
酸性水汽提装置酸性水管线开裂原因分析与应对措施
2021-10-30 07:57沈红杰
石油化工腐蚀与防护 2021年5期
沈红杰
(中国石化上海高桥石化有限公司,上海 200137)
某公司酸性水汽提装置采用双塔汽提工艺,分别回收H2S,NH3和净化水。酸性水管道的材质为20号无缝钢管,管道安装时采用J507焊条进行焊接,焊接接头未进行焊后消除应力热处理。
该装置投产运行一年左右,酸性水管线多次发生焊接接头开裂泄漏。在装置停工检修期间,对部分焊接接头进行消除应力热处理。在装置继续运行半年左右,又发现20多处焊接接头开裂泄漏,其中6处曾在装置停工检修时做过消除应力热处理。为了查找管线开裂原因,在酸性水原料罐到汽提塔的管线上截取开裂泄漏的焊接接头试样,对其进行腐蚀产物成分分析、宏观检验、硬度检测及金相组织分析,并对不同处理状态的焊接接头进行了硫化物应力腐蚀开裂(SSCC)的敏感性评价。
1 介质成分和裂纹宏观形貌
1.1 酸性水水质成分
酸性水管道的操作压力为1.4 MPa,操作温度为40 ℃左右。酸性水呈碱性,其pH值大于7,水质成分见表1。
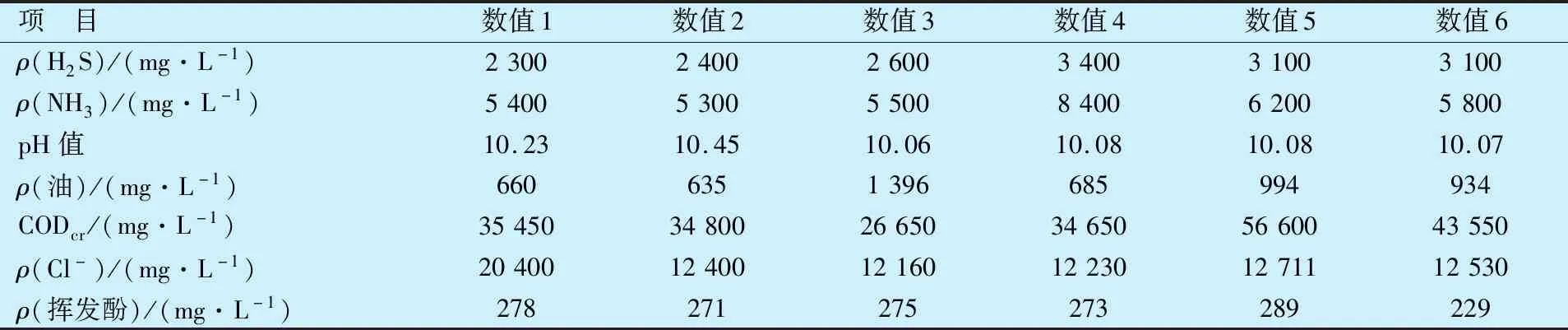
表1 酸性水水质成分
1.2 裂纹宏观形貌
泄漏的焊接接头及其裂纹形貌分别见图1和图2。接头规格为φ60 mm×5 mm。从图2可知,裂纹位于焊缝边缘和热影响区,长约5 mm,呈弧形。
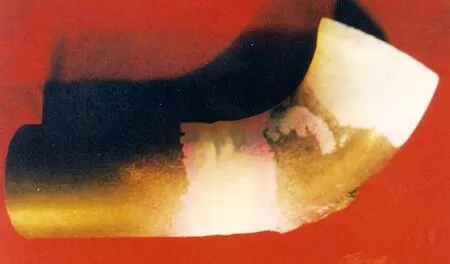
图1 泄漏的焊接接头宏观形貌

图2 裂纹宏观形貌
2 检测与分析
2.1 腐蚀产物成分分析
对焊接接头内壁的腐蚀产物进行元素分析,结果见表2。由表2可以看出,腐蚀产物中含有较多的氧化物(FeO)和少量的硫化物(MnS和FeS2)。
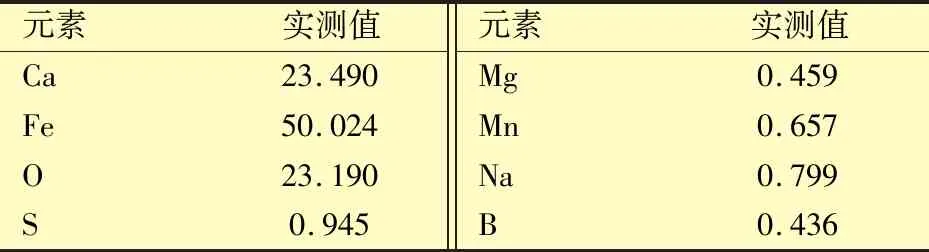
表2 腐蚀产物的元素分析结果w,%
2.2 硬度检测
对泄漏的焊接接头的焊缝、热影响区和母材等部位进行布氏硬度检测,结果见表3。硬度检测结果表明,母材的硬度普遍较小,而大部分焊缝和热影响区的硬度偏高。

