基于机械挺杆复合磨削浮动薄膜夹具的设计*
2021-12-18 13:38:16武亚平李妙玲
制造技术与机床 2021年12期
武亚平 孟 瑾 李妙玲
(洛阳理工学院机械工程学院,河南 洛阳 471023)
挺杆是汽车发动机配气机构的重要组成部分。机械挺杆的实物如图1所示。挺杆的一端与凸轮接触,另一端与气门接触。它的作用是将凸轮的推力传给气门[1],如图2所示。在挺杆的底端的内孔里装有调整垫片,可满足气门的间隙要求。而底端的内圆及端面的加工精度直接影响到调整垫片的使用寿命。现有的加工方法很难保证其尺寸公差和形位公差的要求。本文采用一种全新的浮动薄膜夹具,能解决以上存在的问题。

1 技术要求与工艺分析
1.1 技术要求
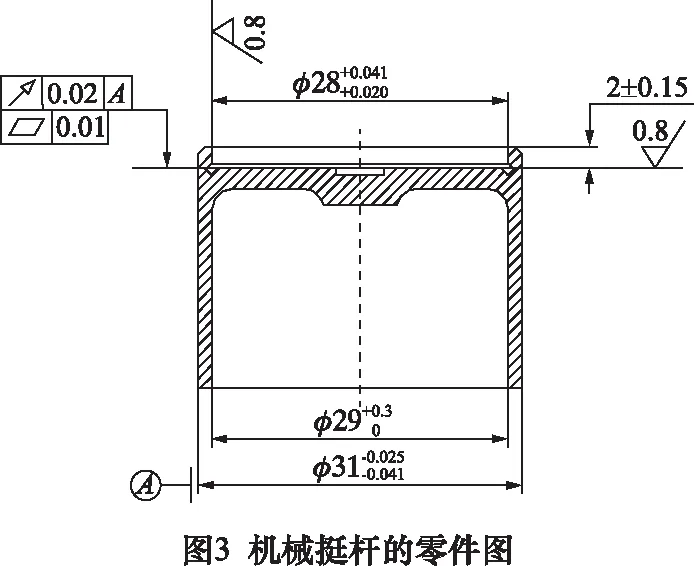
机械挺杆的零件图如图3所示。材料为20Cr,渗碳处理。磨削加工时硬度约为60 HRC,为热处理后进行精加工。底端装有调整垫片,与凸轮接触。口端与气门机构联接。本工序主要是磨削φ28 mm的内孔(上偏差为+0.041 mm,下偏差为+0.020 mm,7级精度)和粗糙度为0.8 μm的端面,为复合磨削。同时还要保证φ28 mm的尺寸公差和端面的跳动公差。该零件属于薄壁类零件,壁厚为1 mm。在机械加工过程中很容易发生弹性变形,且口端比底端变形量大[2]。磨削结束后,工件回弹,很难保证垂直度的要求。
1.2 工艺分析
在磨削加工之前,口端的外圆和内孔已加工完成。待加工部位是底端的内孔和端面。应选择口端的已加工部位作为定位基准。这样可保证在一次装夹的过程中,实现底端的内孔和端面的同工位加工,从而保证形位误差。
对于这种薄壁零件的磨削,国内外很多学者都做过相关研究:赵东宏等人[3]设计了多点式环形夹具,通过增加夹具和工件的接触点来减小工件的变形;邓吟等人[4]通过有限元仿真分析,根据变形趋势来选择最优的装夹方式;杜威等人[5]对夹具进行改进,在芯轴的凸块上安装螺纹顶丝,限制径向自由度;杜海清等人[6]通过油泥填充的方式来提高薄壁零件的系统刚性。针对以上问题,本文提出了一种浮动薄膜夹具。该夹具在底端采用硬点支撑、在口端采用浮动支撑。使夹紧点处的摩擦系数增大,从而降低了薄壁类零件的夹紧变形,提高挺杆的加工质量。可实现端面和内径表面的同时加工,提高生产效率。
