
Ti55531钛合金零件超音速喷涂碳化钨工艺研究
2021-12-13 08:23田军,李博
新技术新工艺 2021年11期
田 军,李 博
(中航飞机起落架有限责任公司,陕西 汉中 723200)
Ti55531是一种新兴的近β型超高强度钛合金,其名义成分为Ti-5Al-5V-5Mo-3Cr-1Zr。该合金拥有良好的淬透性和较宽的加工工艺范围,特别适合制造必须承受巨大应力的零部件,比较适合用于结构件和起落架、机翼、发动机挂架之间连接装置等,在航空航天工业中日益受到青睐[1-2]。与传统近β型合金Ti-1023相比,该合金冶炼、加工成本低,不会出现明显的成分偏析,具有强度优异和断裂强度高等优点,逐渐有取代Ti-1023的趋势[3]。目前,对该合金的热处理工艺已有许多研究[4-5],但对表面处理工艺方面的研究尚不多见。本文研究的Ti55531钛合金超音速喷涂WC-10Co4Cr工艺,为新研产品的加工提供了依据。
1 工艺试验
1.1 试样
除结合力试样材料为TC4外,其余试样材料为国产Ti55531钛合金,符合Q/1SM 1004—2020标准,表面粗糙度≤Ra0.8 μm,性能检测项目及试样要求见表1。表1中,涂层外观、厚度允许在结合力试样上进行。
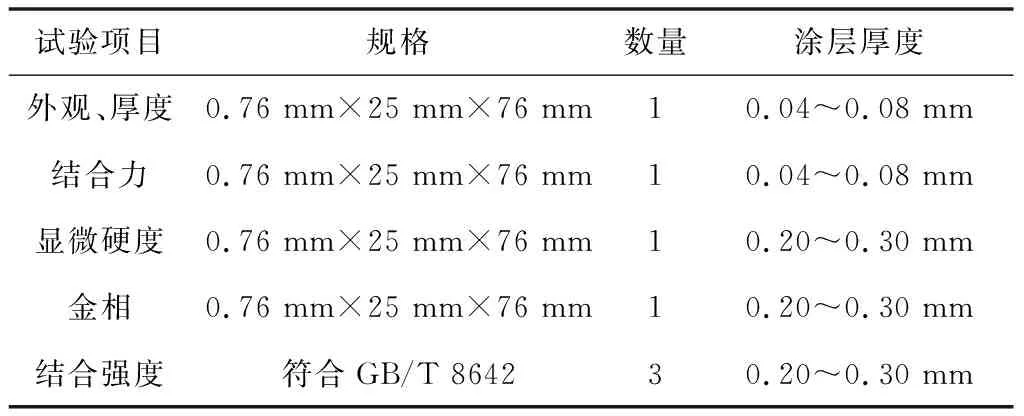
表1 性能检测项目及试样要求
1.2 试验仪器
硬度检测采用HMV-G-FA-D型显微维氏硬度计;涂层金相组织使用奥林巴斯BX41M显微镜;涂层结合强度测试使用RCM-4100型常温持久强度试验机。
1.3 喷涂工艺
参照国外钛合金超音速火焰喷涂工艺,并结合公司TC18钛合金超音速火焰喷涂碳化钨加工经验,制定了2种Ti55531钛合金喷涂WC-10Co4Cr工艺,流程如下。
1)工艺1:喷涂前验收→除油→吹砂→保护与装夹→喷涂→检验→磨削→终检。
2)工艺2:喷涂前验收→除油→酸洗和钝化→保护与装夹→喷涂→检验→磨削→终检。
1.3.1 喷涂前验收
零件表面不应有严重油污以及划痕、裂纹、残留焊药或孔洞等缺陷。
1.3.2 除油
依次用丙酮和酒精对待喷涂表面进行除油,清洗后在3 h内进行喷涂。
1.3.3 吹砂
采用胶带、胶皮或专用工装等对零件的非吹砂区域进行保护。在0.42~0.55 MPa的风压下,采用直径d为250~325 μm(45~60目)的氧化铝吹砂,不允许砂粒滞留在任何部位。吹砂后,待喷涂表面粗糙度应为Ra(3.0~3.8)μm,为均匀无光泽表面。
1.3.4 酸洗和钝化
经过喷丸的钛合金零件依次进行酸洗和钝化,未经喷丸的钛合金零件只进行酸洗。
1)酸洗溶液及参数。150~450 mL/L的HNO3(ρ=1.40 g/mL),20~100 mL/L的HF(40%),θ=18~45 ℃,t=2~15 min[6]。
2)钝化溶液及参数。450~560 mL/L的HNO3(ρ=1.40 g/mL),θ=49~54 ℃,t=10~20 min。
