
某铜铁银多金属矿综合回收试验研究
2021-10-15 08:40王晓慧高泽东梁友伟康博文
矿冶 2021年5期
王晓慧 高泽东 梁友伟 康博文
(1.中国地质科学院矿产综合利用研究所,中国地质调查局金属矿产资源综合利用技术研究中心,成都 610041;2.金川集团股份有限公司选矿厂,甘肃 金昌 737100)
在我国有色金属材料中,铜的消费仅次于铝,铜是国民经济发展、国防力量强化、高科技发展等中不可或缺的基础材料,是国家重要的战略储备资源[1,2]。菱铁矿作为一种传统铁矿资源,长期以来用作钢铁冶炼,近几十年来的研究发现,菱铁矿经热处理后可产生磁性矿物,分解产物变化非常复杂,而且表现出一系列异常的磁学现象,使菱铁矿热分解的主要产物具有极大的潜在应用价值[3,4]。
我国西北某地铜铁银多金属矿储量丰富,矿石中可供综合回收的元素主要为铜、铁、银,其含量分别为1.34%、41.09%、47.63 g/t。该矿石中主要金属矿物为黄铜矿、黝铜矿、菱铁矿、白铁矿;脉石矿物主要为石英和方解石,其次有绿泥石、云母、斜黝帘石、透闪石、透辉石等。
在工艺矿物学研究的基础上,采用“一段磨矿—自然pH值下浮选铜—铜尾矿中性焙烧—弱磁选铁”工艺流程,以腐殖酸钠作为脉石抑制剂,创新性地以Mac-12与叔十二硫醇作为组合捕收剂,在矿浆自然pH值条件下,实现了细粒铜矿物的高效回收,选铜尾矿采用“中性焙烧—弱磁选”的工艺获得了铁品位大于60%的铁精矿,同时矿石中的银矿物在铜精矿中得到较好富集,综合回收指标优异。
1 原矿性质
原矿的化学定量分析及铜、铁物相分析见表1、表2和表3。

表1 原矿化学多元素分析结果Table 1 The results of chemical multi-element analysis of raw ore /%

表2 原矿铜物相分析结果Table 2 The results of copper phase analysis of raw ore /%

表3 原矿铁物相分析结果Table 3 The results of iron phase analysis of raw ore /%
