时间、温度对氟化物回收效果的影响,并得到浸出次数对氟化钙产量以及浸出残渣成分的影响,结果表明:在液固比为8∶1、浸出时间为15 min的条件下,依据浸出液初始pH添加理论需要量的CaCl2·6H2O,在100 ℃下反应45 min,得到的氟化钙回收效果最佳;第二次浸出氟化钙回收率仅为第一次的1/10,随着浸出次数的增加,残渣中石墨的纯度逐渐增大,但是处理成本明显增加。仇振琢等[13]也进行了类似的研究。
化学浸出法存在工艺流程长、设备要求高、腐蚀性强等缺点,同时废水产生量大、含盐高、生化性差,难以实现达标排放,需经过多效蒸发结晶或膜处理,成本高,很难实现工业化。
1.1.2 真空蒸馏浸出法
该方法是将废阴极炭块置于真空环境中蒸馏,使氟化物挥发结晶、氰化物高温分解,同时达到提纯碳的目的。LI等[14]采用真空蒸馏方法处理废槽衬,在700 ℃温度下,NaF、Na3AlF6等可溶性氟化物在冷凝器中冷凝,从废槽衬中分离出后可返回铝电解槽中重复使用;废渣中富含的碳和氟化钙可作为钢铁行业的替代燃料和还原剂,以减少焦炭和萤石的消耗。
XIE等[2]提出了一种联合控温-真空处理工艺,探究了温度、真空度、停留时间等因素对最终碳提纯和电解质回收的影响,研究发现,在温度为1 700 ℃、真空度为3 kPa、停留时间为2 h时,能实现氰化物的完全分解,可溶性氟化物质量浓度降至3.5 mg/L,且炭块的固定碳质量分数高达97.89%,同时有助于脱毒后的电解质回收。
王耀武等[15]提出了一种真空蒸馏后再进行浸出的方法,实现了NaF、Na3A1F6和金属钠的分离,分离物随着蒸汽逸出,并在结晶器中结晶,在蒸馏温度为1 200 ℃时得到的碳粉纯度高于91%,杂质主要为CaF2和Al2O3。
对比化学浸出法,真空蒸馏的方法省去了复杂的强酸强碱和盐类物质脱除电解质的步骤,工艺相对简单且成本低,但也存在能耗高的缺点,目前尚处于实验研究阶段。
1.1.3 超声波辅助氧化浸出法
该方法是利用场的作用加快浸出,即将废阴极炭块颗粒置于超声波环境中,加入化学试剂(强酸、强碱、氧化剂等)在超声波辅助作用下加快其浸出,提高浸出率。
SATERLAY等[16]研究了超声波对处理废阴极炭块颗粒的影响,结果表明:使用超声波后,炭粉中可溶性氟化物、氰化物的浸出时间从24 h缩短至1 h;CN-在超声波作用下可被H2O2氧化。XIAO等[17]也进行了类似的研究,发现使用超声波辅助碱液浸渍可使处理时间比常规工艺缩短55.6%,杂质去除率更高;且浸出过程中电解质组分与碳质材料的分离更容易、更彻底,碱浸出滤液的氰化物含量明显降低。
基于以上研究,可预测在采用“超声波+双氧水氧化+碱浸”工艺后,可更加容易地实现电解质组分和碳素材料的分离,浸出液中氰化物的含量会进一步降低或氰化物完全分解,但这仍需要通过实验进行验证。
