
破碎机锤头的设计原理以及改进设计
2021-11-18 07:03吴剑
魅力中国 2021年43期
吴剑
(国能开远发电有限公司,云南 开远 661601)
碎开远公司2×300MW 循环流化机组,通过美国宾夕法尼亚公司制造的3 台BC19-44 型锤击式可逆式细碎机破碎至合格的粒度后,再运送给锅炉原煤斗,如满负荷运行,每天日耗煤量约为12000 吨左右,厂内系统每天的运行时间几乎在20 小时,加之燃用的煤中煤矸石、石头较多,细碎机锤头及悬吊棒磨损较大,造成悬吊棒断裂或锤柄磨断,引起细碎机剧烈振动,细碎机不得不停下来检修,对机组满发造成了安全隐患而且每次更换锤头、悬吊棒费用高(进口)。为解决上述问题,通过不断实践,对细碎机核心部件锤头进行了重新设计、制造。提高了细碎机安全稳定经济运行。
一、细碎机主要参数

二、细碎机结构和工作原理
物料被喂入细碎机之后,在锤头的打击作用下,沿着锤头切线方向被击打冲向反击板,与反击板发生冲击破碎。碎裂的物料被反弹后散开,与后续的物料再次发生碰撞、摩擦进一步获得碎裂,反弹到锤头位置后再次被击打冲向反击板发生冲击破碎。这个过程从入料口一直循环到出料口,物料在锤头和反击板的打击和冲击作用下达到要求的细小颗粒。出料口反击板可以进行调节,从而调节出料的细度。
三、原因分析
(一)锤头失效的分析
根据上述细碎机工作原理可知:锤头在工作时本身承受着离心力,又承受着矿石的强烈的反作用力,还有锤孔与锤轴之间接触的摩擦应力和拉伸力,这些力都会对锤头产生破坏作用,表现为锤头的磨损和断裂。而磨损是正常现象,它发生在锤头的表面、顶端及锤孔和锤轴间的摩擦面。锤头的断裂破坏是非正常的。主要是由于材质选择及制造工艺的缺陷,使锤头本身强度及塑性不足,产生应力集中,或使用不当等因素造成。所以高质量的锤头,必须具有坚硬的表面或良好的硬化效果,还要具有足够的内部强度和塑性力学的性能,才能在破碎腔内适应反复冲击破碎的工作,实现其磨损小,效率高的目的。
(二)悬吊棒冲击规律
细碎机是利用高速回转锤头的冲击能,对中硬物料和可塑性物料进行破碎的主要设备之一,由于它的锤头是悬吊在转子上的悬吊棒上,当锤头对矿石的打击正好发生在锤头的打击中心时.可以完全消除煤钎石对锤头悬吊棒轴及的冲击。
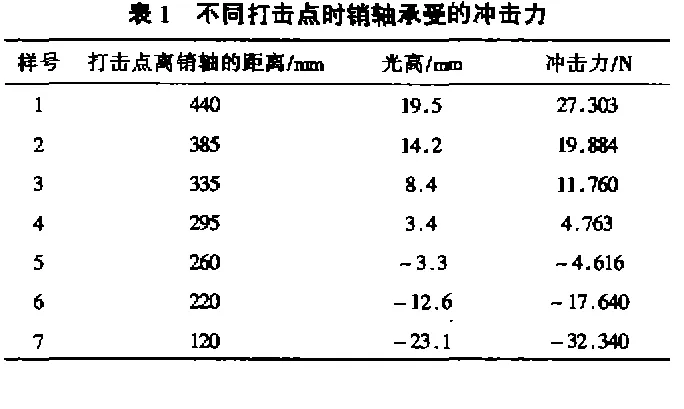
从表1 可以看出,打击点在由下向上移动的过程中,销轴所受的冲击力逐渐减小,从第4 点到第5 点时,销轴所受冲击的方向改变了,表明这两点中必有一点使得销轴所受的冲击力为零,此点即为有关文献描述的打击中心点。由此可得打击中心的确定方式。1 若矿块与锤头的打击正好发生在打击中心时,悬吊棒所受的冲击力为零,这对于系统是有利的。
(三)锤头的合理选型
设计时,设计者和用户必须充分了解将要破碎物料的自然条件,如物料的入料最大粒度、硬度、游离二氧化硅含量、黏土及水分含量等,以合理选择锤头几何形状尺寸及重量,保证其锤头工作的力度。
关于锤头优劣的判定:锤式破碎机及锤头的优劣与否,通常是通过某一物料粒度要求的处理量及锤头的磨耗来判定,其判定公式如下:
W=G×n×k×1000/T
式中:G 一单个锤头的重量,kg;
n 一破碎机安装锤头数量;
k 一每个锤头允许磨损部分占整个锤头的重量比;
T 一一套锤头的石灰石处理量,t;
w 一磨耗比 g/t。
每个锤头允许磨损量,一般为12%~15%,不得超过17%。
(四)锤头质量的确定
在确定锤头质量时,一方面应使其能破碎物料,另一方面应使锤头不偏倒。据有关资料介绍,锤头的偏转问题主要与转子的转速有关,下面仅从破碎物料方面来确定锤头的质量。根据破碎理论,破碎物料必须满足能量条件和受力条件。能量条件是指锤头质量产生的能量E r必须大于或等于破碎物料时所需的功A。受力条件是指锤头质量与物料碰撞产生的冲击力必须大于物料破碎时所需的力。一般情况时,锤头质量与物料碰撞产生的冲击力远远大于物料破碎时所需的力,在此不作考虑。仅考虑能量条件,故有
E r≥A
根据力学分析,物料变形所需的机械功A 为

