FANUC 0i-MF Plus系统模拟主轴的设计与开发
2021-11-08 13:05:12高锦南刘世国
黄冈职业技术学院学报 2021年5期
高锦南,刘世国
FANUC 0i-MF Plus系统模拟主轴的设计与开发
高锦南,刘世国
(武汉船舶职业技术学院,湖北 武汉 430050)
在中低档数控车床和数控铣床的设计和制造过程中,由于配置原数控系统的串行主轴价格偏高,为了满足中小企业节省制造成本的需求,在机床的主轴控制方式选择时,常采用变频器与三相异步电动机或者变频器电机的方式实现。同时2018~2021年的全国职业院校技能大赛数控机床装调与技术改造赛项中,也将数控铣床模拟主轴的功能开发作为竞赛考核的技能点之一,对学生知识点的掌握提出更高的要求。结合多年数控机床升级改造及维修经验,以及指导学生参加全国技能大赛的训练经验,提出了数控系统FANUC 0i-MF Plus模拟主轴的设计与开发的方法。
串行主轴;变频器;模拟主轴;设计与开发
数控机床的主轴是实现主运动的重要模块,在数控车床上主轴带动工件旋转与刀具实现切削运动;在数控铣床上主轴带动刀具旋转与工作台的工件之间实现切削运动。在主轴运动的控制过程中,首先要满足在手动(JOG)模式下能够实现正转、反转和停止的控制以及主轴点动的控制,再次要在自动(MEM)和MDI模式下,执行M03、M04和M05时,能够控制主轴的正反停的运行,还可以由设计者开发M代码实现控制主轴的正反停。除了实现对主轴的方向控制之外,还要对主轴速度的控制实现可调整。
1 数控机床主轴的控制方式
在FANUC 0i-MF Plus系统有两个接口,分别是JA41和JA40,其中JA41是串行主轴控制接口,0i-MFPlus系列αi-B放大器的主轴通讯接口有改变,在主轴伺服放大器上增加了光缆通讯接口COP10B接口,即0i-MF系统的主轴控制支持电缆和光缆两种方式,当使用JA7B电缆接口时,需要把参数10339#1位设置为1,当使用COP10B光缆接口时,需要把10339#1位设置为0,在此建议采用光缆通讯。在原βi放大器上COP10B接口是不包含主轴通讯的,而在βi-B放大器光缆通讯接口COP10B拓展至主轴控制,不支持电缆通讯即没有JA7B接口。对应的参数10339#1位设置为0。