由表1的化学分析结果可知,矿石中主要有用组分为Cu、Fe,含量分别为1.34%、41.09%,矿石中伴生的Ag元素含量为47.63 g/t,达到铜矿床伴生有益组分评价标准,需要进行综合回收。
由表2、表3的铜、铁物相分析结果可知,矿石中铜矿物主要为硫化铜,占有率为81.16%,其次为次生硫化铜,占有率为9.69%;矿石中的铁矿物主要为菱铁矿,占有率为87.71%,其次为硫化铁,占有率为4.94%。
此外,工艺矿物学研究还表明,该矿石中的黄铜矿、黝铜矿呈浸染状、细脉状分布,黄铜矿原生粒度细,-0.037 mm粒级含量占到18.3%;矿石中的菱铁矿含量高,多呈致密块状集合体形式存在;脉石矿物主要为石英和方解石,构成本区矿石的主体。矿石中的伴生元素银以硫化物和难溶矿物包裹银形式存在,其含量与铜呈正相关关系。
2 浮选试验
在矿石工艺矿物学研究及选矿探索试验的基础上,基于国内外铜多金属矿选别现状,本研究拟定以下原则流程:先浮选黄铜矿并回收矿石中伴生银矿物、再焙烧磁选尾矿中的菱铁矿,即“一段磨矿—矿浆自然pH值条件下浮选铜—铜尾矿中性焙烧—弱磁选铁”的工艺流程。
2.1 磨矿细度对浮选的影响
有用矿物的单体解离程度从根本上决定了其选矿指标[5],因此有必要开展磨矿细度试验,以确定针对该矿物最佳的磨矿细度。磨矿细度试验以腐殖酸钠为脉石抑制剂,Z-200为铜矿物捕收剂,以松醇油为起泡剂。试验流程及药剂制度见图1,试验结果见图2。
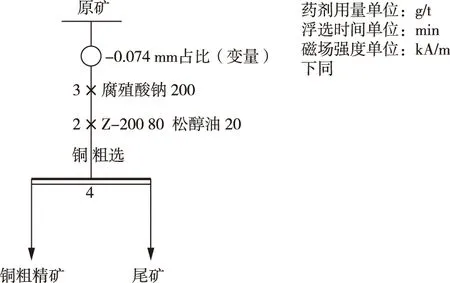
图1 磨矿细度试验流程Fig.1 Flowsheet of grinding fineness test
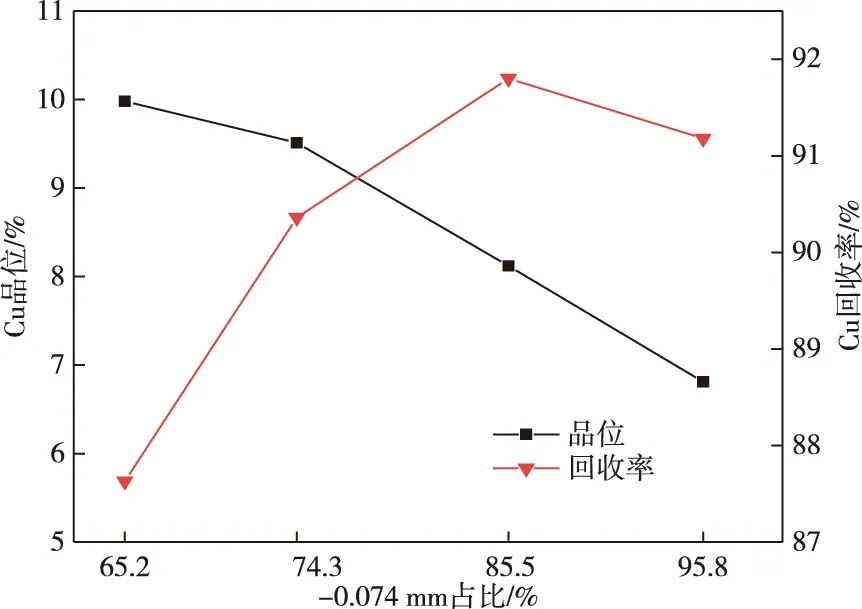
图2 磨矿细度对铜浮选指标的影响Fig.2 Effects of grinding fineness on copper flotation index
由图2可知,随着磨矿产品中-0.074 mm占比的增加,铜精矿中铜的品位不断下降,而铜的回收率先升高后降低。分析其原因可能是由于磨矿细度过细后,产生了过磨现象,对铜的浮选造成了不利影响。因此综合考虑精矿指标,确定适宜的磨矿细度以-0.074 mm含量为85.5%为宜。
2.2 抑制剂用量对浮选的影响