2 浮动薄膜夹具的结构原理
浮动薄膜夹具又称膜片定心夹具,是利用薄膜卡盘受推力后产生均匀弹性变形,实现对工件的自动定心和夹紧,结构见图4。工件底端采用硬点支承,口端采用浮动支承。这样既可避免过定位,同时可减小弹性变形。这种夹具结构简单,具有较高的定心精度。装夹工件迅速,定位可靠。安装时,先用内六方螺钉9将顶块10和定位块8装在薄膜卡盘1上。定位块8的螺纹孔中装有螺杆3。定位块8和螺杆3采用螺纹联接,可调节螺杆3的轴向位置。螺杆3的右端面是球形,与工件口端的凸台为点接触,可实现对工件的轴向定位。而且,工件在轴向的位置可通过螺杆3来调整。工件的径向定位通过薄膜卡盘1上的紧固螺栓2和6来实现。紧固螺栓2采用的是浮动夹紧方式,紧固螺栓6采用的是硬点夹紧方式。
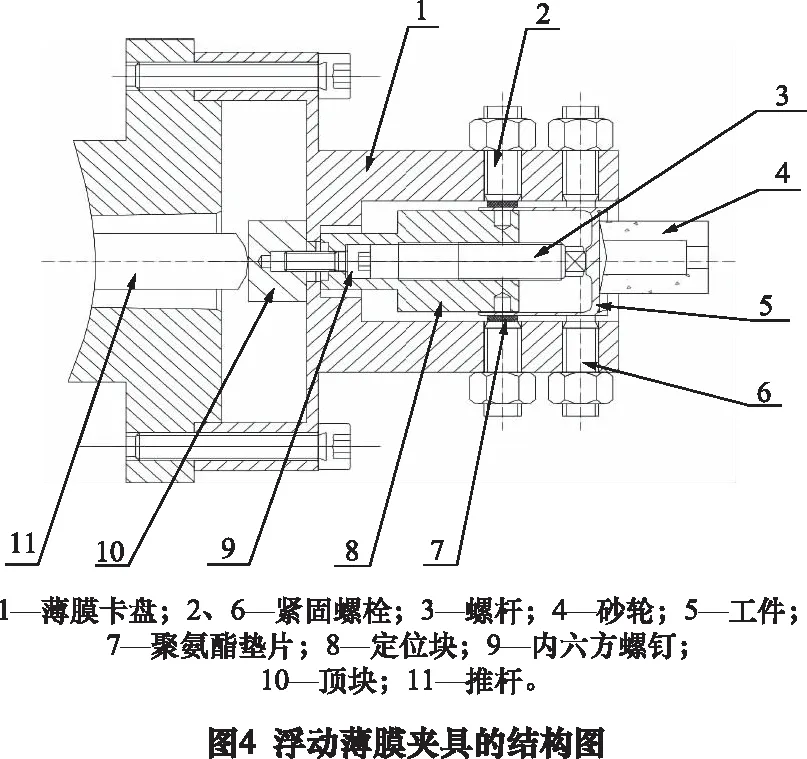
硬点夹紧,就是紧固螺栓6和工件5之间的定位为金属与金属的接触,这种定位方式摩擦系数较小。但在对工件5进行磨削时需要较大的夹紧力,这样会导致因夹紧力大而使工件5变形。而紧固螺栓2与工件5之间的定位改进为浮动夹紧,即在紧固螺栓2的接触点为非金属材质(如聚氨酯),这样可以增大摩擦系数,减小工件5在磨削时的变形[7]。如果紧固螺栓2和6都采用硬点夹紧,这样会导致工件过定位,而且会变形,工件外圆的圆柱度就无法保证。而底端采用硬点支承,口端采用浮动支承,这样就有效地解决了过定位问题,既不会使工件变形,同时也保证了工件5与薄膜卡盘1的同轴度。
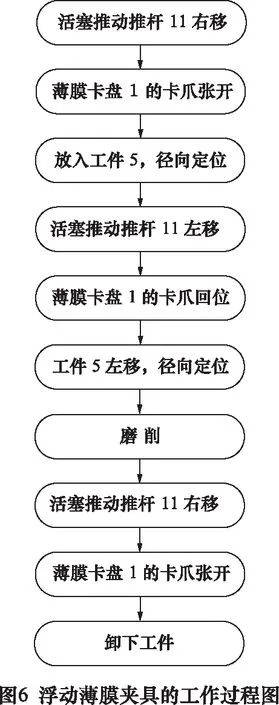
该夹具的工作过程如图6所示。在进行工件的装夹时,油缸的活塞杆有一个向右的水平推力,通过推杆11作用在顶块10上。薄膜卡盘1在这个推力下会发生弹性变形,右端张开,夹紧工件。推杆11左移,薄膜卡盘1回位,并推动工件5左移,保证工件5的内凸台与螺杆3的右端接触,完成轴向定位。磨削完成后,推杆11再向右运动,薄膜卡盘1的右端再次张开,将工件卸下。浮动薄膜夹具的使用,既保证了工件的正确装夹,又能在同一个工位完成对内孔和端面的复合磨削,满足设计要求。