JA40是模拟主轴的控制接口,此时,JA41接口需要接主轴外接的编码器反馈信号线。JA40接口是FANUC系统向外部提供0~10V模拟电压,接线比较简单,注意极性不要接错,否则变频器不能调速。JA40是一个20针的接口,其中5脚和7脚是提供10V电压,7脚为10V正极,5脚为负极。FANUC 0i-F数控系统与台达TD500变频器的连接方法下如图1所示。
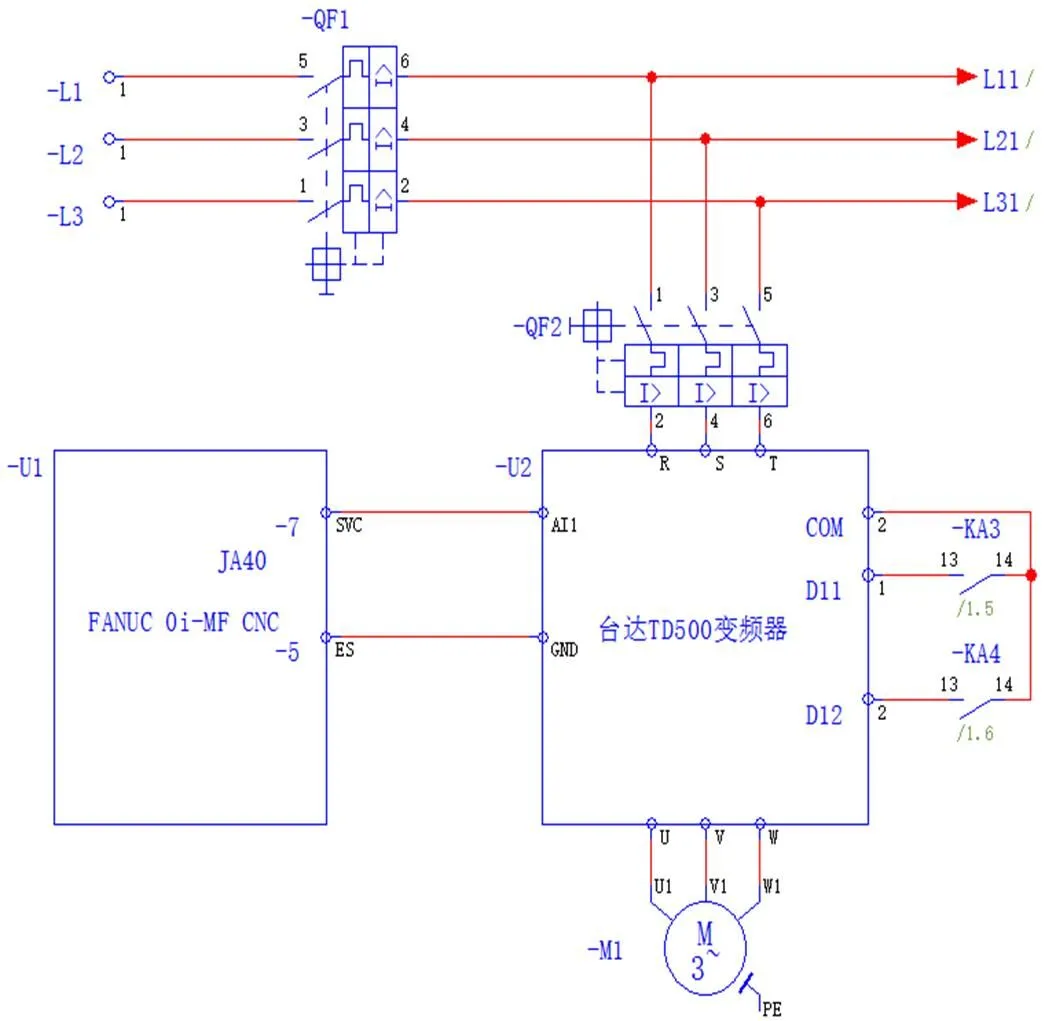
图1 FANUC 0i-MF Plus数控系统与台达TD500变频器电气接线图
2 系统参数及变频器参变设置
在FANUC 0i-MF Plus系统上实施模拟主轴的开发,采用TD500变频器,配置1.5kW三相异步电动机实现模拟主轴控制。FANUC 0i-MF Plus系统开发模拟主轴,需要设置的主要参数如表1所示。
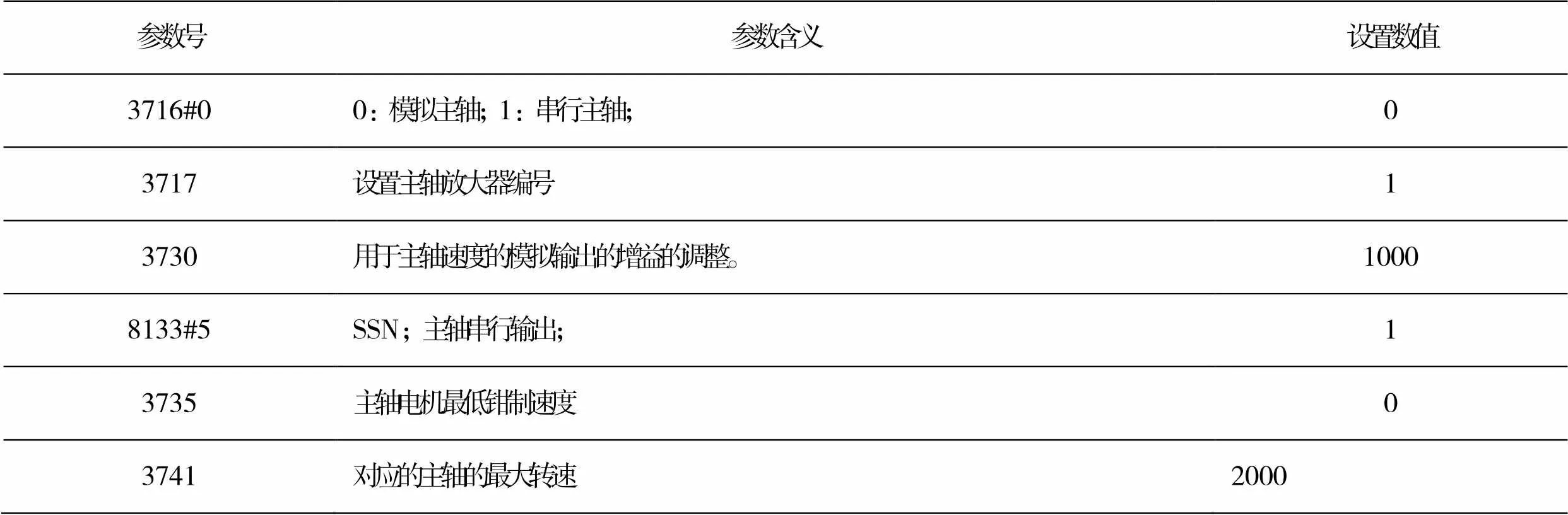
表1 FANUC 0i-MF Plus系统设置参数
2.1 变频器参数设置
变频器接收CNC系统发送过来的速度信号和方向信号之后,三相异步电机不是立即可以运行的,还需要对变频器进行参数配置,利用TD500变频器实现模拟主轴控制,具体需要设置的参数如表2。
3 模拟主轴PMC梯形图的编写
3.1 PMC梯形图编写的思路
模拟主轴能正常工作的方式有两种,一种是手动,一种是自动方式。首先,在JOG或者手轮模式下,在机床操作面板上按主轴正转、主轴反转、主轴停止按键能够控制模拟主轴的动作。本文中以YL-569A型实训台的操作面板为例,对应的主轴正反停的按键地址分别为R907.0,R907.1,R907.2;对应的指示灯的地址为R917.0,R917.1,R917.2编写的PMC梯形图如图2所示;手动正转方式输出中间继电器R700.0;手动反转输出中间继电器R700.1。