1.3.5 保护及装夹
使用喷涂用耐热胶带或专用工装等对零件非喷涂部位进行保护。将零件装夹在合适的夹具上,将夹具安装至可调节转速的转台上。若零件可直接安装至转台上,允许不使用夹具。
1.3.6 喷涂
1)喷涂前将喷涂粉末在100 ℃烘箱中至少保温2 h。
2)喷涂性能试样时,喷涂角度应与实际零件的喷涂角度相同,一般保持在90°±5°,特殊情况下最小喷涂角度应≥45°。若零件喷涂时需旋转,其性能试样喷涂时应采用与零件喷涂相同的旋转速度和喷枪移动速度。
3)性能检测项目全部合格的情况下才能开始零件的喷涂。
4)喷涂开始前应对零件预热,温度不超过120 ℃。在喷涂过程中,钛合金零件基体温度不应超过148 ℃。喷涂工艺参数:氧气680 L/min,煤油18 L/h,喷涂距离320 mm,送粉量60 g/min,送粉百分率14%,送粉搅拌轮转速60 r/min。
1.3.7 检验
涂层表面应均匀、连续,无片状剥落、散裂、碎屑、气泡、翘皮或可见的裂纹;涂层表面粗糙度应≤Ra3.2 μm;涂层厚度应符合工艺文件的规定。
1.3.8 磨削
选用金刚石砂轮,磨料直径d为61~80 μm(180~240目),外圆面的线速度为24~32 m/s,工件表面线速度为0.3~0.5 m/s,粗磨进给量为0.02 mm,精磨进给量为0.005 mm,磨削后涂层表面粗糙度应≤Ra0.8 μm[7]。
1.3.9 终检
磨削后的涂层表面应均匀、连续,无可见的裂纹;涂层表面粗糙度应≤Ra0.8 μm;涂层厚度应符合图样的规定。
1.4 检测要求
1)结合力。试样涂层面向外,绕直径φ12.7~φ13 mm的棒弯曲成180°,弯曲速度为8°/s~10°/s,涂层主要部分不应出现剥落或与基体分离,但涂层裂纹和距离试样边缘2 mm内出现的少量剥落应视为合格。
2)显微硬度。按照GB/T 4342—1991《金属显微维氏硬度试验方法》,试验载荷为300 g,载荷保持时间为15 s。测试涂层截面上均匀分布的10个以上点,显微硬度≥950 HV300为合格。
3)金相组织。允许从显微硬度试样上取样,试样应垂直于涂层与基体界面方向切割,切割后的试样经清理后镶样,试样研磨和抛光时尽量保持涂层处于受压状态,抛光需要使用金刚石抛光膏或金刚石喷雾剂。涂层金相要求见表2。表2中,氧化物、孔隙率、界面污染物和外来颗粒这4项的数据是所观察区域面积上的最大允许百分比。

表2 涂层金相要求
4)按GB/T 8642—2002《热喷涂 抗拉强度的测定》测试涂层结合强度,≥70 MPa为合格;如果出现<70 MPa的胶断,则应重新胶粘试样并测试;出现<70 MPa的涂层破坏,为不合格。
2 试验结果与讨论
2.1 工艺对比
