聚(己二酸丁二醇酯-对苯二甲酸丁二醇酯)生产技术现状及其研究进展
2021-11-30 07:41付凯妹王红秋慕彦君侯雨璇宋倩倩王春娇
化工进展 2021年11期
付凯妹,王红秋,慕彦君,侯雨璇,宋倩倩,王春娇
(中国石油天然气股份有限公司石油化工研究院,北京 102206)
可降解材料一般是指在自然条件或其他特定处理条件下能完全降解成小分子或含水和二氧化碳的高分子材料。随着塑料废弃物污染已成为全球重点关注的热点问题,可降解材料因其可降解性且降解过程不产生其他废弃物成为国内外为缓解塑料危机及塑料污染普遍采取的措施之一。聚(己二酸丁二醇酯-对苯二甲酸丁二醇酯)(PBAT)因其100%可生物降解,具有断裂伸长率高、柔韧性好、易于规模化生产等优点,是目前最有前途、最受欢迎的石油基可降解共聚酯,主要以1,4-丁二醇(BDO)、己二酸(AA)、对苯二甲酸(PTA)为原料,通过直接酯化或酯交换法合成生产,可应用于多种用途,如包装材料(垃圾袋、食品容器、薄膜包装)、卫生用品(尿布、背巾、棉签)、生物医学领域、工业堆肥等。截至2020年底,我国PBAT产能为26万吨/年,占我国可降解塑料总产能的46%[1],是最主要的石油基可降解塑料。2020年1月我国颁布了《关于进一步加强塑料污染治理的意见》,在新版“限塑令”的持续推动下,近期PBAT呈井喷式过热发展,截至2021 年2 月,据不完全统计,我国PBAT 未来五年新建及拟建产能已超过600万吨/年。
与传统塑料相比,PBAT 存在生产成本高、热力学性能差等缺点,导致应用领域受限,需要通过对PBAT开展改性研究,改善其综合性能,达到低成本生产、绿色可完全降解和高性能的目的。本文主要对PBAT发展现状及其改性研究进行系统性分析和介绍,指出未来PBAT材料的发展方向。
1 国内外PBAT生产技术现状
PBAT 的合成方法主要有直接酯化法和酯交换法。直接酯化法合成PBAT 主要是以AA、PTA、BDO 为原料,在催化剂作用下直接进行酯化和缩聚反应而制得。酯交换法合成PBAT主要是以聚己二酸丁二醇酯(PBA)、PTA、BDO 为原料,在催化剂作用下,先进行酯化反应或者酯交换反应生成对苯二甲酸丁二醇酯预聚体(BT),再与PBA进行酯交换熔融缩聚而制得。目前实现工业化的生产技术均采用直接酯化法工艺。
国外PBAT工艺发展较早,BASF公司于1998年推出可降解塑料PBAT(ecoflex),并得到迅速推广,目前产能为7.4万吨/年。近期,BASF(广东)一体化项目一期将新建6 条PBAT 生产线,合计产能为16万吨/年。意大利Novarnont公司是世界上最早进行生物降解塑料产业化的企业,2004 年,Novamont 公司收购了美国伊士曼公司的“Eastar-Bio”共聚酯系生物降解塑料业务,生产的PBAT商品名是Origo-Bi,产能达到10万吨/年。