表3 硬度检测结果 HB
2.3 金相组织分析
对出现裂纹的焊接接头取样进行金相观察,发现材料的显微结构具有以下特点:
(1)裂纹主要出现在熔合线和焊缝附近(分别见图3和图4),所有的裂纹均起源于管道内壁,即与腐蚀介质密切接触的地方。裂纹初始形成时较宽,在扩展过程中逐渐变细变尖,并出现明显的分叉,具有穿晶扩展裂纹特征,其微观形貌见图5。

图3 熔合线裂纹 50×

图4 焊缝内壁裂纹 50×

图5 穿晶扩展裂纹 500×
(2)母材、焊缝、熔合区和热影响区等区域的显微组织各不相同,分别见图6至图9。从金相组织分析可以看出,母材的显微组织以铁素体为主,并含少量的珠光体,相对于母材来说,焊缝含有较多的珠光体;焊缝和母材的晶粒较细,而热影响区和熔合区的晶粒较为粗大;焊缝和熔合区含有较多的魏氏组织。在焊接施工过程中,由于工艺操作不规范,线能量输入偏大,导致局部过热,且焊后冷却速度较大,容易造成焊缝和热影响区的组织及性能发生变化。
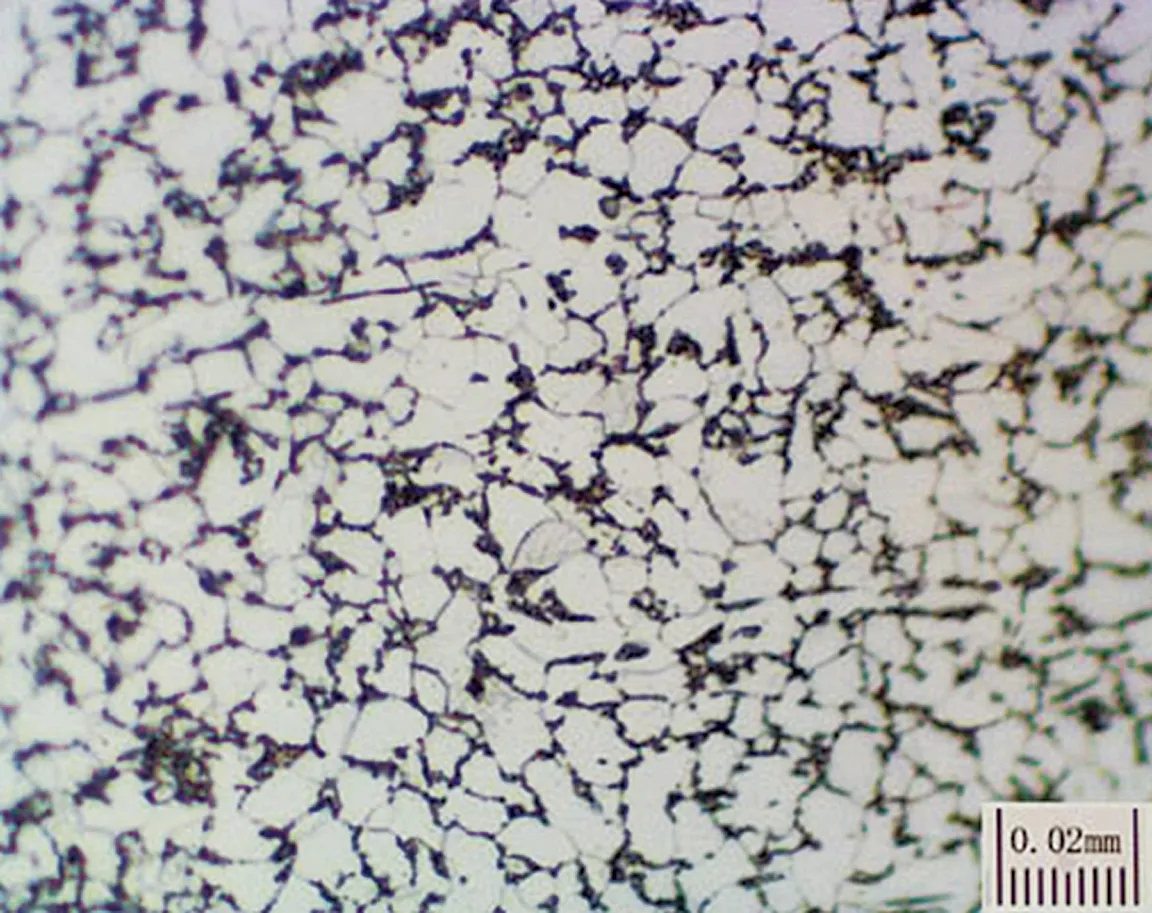
图6 母材组织 500×
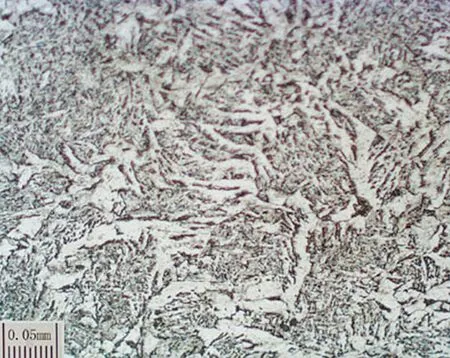
图7 焊缝组织 200×