超声波浸出法的本质仍为化学浸出法,除加快了浸出速度外,仍存在化学浸出的缺点。
1.2 浮选法
浮选法是利用物质的亲水性、疏水性原理,采用物理和化学相结合的方法,分离废阴极炭块颗粒中的碳和电解质的方法[18-19]。
鲍龙飞等[20]采用煤油、柴油、松节油等作为捕收剂浮选分离废阴极中的碳与电解质,试验结果表明:采用柴油作为捕收剂分选效果最好,碳回收率为91.6%,选出物碳质量分数为67.5%;多级浮选可进一步提高碳回收率和降低电解质的含碳量,但也会增加成本;该分选工艺不会产生二次污染。
李楠[21]研究了浮选法分离废阴极中的碳和电解质的工艺条件,得到了捕收剂的乳化和复配、起泡剂、抑制剂、分散剂和pH调整剂等对浮选结果的影响规律,获得了适宜的浮选条件和指标:入选粒度为-0.074 mm质量分数占90%,浮选机转速为1 600~1 800 r/min,矿浆质量分数为25%~33%,捕收剂加药搅拌时间为10 min;采用乳化煤油作为捕收剂可提高粗精矿的碳品位和碳回收率;当复配油中汽油的质量分数为75%时,分选效果最佳;当以松醇油为起泡剂时,添加水玻璃可提高粗精矿的碳品位,并提高浮选速率;精矿碳品位为82.3%,碳回收率为88.5%,尾矿碳品位为6.8%,电解质回收率为89.3%。该技术在宁夏、云南、广西的电解铝企业均建有生产线[22],可分为粉磨、浮选、蒸发和焙烧4个工段。粉磨是将废阴极炭块磨碎至浮选工艺要求的粒度;浮选是加入起泡剂、捕收剂、抑制剂、分散剂和pH调整剂等,经粗选、精选和扫选得到碳粉和矿浆;矿浆蒸发得到电解质和较高纯度的碳粉;电解质经焙烧后得到高纯度的电解质,回用于电解铝工艺。浮选法对铝电解企业分类管理固体废物的要求较高:浮选过程中,可能释放出HCN、H2、NH3、CH4等有毒易燃气体,存在安全隐患;同时碳粉中氟质量分数仍然高达2%,需深度除杂后才能实现高值化利用;使用的浮选药剂对设备腐蚀严重;含氟废水中的氰化物和氟化物会产生二次污染。因此,该技术尚未得到大规模推广应用。
浮选法工艺复杂,投资费用和运行成本高,资源化回收产品附加值低,如能进一步改善浮选条件和减少浮选药剂用量,提高分离效果,此方法将具有较好的应用前景。
1.3 浸出-浮选联合法
仅采用浸出法时,工艺流程长且复杂,成本高。如在浸出前先浮出易分离物质,可简化浸出流程,有利于提高综合回收率。马建立等[23]指出浮选-浸出是目前处理电解铝工业危险废物的最佳工艺。
刘志东等[24]研究了碱浸加浮选处理废阴极炭的工艺,该方法先对废阴极炭进行碱浸,浸出其中的可溶氟化物及部分冰晶石,然后过滤,在所得滤液中加入盐酸将其pH调整至9,析出冰晶石;对滤饼调浆后进行浮选,溢流泡沫中精矿碳质量分数达95.21%,电解质质量分数为4.79%,浮选槽底尾矿中电解质质量分数为95%,碳质量分数为5%;进一步在500~600 ℃下煅烧得到电解质,其纯度可达98%。