在MEM、MDI或DNC模式下,输入M03 S500或M04 S500主轴能够分别作正转或反转运行,再执行M05时,模拟主轴停止运行,实现对模拟主轴的自动运行控制。笔者编写PMC梯图的思路是首先将主轴手动满足正、反转的条件列出汇总到一个中间继电器R,再将自动等方式下的主轴满足正、反转的条件列出汇总到一个中间继电器R,最后用两个中间继电器R并联处理主轴手动和自动运行,详细过程见下图的PMC梯形图。
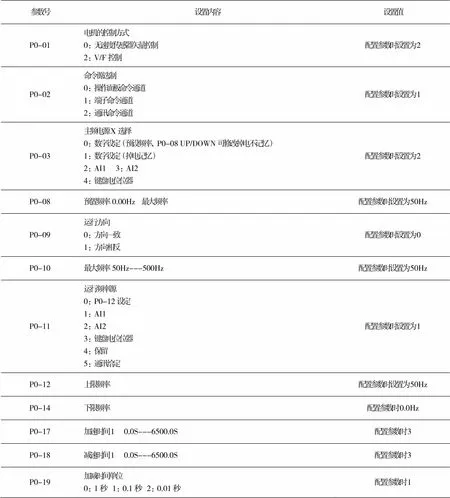
表2 变频器设置参数
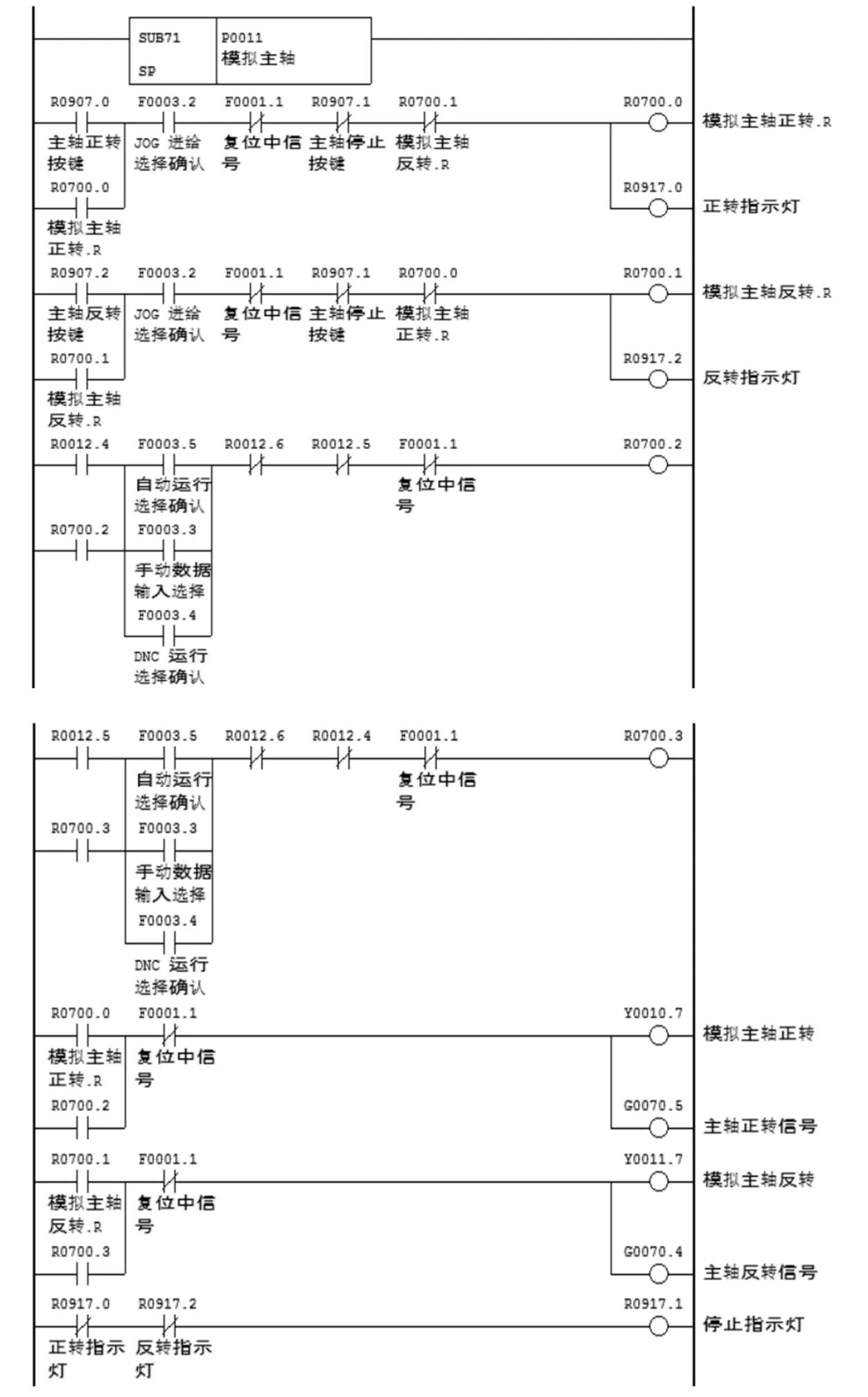
图2 模拟主轴梯形图设计
3.2 PMC 中开发新的M代码
近三年的全国职业院校技能大赛数控机床装调与技术改造赛项试题中,在功能开发考核内容就是模拟主轴的开发,要求实现通过MDI键盘输入S指令、M指令控制主轴正反,通过操作面板备用键作为主轴增速按键、主轴减速按键,通过增速/减速按键每按一次增/速10%。并定义主轴正/反/停的M代码为M33/M34/M35,如表3所示。
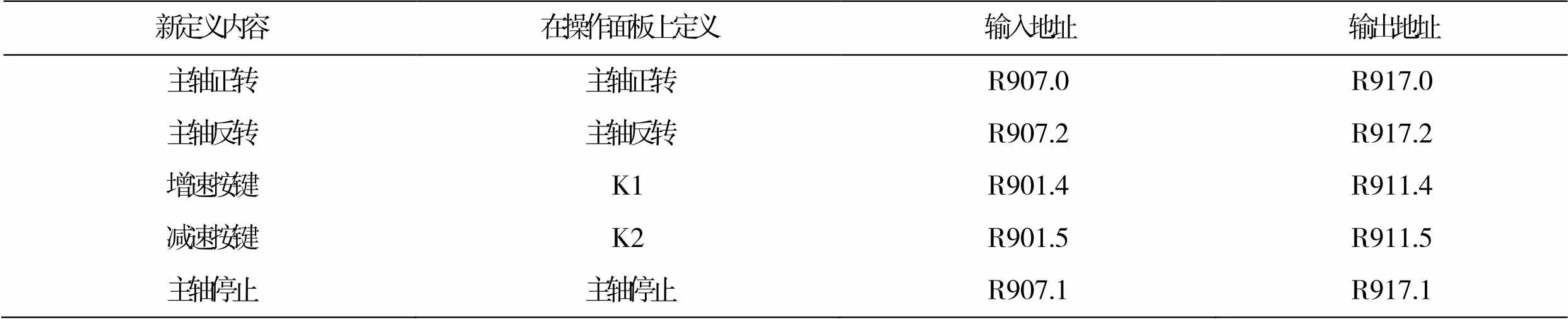
表3 操作面板对应的PMC地址表
在开发M代码时,首先是要对开发的M代码进行译码处理,在FANUC PMC梯形图中处理M代码是利用功能指令SUB 25;如图3所示,F7.O为系统的辅助功能选通信号,当F7.0接通之后,SUB 25执行对F10-F13中的4字节的M代码进行译码,其译码结果在29~36的范围内时,与R12对应的位会置“1”输出。此处M33,M34,M35译码对应的输出R地址是R12.4,R12.5,R12.6。
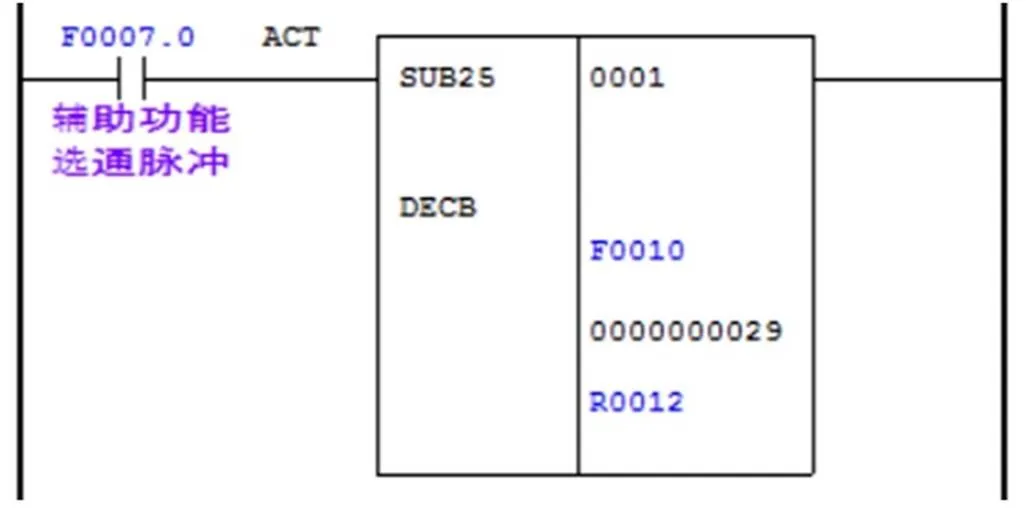