由工艺矿物学研究可知,该矿物中主要的脉石矿物为石英和方解石。在硫化铜矿物的浮选矿浆体系中,Cu2+作为难免离子,会对石英等脉石矿物产生活化作用,导致脉石矿物在浮选过程中上浮,影响铜精矿的品位。腐殖酸钠是一种选矿过程中常用的抑制剂,有研究表明,腐殖酸钠能与吸附于脉石矿物表面的Cu2+产生螯合作用,从而降低矿浆中的Cu2+对于脉石矿物的活化。因此,本试验选取腐殖酸钠作为脉石矿物的抑制剂,并进行了抑制剂用量试验。试验流程及药剂制度见图3,试验结果见图4。

图3 腐殖酸钠用量试验流程Fig.3 Flowsheet of sodium humate dosage test
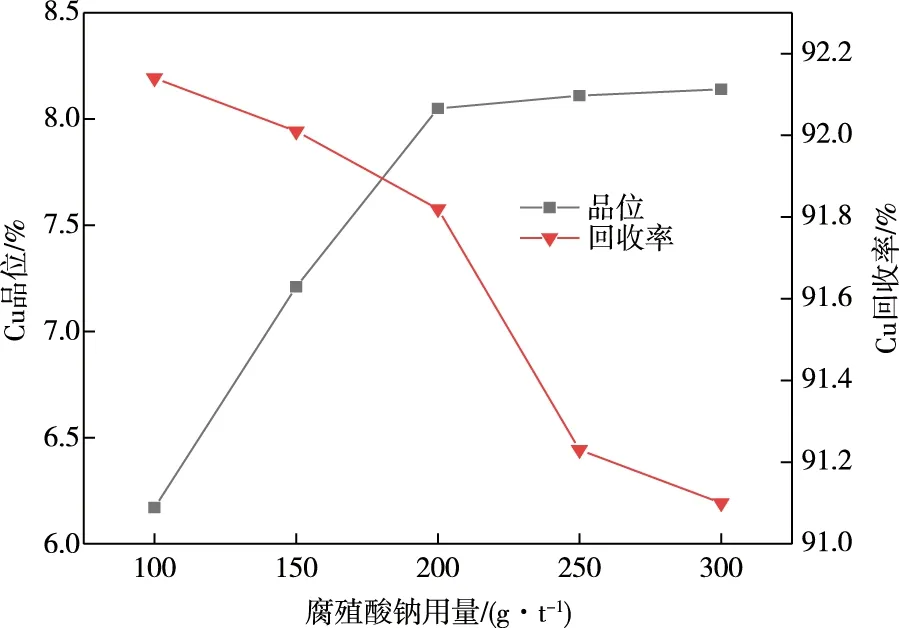
图4 腐殖酸钠用量对铜浮选指标的影响Fig.4 Effects of sodium humate dosage on copper flotation index
由图4可知,随腐殖酸钠用量的增加,铜粗精矿中铜的品位先急剧上升,当腐殖酸钠用量大于200 g/t后,上升趋于平缓;铜粗精矿中铜的回收率则随着腐殖酸钠用量的增加,呈现下降趋势,但变化幅度不大。上述现象表明,腐殖酸钠有助于提高铜粗精矿中铜的品位,同时其对于硫化铜矿物的抑制作用较小。根据用量试验数据,综合考虑后,确定腐殖酸钠用量选取200 g/t为宜。
2.3 铜矿物捕收剂种类对浮选的影响
在铜矿物浮选作业中,使用选择性较强的捕收剂是铜矿物有效回收的技术关键。在确定了适宜的磨矿细度(-0.074 mm含量占85.5%)后,以腐殖酸钠为脉石矿物抑制剂,以松醇油为起泡剂,无需添加pH调整剂,进行了铜选择性捕收剂乙硫氨脂(Z-200)、Mac-12以及组合捕收剂MSL(Mac-12∶叔十二硫醇=3∶1)等不同药剂组合的选铜适应性试验[6],试验过程中控制捕收剂用量均为80 g/t,具体试验流程及条件见图5,比选试验结果见图6。

图5 铜捕收剂比选试验流程Fig.5 Flowsheet of Cu collectors test
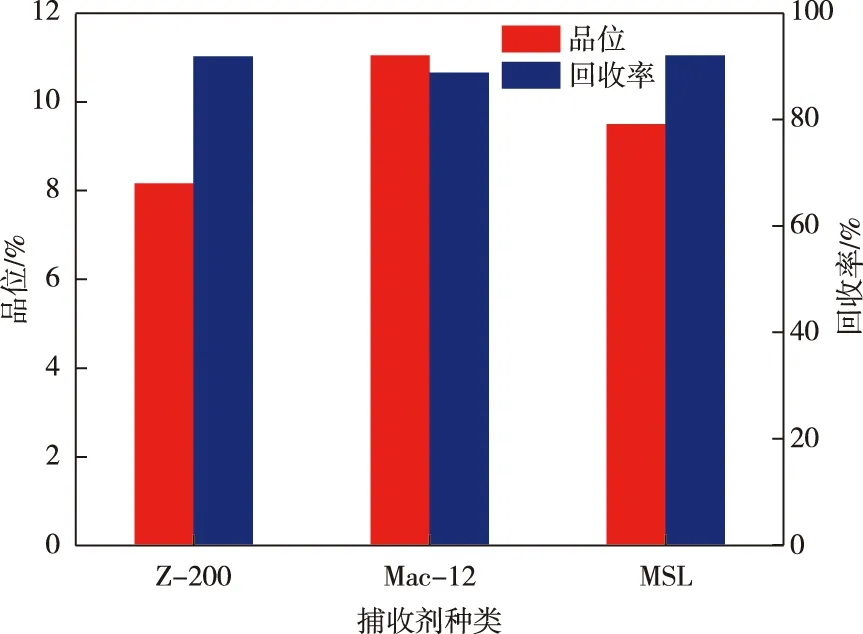
图6 不同种类捕收剂对铜浮选的影响Fig.6 Effects of collectors on copper flotation