2 火法处理
废阴极炭块中碳含量高,可用作燃料或还原剂,在燃烧或高温碳还原的过程中氰化物会分解,多采用超高温煅烧法、高温焙烧法、高温水解法、协同处置法、还原法、共燃法等火法处理工艺实现资源化利用。火法处理的分类及优缺点见图2。
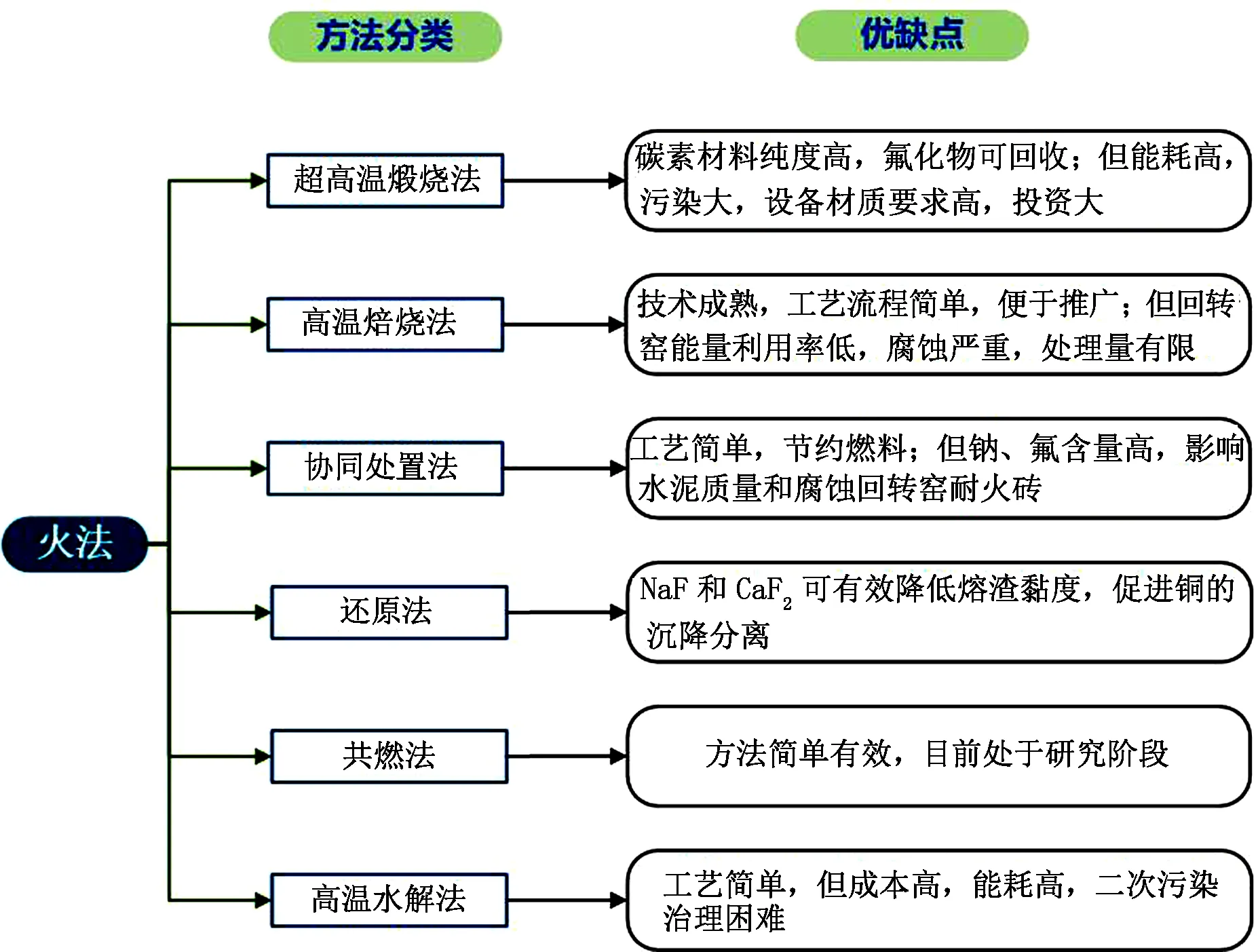
图2 火法处理的分类及优缺点
2.1 超高温煅烧法
超高温煅烧法是利用废阴极炭块石墨化程度高、氟化物熔点低、氰化物易分解的特点,在2 000~3 000 ℃的高温、真空环境中实现碳和氰化物、氟化物的分离,得到高纯度的石墨质碳素材料。高温下挥发的HF、F2等气体可通过水喷淋吸收,也可通过氧化铝床回收。
浅议监理单位如何协同业主进行项目管理……………………………………… 袁小军,道璐,曹传新(8-207)
申士富等[25]公开了一种电解铝废阴极炭块的高温处置方法,该方法是将粒径为3~15 mm的废阴极炭块颗粒置于2 600~2 800 ℃的超高温真空电炉中焙烧,得到固定碳质量分数为97%的碳素材料;高温烟气经水雾吸收、过滤烘干等工序处理后得到可回用于电解铝中的氟化物。
超高温煅烧法得到的碳素材料纯度高,回收的氢氟酸或AlF3可回用于电解铝过程中;但存在能耗高、污染大、设备材质耐高温要求高和投资大等缺点,很难大规模工业化应用。
2.2 高温焙烧法
高温焙烧法是以CaCO3、CaO、含SiO2的物料等为添加剂,以烟煤为燃料,采用回转窑进行焙烧处理的方法。焙烧温度一般在900~1 200 ℃,氰化物在700 ℃以上分解为CO2和NOx,氟化物生成CaF2等固体化合物。烟气用氧化铝吸附、石灰水淋洗,石灰水可循环利用。
王一飞等[26]发现在废阴极炭块中加入40%的白云石进行高温处理时,850 ℃下白云石高温分解所得的CaCO3可以有效地将氟化物转化为CaF2,高温焙烧还可以消除废阴极炭块中的氰化物等有害物质,所得产物CaF2和MgO可以作为硅热法炼镁的原料。
李旺兴等[27]公开了一种铝电解槽废槽衬的无害化处理方法,提出以含氧化钙的矿物为反应剂,以烟煤为燃料,采用回转窑高温焙烧,所得灰渣的可溶性氟化物及氰化物质量分数下降95%以上,可溶性氟化物质量浓度低于50 mg/L,氰化物质量浓度低于1.0 mg/L,满足《危险废物鉴别标准 浸出毒性鉴别》的要求,因此灰渣不再属于危险废物,排出后可直接进行填埋处理。
高温焙烧法是目前危险废物处理的最常用方法。对废阴极炭块而言,高温条件下,氰化物转化彻底,废气采用半干法或湿法脱氟,就能满足环保要求,只产生烟气吸收废水。同时,回转窑技术成熟,工艺流程简单,便于推广;缺点是能量利用率低(50%左右),处理量有限,含氟废气对设备腐蚀严重。
2.3 协同处置法
