打叶复烤不同工艺路径对烟叶基部处理的影响研究
2021-10-23 10:01杨波彭振兴卢幼祥杨继福王绍林尹良余潘红源
湖南文理学院学报(自然科学版) 2021年3期
杨波 ,彭振兴 ,卢幼祥 ,杨继福 ,王绍林 ,尹良余 ,潘红源
(1.安徽中烟工业有限责任公司技术中心,安徽 合肥,230088;2.安徽中烟工业有限责任公司原料部,安徽合肥,230088;3.华环国际烟草有限责任公司,安徽 滁州,233121)
随着卷烟品牌的不断发展壮大和产品结构的持续提升,对优质烟叶需求量也越来越大,如何提高烟叶的使用价值,成为制约烟草行业高质量发展急需解决的问题。一片烟叶不同区位因生长过程中光照和有效积温等的差异[1-4],势必会造成烟叶从叶尖到叶基不同区位质量的差异。前期一些卷烟工业企业根据烟叶不同区位的质量差异开展烟叶分类分切加工,取得了良好的效果,不仅可以弥补优质烟叶的紧缺矛盾,还可以提高烟叶使用价值。目前行业内对同一片烟叶不同部位内在质量差异进行了大量研究[5-15],也有部分烤厂通过对工艺路线的改进将烟叶分切为不同部分进行分类加工[16-18]。然而在实际进行分类加工的过程中,由于烟叶基部与烟叶尖部的加工特性不同,采用现有的工艺路径进行处理时会造成加工质量不稳定,加工的均质化纯净化无法保证的问题。笔者通过对烟叶叶基部分采用铺叶台投料和把头处理线投料两种不同工艺路径对比,比较不同工艺路径对感官质量、常规化学成分、均匀性指标、杂物指标以及经济指标的影响,旨在为打叶复烤烟叶基部处理提供参考。
1 材料与方法
1.1 实验材料
1.1.1 烟叶原料
安徽皖南烟叶。具体分为叶基部分和烟叶部分,叶基部分包括安徽皖南C2FA 叶基、C4FA 叶基和B2FA 叶基;烟叶部分包括安徽皖南C2FC、皖南C3FC、皖南C4FB 和皖南X2F。
1.1.2 主要设备
实验室近红外光谱仪,赛默飞科技,美国;在线近红外光谱仪,卡尔蔡司公司,德国;叶中含梗率检测仪;叶片振动分选机;宾德烘箱,德国。
1.2 实验方法
1.2.1 工艺要求
将叶基部分和烟叶部分平均分成两部分,其中一部分按照路径一加工,剩余部分按照路径二加工。路径一为叶基部分通过翻箱喂料与烟叶部分通过铺叶台铺叶混合后进预混柜,按照正常生产线生产。路径二为叶基部分单独通过把头处理线加工,加工后的叶片进把头线贮存柜,通过打叶汇总皮带均匀掺配后汇入主料中。
1.2.2 检验与评价
对两种不同路径下的加工质量进行评价,评价指标包括感官质量评价,常规化学成分评价,成品片烟均匀性评价,烟叶纯净度评价和经济指标评价。感官质量评价依据安徽中烟感官质量评价办法进行。常规化学成分评价按成品片烟每50 箱取样检测一次,利用实验室 近红外光谱仪检测。成品片烟均匀性评价包括成品烟碱均匀性、水分均匀性和叶片结构均匀性,评价方法按YC/T-366 标准执行。纯净度评价指标包括杂物指标和叶中含梗率。经济指标包括出片率、出梗率和成品得率。
2 结果与分析
2.1 不同工艺路径叶基处理对感官质量的影响
由安徽中烟的6 位评委依据安徽中烟感官质量评价方法对成品片烟进行感官评价。评价指标包括香气质、香气量、杂气、劲头、浓度、细腻程度、刺激性、干燥感、余味和甜度。劲头的计分方式为9-|6-标度值|,感官总分为上述指标得分总和。感官质量评价结果见表1。

表1 不同工艺路径对感官质量的影响
由图1 可知,正常打叶与把头线回掺相比,正常打叶的口感特性明显好于把头线回掺的口感特性,正常打叶的感官质量综合得分优于把头线回掺的感官质量综合得分。究其原因,一片烟叶的叶基部分口感特性较差,正常打叶时,叶基部分与烟叶一同进入混配柜混配并进行打叶,打叶前期混配的均匀性较好,打叶质量相对稳定;而把头线单独打叶回掺时,会存在打叶不完全的现象,一部分带有烟梗的片烟会掺配到正常打叶的片烟中,造成感官质量特别是口感特性的下降。
2.2 不同工艺路径叶基处理对常规化学成分的影响
不同工艺路径叶基处理对常规化学成分的影响见表2。