我国PBAT 生产技术起步较晚但水平并不落后,应用较为广泛的技术主要来自中国科学院理化技术研究所(简称中科院理化所)、清华大学、聚友化工、仪征化纤等研究院校或企业。其中,聚友化工于2012年建成投产国内第一条万吨级PBAT生产线,国内PBAT 装置的市场占有率超过90%,其主要工艺流程为:将原料连续加入第一酯化釜进行酯化反应,得到共聚酯低聚物后进入第二酯化釜进一步进行酯化反应,所得酯化物先后连续进入第一、第二缩聚釜进行缩聚反应后,通过加入添加剂,最终得到分子量高、熔融指数小于5 的PBAT产品。针对生产过程中会产生副产物四氢呋喃(THF),采用3 座填料塔进行分离和提纯,所得THF纯度高,可进一步回收利用[1]。
由于聚丁二酸丁二醇酯(PBS)、聚对苯二甲酸丁二醇酯(PBT)、PBAT、聚丁二酸-已二酸丁二酯(PBSA)、对苯二甲酸丁二醇酯(PBST)属于同类聚酯,国内有多家可降解塑料生产企业采用(或拟采用)中科院理化所开发的PBS 生产工艺切换生产PBS/PBAT。其PBS/PBAT 合成主要流程与聚友化工工艺流程类似,不同的是通过开发并使用新型Ti-Si 纳米复合高效聚酯合成催化体系,取消了在生产线中加入扩链添加剂的步骤,可生产分子量超过20万的PBS/PBAT产品。通过引入深冷装置和低温深冷技术,对反应副产物THF 进行回收利用,减少对设备的腐蚀,实现了整套装置的THF零排放,形成了具有自主知识产权的PBS/PBAT 生产工艺包及成套生产及应用专利技术[2]。在针对现有装置改造方面,1997 年仪征化纤通过技术引进建成了世界上第一条PTA连续酯化法生产PBT的生产线。主要流程包含原料酯化单元、缩聚单元和添加剂加入单元。通过对现有15 万吨/年PBT 生产装置进行改造,可根据市场需求灵活切换生产PBAT、PBST 和PBSA,于2019 年5 月 成 功 实 现PBST 和PBAT两种可降解塑料工业化生产,2020年10月推出了第3种可降解塑料PBSA[3]。
截至目前,实现PBAT万吨级规模化生产的国内外主要企业及其生产技术如表1所示。通过对比分析,可以看出国内PBAT生产技术成熟,以聚友化工为代表的PBAT 生产技术具有工艺流程连续、副产物处理高效、产品质量好等优点,并已广泛推广应用。中科院理化所开发的一步法生产PBS/PBAT 技术具有减少设备投资和材料损耗的优点。柔性装备的成功开发可适应市场对不同产品的需求,避免了其他生产线只能生产专一产品的局限性,也为企业灵活应对市场变化、实现效益最大化奠定了基础。
2 PBAT技术进展