协同处置法是指在进行产品生产的同时,实现对危险废物的无害化处置。
杨会宾等[28]将废阴极炭块替代部分无烟煤用作水泥熟料烧结燃料的试验表明,每吨熟料配加废阴极炭块5 kg,产生的烟气中氟含量低于标准限值,各点氰化物质量分数不高于1×10-5%,不会对人和环境造成危害,水泥熟料质量也不受影响。
协同处置法的优点是工艺简单、节约燃料;主要弊端是废阴极炭块中的钠含量较高,它会降低水泥强度、影响水泥的质量,同时会腐蚀回转窑内的耐火砖。
为了合理有效地处置危险废物,环境保护部在2013年公布实施了《水泥窑协同处置固体废物环境保护技术规范》(HJ 662-2013)。在政策支持下,危险废物协同处置方式备受关注,但因规定了入窑物料的氟质量分数必须低于0.5%,水泥生产企业据此向废阴极炭块供货厂家收取高额的处置费,大大限制了废阴极炭块的协同处置。
2.4 还原法
还原法即利用废阴极炭块作为还原剂,实现金属的冶炼或回收。
研究表明[31-33],废阴极炭块作为还原剂用于提取铜转炉渣中的铜及其伴生的钴是可行的。当废阴极炭块的加入量为8%~12%时,铜转炉渣中的铜和钴可以被有效还原回收,铜的回收率在95.52%以上,钴的回收率在91.40%以上;且废阴极炭块中大量的氟固化在贫化渣中以难溶的氟化物形态存在,此外在贫化渣中未检出CN-,因此贫化渣不属于危险废物。
废阴极炭块在转炉炼钢中的工业化应用结果表明,转炉炼钢渣的固氟率可达93.10%,可以实现无害化与资源化利用[34]。
2.5 共燃法
共燃法是利用废阴极炭块含碳量高、热值高的特点,将煤和废阴极炭块以适当的比例掺混共同作为煤粉锅炉的燃料,实现废阴极炭块的资源化利用。
ZHANG等[1]认为在煤中掺入5%的废阴极炭块可促进燃烧,同时指出煤粉锅炉满足处置废阴极炭块的燃烧温度要求。CHEN等[35]认为掺烧不超过10%的废槽衬时,飞灰、炉渣、脱硫石膏中可溶性氟的质量浓度仍小于100 mg/L,CN-质量浓度也未被检出,因此不属于危险废物。这为基于煤粉锅炉的共燃法处置废阴极炭块提供了重要的理论依据。这一方法有望成为废阴极炭块处置的最简单、最有效的方法。该方法仍处于研究阶段,需对废阴极炭块的掺混量、烟气脱氟、锅炉的积灰、结渣和腐蚀特性等展开深入研究。
2.6 高温水解法
高温水解法同火法类似,即在1 000 ℃以上的高温环境中,废阴极炭块中的氟化物与氰化物发生水解,在分解氰化物的同时,也实现了氟化物的转化回收[36]。该方法工艺简单,但存在处理成本高、能耗高、二次污染治理困难等缺点,未能得到广泛应用。
火法处理的本质就是利用炭的热值在高温下实现氟化物、氰化物的分解、转化和迁移(见图3)。
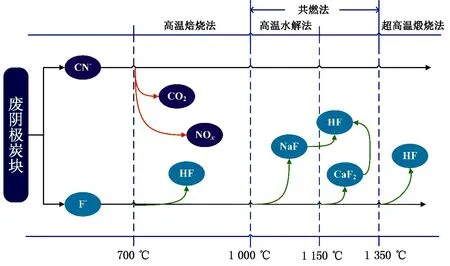
图3 火法处理氟化物、氰化物的气态转化路径
3 湿法-火法联合处理