图3 M代码译码梯图

图4 M代码译码完成信号梯图
在M代码译码完成之后,一定要接通M代完成信号G4.3,才表示M代码完成,机床的指示灯才会由绿灯变为黄灯。即要将R12.4,R12.5,R12.6译码结果输出汇总到R250.0,最终使G4.3信号接通,完成译码指令,如图4所示。
3.3 PMC 实现增减速的编写方法
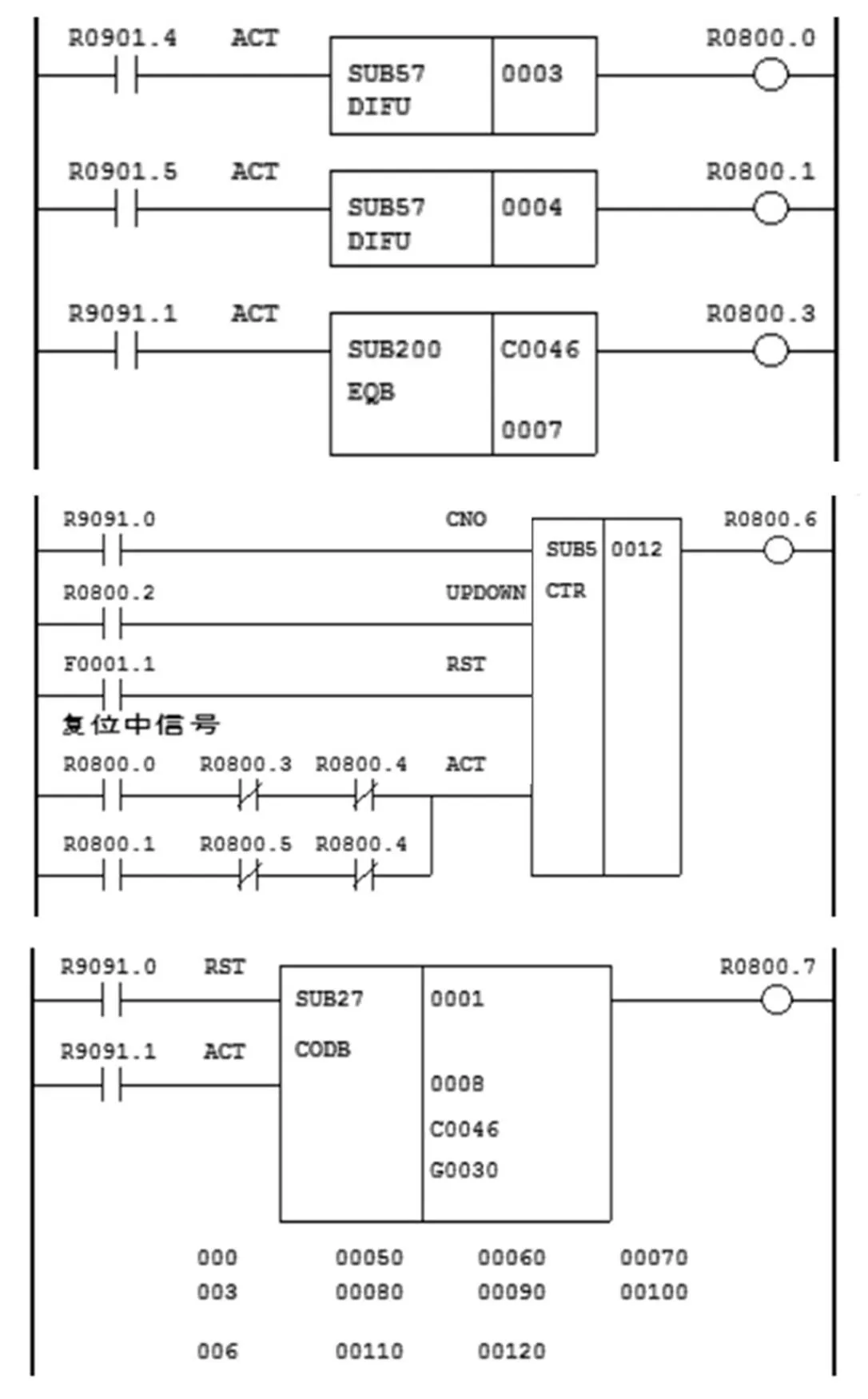
图5 模拟主轴增减速控制梯形图
在比赛过程中,要求选手通过操作面板的备用按键,编写PMC梯图实现模拟主轴的增减速控制。在FANUC 0i-MF Plus系统中实现增减速控制要用到多个功能指令,分别有SUB57 DIFU、SUB200 EQB以及SUB27 CODB等三个重要功能指令完成。主轴倍率开关有50%-120%一共八个档位,即用按键增速和减速控制可以按八次。该梯形图的编写思路是首先增速按键和减速按键每按一次都会产生一个上升沿脉冲信号,以此作为加或减的控制标志。然后在设计过程用到一个计数器C46,将C46计数器的初始值最大设置为7;两个SUB200中设置的值7和0分别表示主轴倍率有8个档位。首先将C46的值与7比较,如果C46当前值等于7,表示主轴倍率输出最高档位120%,同时输出R800.3;如果C46当前值等于0,表示主轴倍率输出最低档位50%,同时输出R800.7。在功能指令SUB5 CRT中利用R800.2的状态来判断计数器是增计数还是减计数器。R800.2=0为加计数器,R800.2=1为减计数。然后用SUB 27 CODB二进制转换功能指令,将C46里面的值赋给主轴倍率寄存器G30中;G30信号是控制主轴的倍率的地址;G30=50,表示主轴的倍率现在是50%,G30=120,表示倍率是120%。增减速的逻辑就是通过C46地址,利用计数器进行增减速,最后把值赋给G30来实现功能,如图5所示。
3.4 在使用模拟主轴时注意事项