PBAT 除了具备可完全降解特性外,还具有优异的柔韧性,其拉伸强度及断裂伸长率均高于大多数可降解塑料。PBAT 的性能与低密度聚乙烯(LDPE)相似,因此PBAT 在农用薄膜和包装等领域具有广阔的应用前景,PBAT 与LDPE 的性能对比如表2 所示[4]。从表2 可以看出,PBAT 的熔点和拉伸强度与LDPE相当,但与传统塑料相比,弹性模量代表的力学性能较差,氧气、水汽阻隔性能差以及成本偏高等问题限制了其更广泛的应用。因此,需要针对提高综合性能、降低成本等问题开展PBAT改性研究。
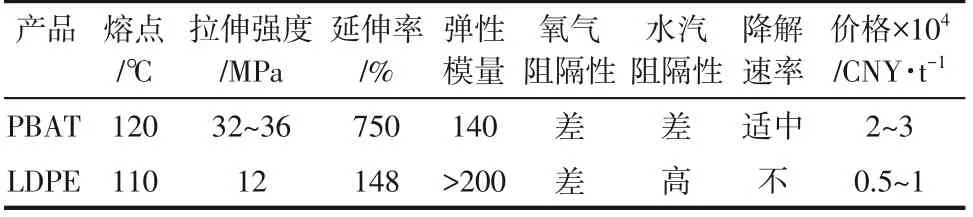
表2 PBAT与LDPE的综合性能对比分析
2.1 PBAT复合材料的制备方法
在PBAT中加入填料是增强其综合性能、降低整体成本和保证可完全降解的有效途径。复合材料主要采用熔体混合、溶剂浇铸和原位聚合3种方法制备。
熔融混合(挤出或注塑)是指将共混所需的聚合物组分在它们的黏流温度以上用混炼设备制取均匀聚合物共熔体,然后再冷却、粉碎或造粒的方法,是制备PBAT 基复合材料最常用的方法。但PBAT 作为疏水基体,其高黏度和非极性结构不利于亲水性填料的分散,从而降低复合材料的力学性能。为了解决这一问题,国内外研究人员提出了对填料进行化学改性以降低其固有亲水性,改善与聚合物基体的相互作用。
溶剂浇铸法是指在常压下将液态单体或预聚物及聚合物注入载体内经聚合而固化成型的方法[5]。采用溶剂浇铸制备的复合材料性能优异,主要是由于反应时间长,为填料提供了足够的时间与PBAT进行相互作用,并生成刚性的3D渗透网络[6],可有效改善其力学性能。相对于其他无溶剂加工技术,溶剂浇铸法制备效率较低,合成成本较高。
原位聚合法是把反应性单体(或其可溶性预聚体)与催化剂全部加入芯材物质中,并在芯材上发生聚合反应,经过单体预聚、预聚体聚合沉积在芯材物质表面形成复合材料的方法[7]。原位聚合是一种具有前景的制备复合材料的方法,天然填料可以均匀地分散在含有聚合物单体的聚合前体溶液中,实现有效地负载,从而提高复合材料的力学性能,并且该方法具有工业化的潜力[8]。值得注意的是,聚合工艺条件(温度、压力)和聚合单体可能会导致填料发生降解,影响其结构完整性,导致聚合度低[9]。
2.2 PBAT的改性
2.2.1 PBAT/其他可降解材料复合改性
聚乳酸(PLA)具有优异的力学性能和良好的可降解性能,针对PBAT 材料力学性能差的缺点,将PLA 与PBAT 进行共混改性,可提高强度和弹性模量,同时PBAT/PLA 复合材料保持良好的可降解性能。Zhao等[10]通过熔融共混法制备了PBAT和立体复合聚乳酸(sc-PLA)的可降解复合材料,PBAT与sc-PLA 共混后,共混物中形成了球形填料的渗透网络结构,表现出更高的屈服应力和模量。为更大程度地提高PBAT/PLA复合材料的力学性能,需改善PBAT 与PLA 的相容性。Lule 等[11]分别研究聚碳酸亚丙酯聚氨酯(PPCU)、氮化硼(BN)对PLA/PBAT 复合材料的改性作用,结果表明PPCU和BN 均能改善与聚合物基质的颗粒黏附性,提高了复合材料的相容性,使其力学性能提高,经BN改性的复合材料还具有更优异的导热性能。Li等[12]以ADR4370F 为扩链剂制备PLA/PBAT 复合膜,当PLA/PBAT/ADR的比例为40∶60∶0.15时,薄膜的密封强度最高。