近年来,湿法和火法联合处理废阴极炭块越来越受关注,主要有浸出-煅烧法、焙烧-浸出法、浸出-共燃法等联合处理方法。此类方法可以在一定程度上缓解单独使用湿法或火法带来的问题,实现废阴极炭块的无害化处置和资源化利用。目前这些方法均尚处于研究阶段。
3.1 浸出-煅烧法
曹晓舟等[37]研究了水洗—化学浸出—煅烧工艺回收废阴极炭块中的氟化物和碳,考查了以硫酸铝溶液作为浸出液时的浸出温度、浸出时间和pH等对氟化物浸出的影响,得出了适宜的工艺参数;浸出液中氟化物以Na5Al3F14和Al2[(OH)0.46F0.54]6·H2O的形式析出;在溶液温度为90 ℃、pH为5.5、浸出时间为180 min时,氟回收率最大,为99.7%;高温煅烧后氟化物为Na5Al3F14和AlF3,可以用作电解铝的原料。
3.2 焙烧-浸出法
梁诚等[38]提出了一种以Na2CO3为添加剂,对废阴极炭块进行焙烧—水浸来回收碳和氟的方法,工艺流程为:先在坩埚电炉中将Na2CO3与炭渣按质量比2.5∶1混合,然后在950 ℃下焙烧2 h,再在pH=13和25 ℃下加水浸出1 h,浸出液经过滤、水洗烘干后得到碳粉,其纯度可达89%;最后通过碳酸化法回收浸出液中的氟离子获得粉状冰晶石。该焙烧—水浸工艺不存在废气与废水的排放问题,能实现炭渣的资源化和无害化利用。
3.3 浸出-共燃法
未来的研究中,煤粉锅炉协同处置废阴极炭块可能会受废阴极炭块掺混量的影响,因此需要预先处理废阴极炭块,回收其中的氟,以减少烟气中气态氟的波动。浸出-共燃法有望成为未来的研究热点。
4 展望
随着煤炭资源的日益枯竭和国家大宗危险废物“点对点”资源化利用政策的出台,基于煤粉锅炉的共燃法处置废阴极炭块方案有望成为最有效、最根本的资源化利用方案。同时,为实现废阴极炭块的高值化利用,需深入探究湿法-火法联合处理工艺,其中湿法工艺需要进一步从节能、降耗、减污等方面加强研究,火法工艺需要从掺烧量、腐蚀等方面加强研究,以寻求工业化利用的经济平衡点。
猜你喜欢
工业加热(2024年2期)2024-05-02 02:44:27
有色金属设计(2023年4期)2024-01-11 12:10:26
湿法冶金(2021年5期)2021-10-14 11:19:58
天津化工(2019年6期)2019-12-10 00:40:08
食品与健康(2019年7期)2019-07-18 01:40:55
中国有色金属(2018年14期)2018-08-03 07:47:04
电镀与环保(2017年3期)2017-06-23 08:24:52
西藏科技(2016年9期)2016-09-26 12:21:42
表面工程与再制造(2014年2期)2014-02-27 06:45:42
有色金属设计(2012年2期)2012-09-25 03:45:46