工艺1与工艺2的主要差别是前处理方式不同,工艺1对钛合金的前处理采用吹砂方式;工艺2采用酸洗和钝化的方式。2种前处理方式在除去钛合金表面钝化膜、活化基体,提高涂层与基体结合力这方面的作用是一致的,从试验结果看均满足要求。但从实施过程来看,吹砂较酸洗和钝化工艺简单,无氢脆风险,同时对环境的污染相对易于控制。
2.2 结合力
采用弯曲法进行结合力检验,按2种工艺喷涂的试样涂层均未出现剥落或与基体分离现象,结合力合格,外观如图1所示。研究表明,钛合金喷涂前处理采用吹砂或酸洗和钝化均能除去其表面氧化膜,有利于提高涂层的结合力[8]。

a)工艺1结合力试样
2.3 显微硬度
检测试样涂层截面上均匀分布的12个点,工艺1涂层最小显微硬度为987 HV300,工艺2涂层最小显微硬度为1 004 HV300,均>950 HV300的要求,硬度合格。
2.4 金相组织
使用奥林巴斯BX41M显微镜观察涂层,按工艺1和工艺2涂层性能指标均符合表2的要求,金相组织合格(见图2)。分析认为:涂层组织主要受喷涂粉末及喷涂工艺影响,2种不同工艺处理的钛合金采用同一种喷涂粉末和相同工艺喷涂的涂层金相组织很接近,符合理论预测。另外,吹砂后待喷涂表面粗糙度为Ra(3.0~3.8)μm,较酸洗和钝化表面粗糙,在金相组织中也有所显示。
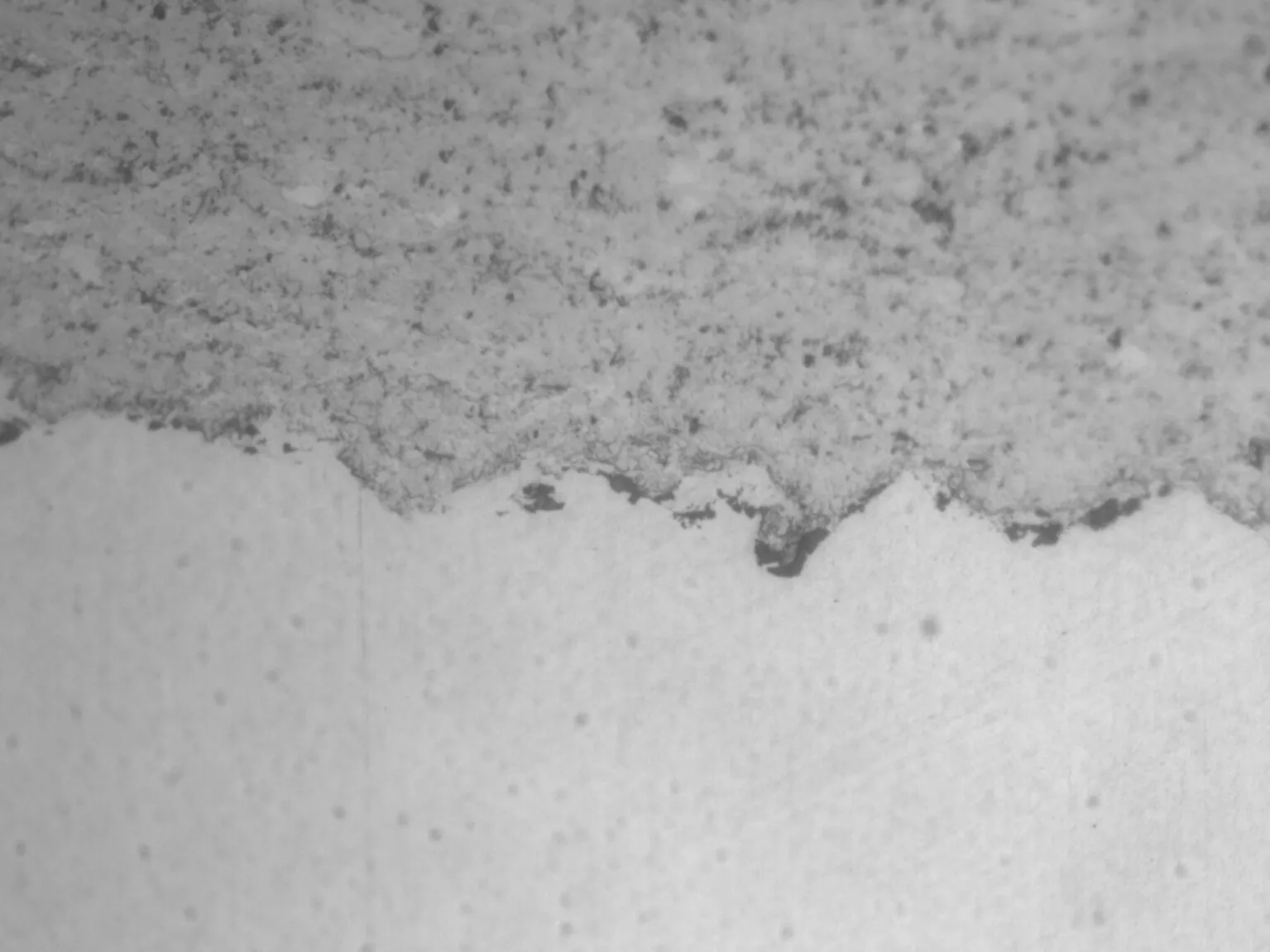
a)工艺1金相试样
2.5 结合强度
按GB/T 8642测试涂层结合强度,工艺1涂层结合强度为81、79和82 MPa;工艺2涂层结合强度为78、76和74 MPa。2种工艺涂层的结合强度均>70 MPa为合格。可以认为,2种工艺制得的涂层在结合强度方面没有本质差别。
3 零件的喷涂
按工艺1、工艺2各喷涂4件零件(见图3)送相关单位进行功能试验,结果表明:对Ti55531钛合金采用2种不同前处理方式制得的WC-10Co4Cr涂层,各项性能指标均满足设计要求。

a)工艺1喷涂零件 b)工艺2喷涂零件
4 结语
通过上述研究可以得出如下结论。
1)Ti55531钛合金喷涂WC-10Co4Cr时,前处理采用吹砂或酸洗和钝化的方式,涂层性能均满足要求。
2)对Ti55531钛合金超音速喷涂WC-10Co4Cr,极大地改善了其表面硬度,提高了耐磨性,扩宽了使用范围,应用前景广阔。
3)钛合金超音速喷涂WC-10Co4Cr相对于镀硬铬对环境的污染小,有替代镀硬铬的趋势。
猜你喜欢
大电机技术(2022年4期)2022-08-30
山东冶金(2022年2期)2022-08-08
农业装备与车辆工程(2021年9期)2021-10-04
中国自行车(2018年8期)2018-09-26
山东工业技术(2017年14期)2017-07-18
工业设计(2016年11期)2016-04-16
当代化工研究(2016年9期)2016-03-20
焊接(2016年7期)2016-02-27
电机与控制应用(2015年3期)2015-03-01
钛工业进展(2014年5期)2014-02-28