PBAT 除了与PLA 共混外,李发勇等[13]通过熔融共混制备了增塑改性聚乙烯醇(TPVA)与PBAT的复合材料,聚乙烯醇(PVA)是一种水溶性聚合物,可生物降解,PVA 的熔点与其分解温度十分接近,导致PVA 难以热塑加工,研究表明少量的PBAT与TPVA具有一定的相容性,当PBAT添加量为5%时,可使TPVA/PBAT复合材料的拉伸强度和断裂伸长率达到最佳,分别为27.03MPa和643%。
聚碳酸亚丙酯(PPC)具有优异的生物降解性、生物相容性和氧气阻隔性能,然而PPC无定形的聚集态结构和较低的玻璃化转变温度,导致PPC的热性能、力学性能和尺寸稳定性较差,严重限制了其广泛应用。Jiang 等[14]制备了不同组成比例的PPC/PBAT 复合材料,加入PBAT 后,有效地提高复合材料的热稳定性。仅添加质量分数10%的PPC时,PPC/PBAT 的结晶温度从37.5℃明显提高到66.8℃,表明PBAT 的结晶能力增强。结晶温度的提高有助于吹膜挤出。扫描电镜(SEM)照片显示,与富含PPC的混合物相比,富含PBAT的混合物的分散相颗粒尺寸更小,分布更均匀。通过PPC与PBAT的共混,提高了吹膜挤出的加工稳定性。
De Matos Costa 等[15]以不同质量的PBS 和PBAT为基料制备了PBS/PBAT 复合材料,研究表明在PBAT 含量较高时PBS 的结晶受到抑制,此外,气体渗透率随着PBS含量的增加而降低,说明PBS的阻隔性能可以通过与PBAT的共混来调整。研究结果指出,含有PBS质量分数25%的共混物在弹性模量(135MPa)和断裂伸长率(390%)之间是一个很好的折中方案,PBS/PBAT 复合材料因其具有良好的生物降解性、良好的阻隔性能和机械性能成为了制备包装膜的一种选择。
冯申等[16]提出采用熔融共混法制备了一系列不同组分含量的聚乙醇酸(PGA)/PBA 复合材料,对复合材料的耐热性能、力学性能和水汽阻隔性能进行了分析。结果表明,PBAT/PGA 复合材料随PGA 含量添加不同表现出可调力学性能;随着PGA含量的增加,PGA/PBAT 材料的水汽阻隔性能
也逐渐增加,其中含20%PGA的PGA/PBAT复合膜的水蒸气透过率为纯PBAT薄膜的1/7。
2.2.2 PBAT/纳米填料复合改性