FANUC 0i-MF Plus系统使用模拟主轴时要注意的事项,主轴不运转的几种可能:
(1)在PMC中主轴急停/主轴停止信号/主轴倍率/没有处理;
(2)参数中没有设置主轴选择参数/主轴的速度没有设定;
(3)当参数号1802#2位 CTS 误设,将没有模拟输出;
(4)如果参数3708#0 SAR 模拟主轴没有此信号。误设,主轴无输出。
4 结语
笔者详细阐述了FANUC 0i-MF Plus 系统模拟主轴硬件的连接方法,参数的配置方法,PMC梯图的编写思路,模拟主轴利用按键实现增、减速的倍率控制。并结合指导学生竞赛训练过程中积累的经验进行了总结,对指导竞赛有一定的帮助,也为进一步提升学习数控机床调试与维修技能提供了参考意见。该方法也可以在实际教学中进行推广,在1+X取证考核中也可以实施。竞赛的目的是为改进日常教学,更好地把竞赛知识点融入教学,实现以赛促教,以赛促学,以赛促改的教学目的。
[1]李文.基于运动控制器的数控车床模拟主轴系统[J].机械制造, 2020,58(9):60-63.
[2]李波,褚天铖,任坤.基于KND数控系统的第二模拟主轴功能设计与实现[J].机械制造,2020(1): 60-63.
[3]吴云忠,唐国兰. FANUC 数控铣床模拟主轴控制设计[J].装备制造技术, 2017 (5):137-139.
[4]韩仲芳,杨海,刑磊.FANUC系统第二模拟主轴的实现[J].科技论坛,2016(16):11.
[5]陈杰.数控机床主轴起停及正反转控制的PLC程序设计[J].绥化学院学报,2017,37(3):153-154.
[6]全国职业院校技能大赛赛项规程.数控机床装调与技术改造赛项[Z].2021-05.
Design and Development of FANUC 0i-Mf Plus System Simulation Spindle
Gao Jinnan, Liu Shiguo
(Wuhan Institute of Shipbuilding Technology, Wuhan 430050 Hubei)