图8 热影响区组织 200×

图9 熔合区组织 200×
3 SSCC敏感性评价试验
在湿硫化氢工况下,20号管线焊接施工后存在部分焊接接头开裂失效案例,如焦化脱硫装置富气压缩机二段出口管线就曾经发生过多次焊接接头开裂现象,其介质为湿硫化氢,管道材质为20号钢,焊接时选用J507焊条[1-2]。因此,在湿硫化氢工况下,需对20号钢焊接接头进行SSCC敏感性评价。焊接材料的选择一般要求焊缝金属的性能高于或等于母材。20号钢抗拉强度不小于410 MPa,J422和J427焊条熔敷金属抗拉强度不小于430 MPa,J507焊条熔敷金属抗拉强度不小于490 MPa,因此20号钢焊接时选用J427或J422焊条为等强度匹配,而选用J507焊条为高强度匹配。
为了考察20号钢焊接材料和焊后热处理对SSCC敏感性的影响,采用NACE TM0177—2016 标准中的C法即C型环试验方法对不同处理状态的焊接接头进行了SSCC敏感性评价,试验结果见表4。

表4 SSCC敏感性评价试验结果
试验结果显示,在湿硫化氢腐蚀环境中,11号、12号、21号和22号试样均未出现裂纹,而31号、32号、41号和42号均出现裂纹,以穿晶扩展裂纹为主,材料微观形貌的脆性断裂特征明显,无明显塑性变形,具有SSCC的一般特征。选用J422焊条与20号钢进行焊接的接头不管是否经过焊后消除应力热处理,均未发生焊接接头开裂;而选用J507焊条与20号钢进行焊接的接头不管是否经过焊后消除应力热处理,均出现焊接接头开裂。
4 管线开裂原因分析
通过裂纹宏观分析、腐蚀产物成分分析、硬度检测和金相分析结果得出,酸性水管线焊接接头开裂具有以下特点:裂纹起源于管道内壁,为穿晶扩展裂纹,裂纹起始端较宽,尾端比较尖细,裂纹扩展时出现明显的分叉,具有SSCC的特征。
SSCC敏感性评价试验结果表明,与选用J507焊条焊接的接头相比,选用J422焊条焊接的接头具有更加优异的抗SSCC性能和抗脆断性能。同时从现场使用情况来看,选用与20号钢高强度匹配的J507焊条焊接的接头不管是否经过焊后消除应力热处理,均出现焊接接头开裂。因此,在酸性水工况下,不宜选用与20号钢高强度匹配的J507焊条进行焊接,而应选用与20号钢等强度匹配的J422或J427焊条进行焊接[3]。
焊条熔敷金属化学成分见表5。从表5来看,J507焊条中Mn的质量分数为1.60%,明显大于J427和J422焊条。Mn是一种易偏析的元素,能降低材料中的马氏体转变温度,当Mn在偏析区累积达到一定比例时,在焊后冷却过程中,会产生马氏体和贝氏体等高硬度的显微组织,易引发SSCC[4]。因此,为了提高钢材抗SSCC的性能,应该将焊材中的锰含量降到尽可能低的水平。

表5 焊条熔敷金属化学成分 w,%
5 结论与措施
(1)酸性水管线焊接接头开裂泄漏是由SSCC引起的,其开裂的主要原因在于20号钢管线焊接时选用了高强度匹配的J507焊条。
(2)现场实践和试验结果表明,选用与20号钢高强度匹配的J507焊条进行焊接,虽然焊接接头经过焊后消除应力热处理,其硬度满足规范要求,但仍可能出现SSCC。因此,在酸性水工况下,碳钢管线应选择与母材等强度匹配的焊接材料。
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
现代临床医学(2021年6期)2021-11-20
焊管(2020年8期)2020-09-08
理论与创新(2020年11期)2020-07-26
科学技术创新(2020年16期)2020-06-28
福建基础教育研究(2019年8期)2019-05-28
中学生数理化·高二版(2016年3期)2016-12-26
中学生数理化·高二版(2008年8期)2008-06-15