制备PBAT复合材料过程中引入纳米材料填充物可改善复合材料的相容性、力学性能和流变性能,具有价格便宜、用量小等优点。Lai 等[17]采用原位聚合法制备了纤维素纳米晶体(CNC)/PBAT纳米复合材料,CNC的添加量仅为0.02%(质量分数),与未改性PBAT 相比,纳米复合材料杨氏模量提高了26%,拉伸强度提高了27%,断裂伸长率提高了37%,韧性提高了56%。Pinheiro 等[18]在合成过程中引入不同浓度的改性纤维素纳米晶(MCNC)制备了MCNC/PBAT 基复合材料,改性MCNC可以增加复合材料的相容性,从而改善复合材料的力学性能和流变性能。Pinheiro 等[19]从munguba(Pseudobombax munguba)纤维中分离纤维素纳米晶体(CNC),并采用十八烷基异氰酸酯官能化,使用不同浓度的CNC(质量分数3.5%和7%)制备基于PBAT的纳米复合材料,结果表明复合材料具有增强的热、流变和机械性能,并保持了可降解性。Morelli等[20]采用溶剂浇铸法制备了4-苯基丁基异氰酸酯改性CNC/PBAT复合材料,与未增强的PBAT基复合材料相比,复合材料的弹性模量有所提高。Zhang等[21]采用PBAT熔融共混法和乙酸酐改性CNC 制备了纳米复合材料,其热稳定性和力学性能(较高的熔体弹性、黏度和储能模量)都有不同程度的提升。Ferreira 等[22]通过酸水解从漂白的甘蔗渣中分离出CNC 并用己二酸官能化,采用溶液浇铸法制备了不同浓度的CNCs(质量分数0.8%、1.5%和2.3%CNC)纳米复合材料,结果表明表面改性使纳米晶的相对结晶度从51%提高至56%,此外,改性的CNCs 被己二酸分子覆盖,改善了纳米晶体在PBAT中的分散。良好分散的改性CNCs 作为PBAT 结晶的异质核,并使聚合物的储能模量提高200%以上。
在优化氧气和水蒸气的渗透系数以及热稳定性方面,Calderaro 等[23]利用有机改性的蒙脱土(MMT)、海泡石(SEP)和纳米二氧化钛(TiO2)与PBAT 共混合成纳米复合材料,表征结果表明,随着MMT的增加,氧气和水蒸气的渗透系数降低,且随着加入纳米TiO2可有效减少紫外线和可见光透射。Rasyida 等[24]将PBAT 与质量分数5%的改性或未改性蒙脱石(MMT)熔融共混制备PBAT纳米复合材料,通过加入黏土改善了PBAT的热性能和硬度。Chen等[25]研究了利用熔融共混法制备的含未改性和有机改性MMT 的PBAT/黏土纳米复合材料,获得了较好的热稳定性和力学性能。Fukushima等[26]将未改性和改性的黏土纳米颗粒(海泡石、蒙脱土和氟累托石)掺入PBAT 中,PBAT 的热稳定性提高与纳米黏土的阻隔作用有关,而较高的弹性模量和硬度则与纳米材料的增强作用有关,海泡石颗粒能够促进PBAT的聚合物结晶,提高聚合物相对结晶度。
2.2.3 PBAT/天然高分子材料复合改性