3 夹具的关键零件设计
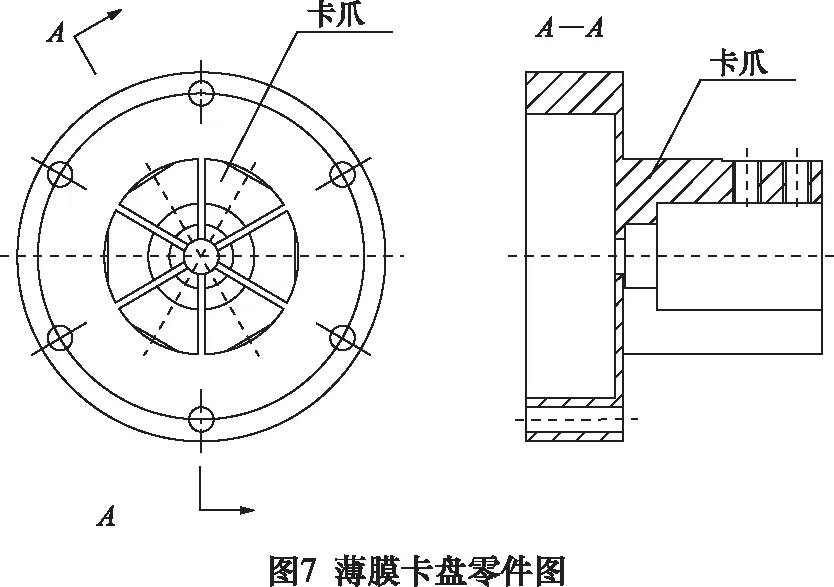
薄膜卡盘1是该夹具的最关键的零件,结构如图7所示。为了使薄膜卡盘有足够的弹性,装卸工件时能快速地收缩和胀开,在轴向开了4个(或6个,偶数个)均布的等分长槽。当薄膜卡盘受到活塞杆向右的水平推力时,套筒上的4片会胀开,从而实现对工件的装卸。如果等分槽切割不均匀,4个弹片的变形会有差异,导致和工件的接触不均匀。弹性部分频繁地胀开和收缩,为了防止断裂或产生永久变形,弹性套要有足够的韧性、耐磨性和抗疲劳性。所用材料为40Cr,淬火处理,硬度为43~48 HRC。
薄膜卡盘1是该夹具的关键零件,加工精度必须达到图纸要求。当薄膜卡盘全部加工完成后,再切槽。在进行挺杆的磨削时,要先装工件,再夹紧。当磨床不工作时,薄膜卡盘1应处于非工作状态,防止卡爪产生永久变形。
4 结语
本文所设计的浮动薄膜夹具,主要适用于机械挺杆等类似结构的薄壁零件。该夹具在挺杆底端采用硬点支撑、在口端采用浮动支撑。使夹紧点处的摩擦系数增大,从而降低了薄壁类零件的夹紧变形,提高挺杆的加工质量。可实现端面和内径表面的复合磨削。工件在装卸时快速方便,定心精度、重复定位精度高。且夹具成本低,使用寿命长,较好地解决了薄壁零件在加工时易变形、重复定位精度差的难题。最终能保证零件的尺寸公差和形位公差,满足了产品的使用性能。
猜你喜欢
船舶标准化工程师(2023年2期)2023-09-30 22:51:45
内燃机与配件(2022年2期)2022-01-17 23:46:44
中国铁路(2020年7期)2020-10-09 07:43:24
制造技术与机床(2018年12期)2018-12-23 02:41:06
制造技术与机床(2018年11期)2018-11-23 01:08:04
北京汽车(2018年2期)2018-05-02 02:01:24
中国设备工程(2018年7期)2018-04-21 03:43:39
制造技术与机床(2017年9期)2017-11-27 02:13:48
制造技术与机床(2017年2期)2017-05-04 04:17:34
河南科技(2014年6期)2014-02-27 14:06:32