表2 不同工艺路径对常规化学成分的影响
由表2 可知,正常打叶与把头线回掺对烟碱、总糖、还原糖、总氮、总钾、总氯、糖碱比和钾氯比的影响基本一致。
2.3 不同工艺路径叶基处理对均匀性指标的影响
依据YC/T-366 打叶复烤均匀性指标评价办法,均匀性指标包括成品片烟化学成分均匀性、成品片烟水分均匀性以及烤前叶片结构均匀性,具体均匀性指标(CV)的影响见表3。
由表3 可知,把头线回掺相对于正常打叶,烟碱CV 降低,水分CV 略有下降,叶片结构CV 下降明显。由于烟叶基部与烟叶的物理加工特性差异较大,在进行正常打叶风分时,加工特性的差异会造成打叶质量的差异,进而影响叶片结构的均匀性;而把头线回掺时,是将烟叶基部单独进行打叶,打出的片烟的叶片结构相对稳定均匀,在与正常烟叶打叶汇总皮带回掺时,回掺后片烟的叶片结构也相对稳定均匀。
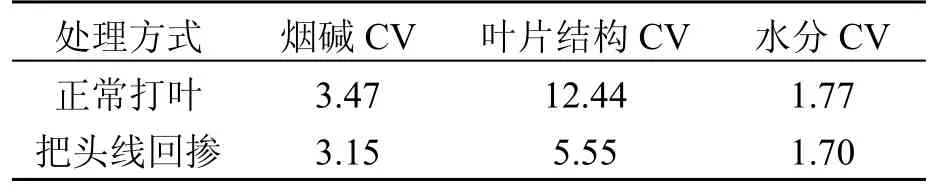
表3 不同工艺路径对均匀性指标的影响 /%
2.4 不同工艺路径叶基处理对杂物指标的影响
杂物包括一类杂物、二三类杂物和叶中含梗,具体杂物指标的影响见表4。
由表4 可知,把头线回掺相对于正常打叶来说,杂物控制的效果稍差,主要表现为二、三类杂物和叶中含梗率稍高。究其原因,主要是因为把头处理线一般打叶风分装置较少,同时和主线相比,缺乏必要的机器除杂手段,例如风分除杂、光电除杂等,主要采取人工挑杂的方式进行,而人工挑杂在杂物挑选的效率和精准度上较差。

表4 不同工艺路径对杂物指标的影响 /%
2.5 不同工艺路径叶基处理对经济指标的影响
经济指标主要包括出片率、出梗率和成品得率。不同工艺路径对经济指标的影响见表5。
由表5 可知,把头线处理相对于正常打叶方式,出片率稍高,出梗率稍低,成品得率差别不大。由于把头线处理后打叶风分装置较少造成打叶不彻底降低了出梗率,同时叶中含梗率偏高造成更多的烟梗进入到片烟中去,提高了出片率。

表5 不同工艺路径对经济指标的影响 /%
3 结论
(1) 本文考察了叶基部正常打叶与叶基部把头线打叶后回掺这两种不同工艺路径对感官质量、常规化学成分、均匀性指标、杂物指标以及经济指标的影响。结果表明,不同工艺路径下对相关评价指标的影响不尽相同:正常打叶路径下感官质量较好,尤其是口感特性提升明显;正常打叶对杂物的控制较好;正常打叶出梗率和成品得率较高。把头线回掺路径下均匀性指标较好;出片率相对较高。两种不同路径对常规化学成分的影响基本一致。
(2) 由于把头处理线打叶流量普遍较低,而目前国内烤厂打叶流量通常为12 T/h,当叶基部分相对于烟叶部分重量占比较低时,可以考虑叶基部分把头线打叶回掺,当重量占比较大时,建议采用主线打叶为宜。
(3) 工业企业应根据叶基部分重量占比情况和对相关指标的关注情况,灵活运用不同的工艺路径处理。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
轮胎工业(2021年7期)2021-07-20
西南农业学报(2020年9期)2020-12-10
中国电气工程学报(2020年15期)2020-11-16
西南农业学报(2019年9期)2019-11-11
活力(2019年15期)2019-09-25
文理导航·科普童话(2017年4期)2018-02-10
文理导航·科普童话(2017年2期)2017-05-31
高中时代(2016年4期)2016-06-12