淀粉因其来源广泛、价格低、可完全降解等特性,成为解决PBAT 成本高的主要手段之一。Liu等[27]通过简单的熔融共混挤出法制备了具有优异机械性能的PBAT/TPS 复合材料。结果表明复合材料的力学性能有显著提高,复合熔体是典型的假塑性流体,显示出优异的可加工性。Liu 等[28]通过简单的两步熔融共混挤出法制备了具有良好机械性能的淀粉基复合材料,利用丙三醇和纳米SiO2首先对淀粉进行改性后,掺入PBAT,得到的复合材料表现出良好的机械性能、热稳定性和相容性。Zhang等[29]制备具有纳米椭圆构型的热塑性淀粉(TPS)/PBAT 复合材料,并考察酒石酸(TA)(质量分数0.5%)对TPS 结构和PBAT 相容性的影响,其机械、光学和空气阻隔性能得到显著改善。
除淀粉外,Pinheiro 等[30]以乙酰化绿竹纤维(Pseudobombax greenuba)为填料,采用熔融共混法制备了PBAT 基复合材料。他们观察到与纯PBAT相比,复合材料的弹性模量有所提高。Xiong 等[31]将PBAT与工业用木质素混合,生产出一组可生物降解的复合材料。当木质素用作复合材料填料时,木质素的分子迁移率及其附聚物的大小显著影响了PBAT/木质素膜的延展性和机械强度。表现出理想的拉伸性能,可以满足包装方面国家标准的要求,与PBAT相比,生产成本可显著降低36%(表3)。
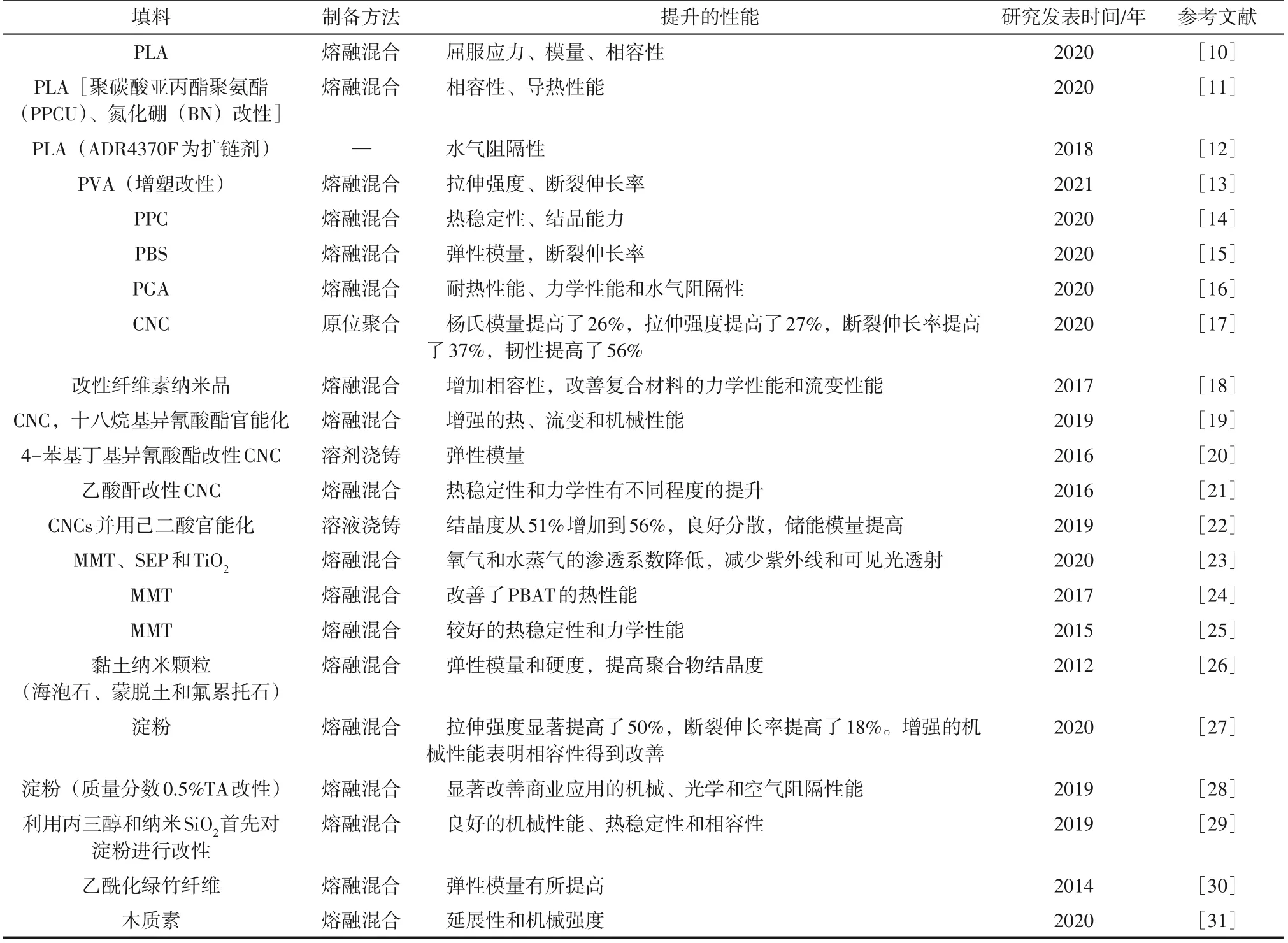
表3 PBAT基复合材料制备方法及性能提升情况汇总
鉴于复合材料在与纯聚合物相比表现出了改善的综合性能,填料的使用对PBAT基体提供了潜在的增强作用。由于PBAT较差的机械阻力限制了其在包装或生物医学等领域的应用,因此,机械强度的提高扩展了PBAT聚合物在现代商业和高级应用中的使用范围。
2.3 PBAT及其复合材料的降解
可降解塑料的降解途径一般与大分子在一定的外部驱动力(温度、机械应力、辐射等)的作用下解聚成自由基以及这些自由基与环境的后续反应有关。对于PBAT 而言,降解主要通过两种途径进行:①细菌、真菌和存在于自然环境中的藻类酶解;②热降解、化学水解等非酶解过程(进一步说明)。在酶降解的情况下,好氧细菌、真菌和藻类在生物降解过程中容易发生作用。降解温度和介质、聚合过程中对苯二甲酸酯的含量、填料对PBAT 的酶降解具有显著作用。Šerá 等[32]提出了一种加速土壤降解的试验,通过将降解温度从25℃升高到37℃,可将生物降解速率提升约4倍。测试的聚合物包括聚羟基链烷酸酯(PHA)、PBS、PBAT/PLA。随着降解温度的升高,降解显著增强,而使用酸性条件对提升降解速率也有积极作用。同时,降解速率随聚合物中酸浓度的增加而降低,降解性随着结晶度的降低而增强。