During the design and manufacturing process of medium and low-grade CNC lathes and CNC milling machines, due to the high price of the serial spindle configured with the original CNC system, in order to meet the needs of small and medium-sized enterprises to save manufacturing costs, the spindle control mode of the machine tool is often realized by frequency converter, three-phase asynchronous motor or frequency converter motor. At the same time, the function development of NC milling machine simulation spindle is also regarded as one of the skill points of the competition assessment in the national vocational college skill competition of NC machine tool assembly, adjustment and technical transformation from 2018 to 2021, which puts forward higher requirements for students’ mastery of knowledge points. Combined with many years of experience in upgrading and maintenance of CNC machine tools and the training experience of guiding students to participate in the national skill competition, this paper puts forward the design and development method of CNC system FANUC 0i-Mf plus analog spindle.
Serial spindle; Frequency converter; Simulate spindle; Design and development
TP302.1
A
1672-1047(2021)05-0124-05
10.3969/j.issn.1672-1047.2021.05.32
2021-09-06
高锦南,男,湖北黄冈人,材料工程硕士,讲师。研究方向:智能控制技术、数控装备升级与改造。
[责任编辑:方玮]
猜你喜欢
起重运输机械(2023年22期)2023-12-12 09:55:52
现代计算机(2021年36期)2021-03-14 00:50:38
安徽电子信息职业技术学院学报(2019年2期)2019-04-26 06:38:28
成都工业学院学报(2017年2期)2017-06-28 14:23:15
制造业自动化(2017年2期)2017-03-20 14:26:08
电子制作(2016年15期)2017-01-15 13:39:28
新闻传播(2016年3期)2016-07-12 12:55:27
中国塑料(2015年6期)2015-11-13 03:03:05
遥测遥控(2015年2期)2015-04-23 08:15:19
制造技术与机床(2015年10期)2015-04-09 07:06:16