式中
σb— 物料抗压强度,Pa
E—— 物料的弹性模数,Pa
d max —— 给矿最大粒度,m
Z 1 —— 转子上锤头的排数
D—— 转子的直径,m
d—— 产品的粒度(80% 通过),m
µ1—— 给料不均匀系数,1=0.1~0.3
µ2—— 排料不均匀系数,2=0.1~0.15
A—— 物料变形所需的机械功,N・m
y c—— 锤头质心c 到锤头销轴间的距离,m
(五)锤头的材质及制造
当今锤式破碎机锤头使用的材质及制造工艺方法很多,但基本属于铸造、锻造、堆焊和组台四大类若干种材质。1.高锰铬钢铸造锤头。高锰铬钢比高锰钢更适用于剧烈冲击和磨损工况下工作,它是一种无磁性奥式体钢,是典型的高强度耐磨钢,具有高的韧性、抗拉强度和延伸率,它是在高锰钢的基础上,加入一定量的铬,可以提高其原始硬度,特别是提高屈服极限而无损于抗拉强度和延伸率,提高耐客性而其塑性变形。各制造商都制订了自己的标准,通过自己的工艺技术和内控指标,使铸件在水韧处理后,获得完全的奥氏体金相组。2.合金钢锻造锤头。由于锤头不仅需要耐强力的冲击,而且还要耐强力下的磨蚀,当石灰石属于中等硬度,甚至偏软的条件下,一般高锰铬钢冷作硬化的效果是不明显的,根据矿石条件也选用锻造材质.其工艺过程为:精炼金钢水注成钢锭一锻造开坯一模锻成型一调质处理一锤孔等加工一锤头打击区热处理一无损探伤。在舸水的冶炼和注锭过程中,除要求控制硫、磷的含量外,还要注意其他成分的偏差量和氢、氧等有害气体 合格后的钢锭在水压机上开坯拔长,然后在1 6t 的高速锤或1Ot 模锻机上模锻成规定的几何形状锤头的调质热处理十分关键,其整体不仅要求抗拉强度在850MPa 上,而且要求有楣当的韧性和塑性 加工锤孔后,对锤端打击区进行表面淬火,不仅其表面硬度要求达HB410~460,而且其内部的硬度梯度,要求控制在严格的公差带内,因此每批锤头除破坏一件以在锤孔附近取试件进行综合机械测试外,还要任选一件沿锤头对称中心剖开,按规定的距表面f 离,分等距地测检其硬度,其硬度梯度的变化在规定的公差范围之内,这批锤头硬度才算合格。最后逐一进行超声波及磁粉擦伤,确保锤头内部外部均不存在缺陷和裂纹,保证锤头质量万无一失。
(六)改进办法
增大锤头重量,提高锤头动能,并将原单柄结构锤改为三柄结构锤,重量由7.5k增大到17.5kg;锤头中心孔与锤头中孔由220mm 增加到240mm。

改进前锤头图

改进后锤头图
对比成本合金钢锻造锤头1300 元/个,高锰铬钢铸造锤头200/个,使用寿命、磨损基本一样,将原合金钢锻造锤头改为高锰铬钢铸造锤头。
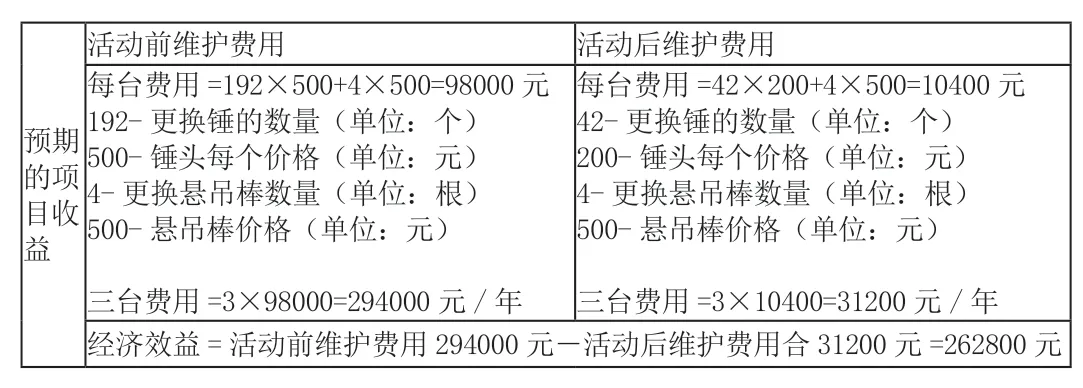
四、改进后的效果

猜你喜欢
湖北工业大学学报(2021年5期)2021-11-03
作文·小学低年级(2021年6期)2021-11-02
太原理工大学学报(2021年5期)2021-09-22
天涯(2021年4期)2021-09-14
煤矿机电(2020年5期)2020-11-02
VOGUE服饰与美容(2019年10期)2019-12-02
中国科技纵横(2017年17期)2017-10-19
科技创新导报(2017年4期)2017-05-10
卷宗(2016年10期)2017-01-21
体育科研(2016年5期)2016-07-31