天然填料的加入可以增强PBAT基复合材料在土壤中的降解能力。Pinheiro等[18]采用PBAT和CNC熔融共混法制备了可生物降解纳米复合材料,与纯聚合物相比,CNC均匀分散在PBAT中,提高了复合材料的可降解性。Mohanty 等[33]报道了纳米黏土的加入提高了PBAT复合材料的力学性能和降解速率。Someya等[34]报道了PBAT/MMT纳米复合材料在埋入土壤8 个月后的失重率高于纯PBAT。崩解倾向的增加可能是大多数天然填料的亲水性所致。土壤中的好氧菌与填料都具有亲水性[35],当复合材料暴露于土壤中时,微生物会消耗填料,使聚合物基体更加多孔,从而加快材料的生物降解速率。
在无酶降解的情况下,PBAT的降解是随机的,主要是通过酯链的断裂发生[图1(a)][36]。具体在热降解中,主要通过b-氢键的断裂进行分解[图1(b)],而水解反应则通过水基降解进行,如图1(c)所示[37]。影响无酶降解速率的变量包括结晶度、聚合物的形态、水浓度、温度、填料等[38]。Eubeler等[38]研究表明,水解反应的最佳温度在150~215℃之间。
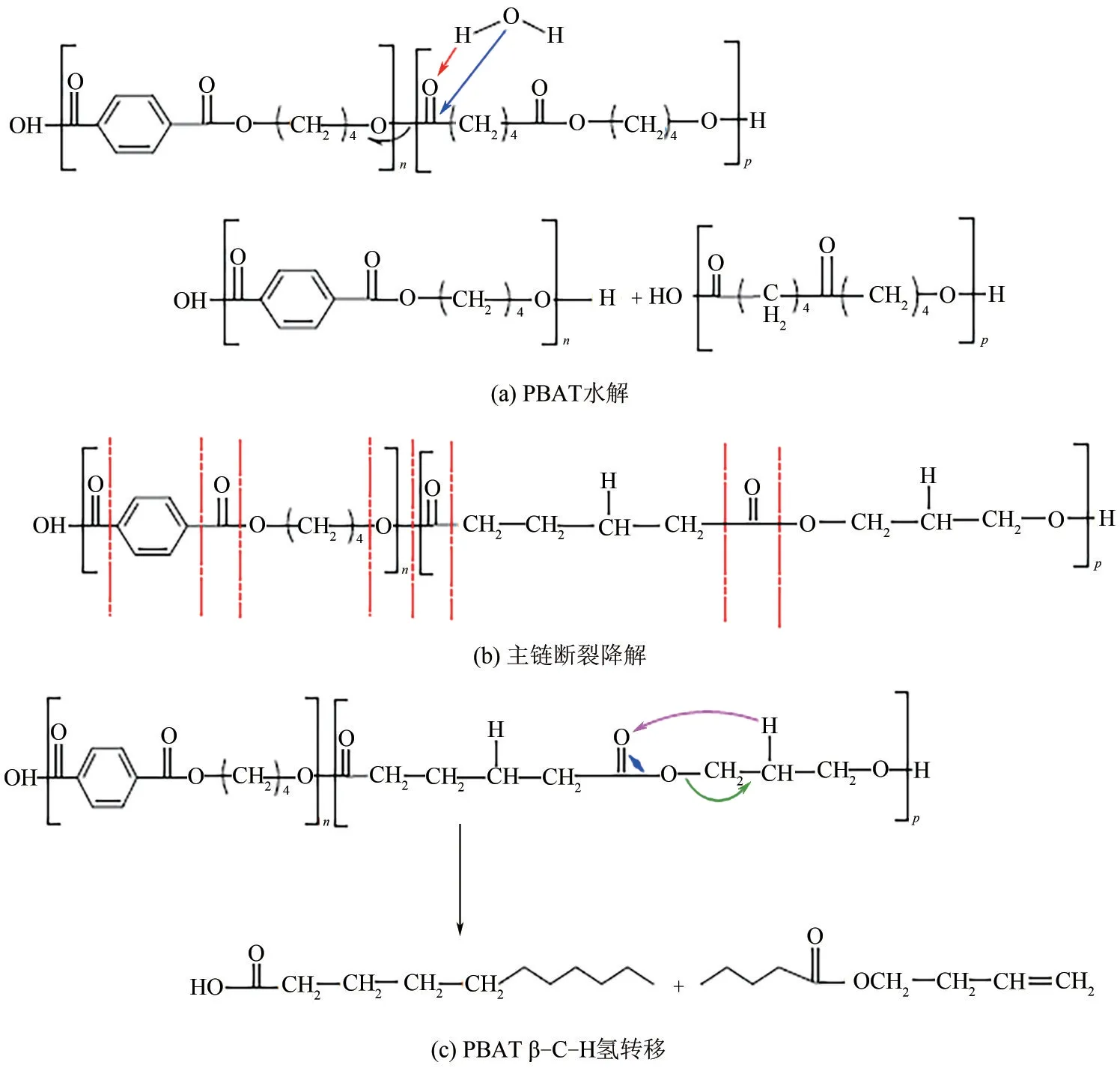
图1 PBAT的降解机理[37]
3 结论
近年来,随着人们环保意识的不断增强以及在新版“限塑令”等法律法规的持续推动下,可降解塑料特别是PBAT 越来越受到人们的追捧。然而,PBAT 在综合性能以及生产成本方面较传统塑料尚存较大差距。本文详细总结了通过加入填料调控并改善PBAT性能的研究进展,并得到以下结论。
(1)合成方法 在制备PBAT 基复合材料的方法中,熔融混合是最常用且最有前途的方法之一。熔融混合法的关键点是提高填料在PBAT中的分散度以及两者之间的相容性,通过优化填料的表面性质可以显著提高PBAT的改性效果。然而,如何通过简单、低成本、绿色的方法制备出填料均匀分散在基体中的PBAT基复合材料仍是一个挑战,未来仍需对PBAT 基复合材料的合成进行持续攻关与改进。
(2)产品性能及今后发展方向 目前,通过加入填料在一定程度上改善了PBAT基复合材料的力学性能,但在终端用途中仍存在一定局限性,如耐用性、经济性较差,因此仍需要聚焦高性能和低成本的实际需求进行研究。此外,还需重视可降解复合材料的降解研究,掌握聚合和降解反应机理,考察复合材料的降解性能,并找出最优的降解路径和条件。未来,需要在这一领域进一步开展基础及应用研究,开发出与传统塑料性能相当或更优的环境友好型可降解塑料。
猜你喜欢
高分子材料科学与工程(2022年8期)2022-11-02
皮革制作与环保科技(2022年17期)2022-10-25
科技视界(2022年9期)2022-04-09
核科学与工程(2021年4期)2022-01-12
能源化工(2021年6期)2021-12-30
酿酒科技(2021年5期)2021-06-06
化工管理(2020年33期)2020-12-10
上海理工大学学报(2020年5期)2020-11-21
绿色包装(2020年12期)2020-02-21
疯狂英语·新阅版(2019年6期)2019-09-10