由图6可知,通过对比以上三种捕收剂的试验指标,Mac-12对铜的捕收选择性最好,但回收率稍低,而以组合捕收剂MSL获得的指标最优,其中叔十二硫醇兼具消泡能力,浮选过程中会重新组装泡沫层,形成硫化物疏水薄层,降低矿泥夹带,有利于细粒铜矿物的回收[7,8]。可见,对于该细粒嵌布铜矿浮选,在Mac-12的基础上配合使用叔十二硫醇,强化了矿石中微细粒铜矿物的选择性捕收,试验指标优异。
2.4 铜矿物捕收剂用量对浮选的影响
在上述捕收剂种类的试验基础上,为了更好地实现铜的回收,进行了捕收剂用量试验。捕收剂用量试验流程及药剂制度见图5,试验结果见图7。
如图7所示,随着捕收剂用量的增加,铜粗精矿中铜的品位呈下降趋势,而铜的回收率则与捕收剂用量成正比,但当捕收剂用量大于80 g/t后,铜回收率曲线趋于平缓,表明铜回收率的增幅减小。为了同时保证粗精矿的品位及回收率,综合考量后,选取80 g/t为铜粗选捕收剂用量。

图7 捕收剂用量对铜浮选指标的影响Fig.7 Effects of the amount of collector on copper flotation index
2.5 菱铁矿回收试验
选铜尾矿中全铁含量达44%以上,可作为有益伴生元素进行综合回收。尾矿综合利用研究工作不但可以提高资源的综合利用率、实现经济价值,同时可以减少废弃物排放量,缓解环境压力。
根据工艺矿物学相关研究可知,该选铜尾矿中的铁矿物主要以菱铁矿为主,回收菱铁矿最经典的方法就是“焙烧—磁选法”。其他方法包括重选、强磁选都难以用简单的选别流程获得合格的铁精矿。因此,试验回收本次选铜尾矿中的铁矿物采用“焙烧—磁选法”[9]。
菱铁矿焙烧试验中采用中性焙烧法,焙烧温度是极为关键的技术参数[3],随着焙烧温度的升高,粗精矿中铁的品位及回收率均呈升高趋势;而当焙烧温度>600 ℃时,粗精矿中铁品位小幅降低,而铁的回收率则大幅下降。因此,焙烧温度600 ℃较为适宜。此外还进行了焙烧时间及磁场强度条件试验,试验最终确定适宜的焙烧时间为100 min,弱磁选磁场强度为125 kA/m。
在确定了菱铁矿“中性焙烧—弱磁选”的工艺条件后,按上述工艺条件开展菱铁矿综合回收试验,具体试验流程及条件见图8,试验结果见表4。
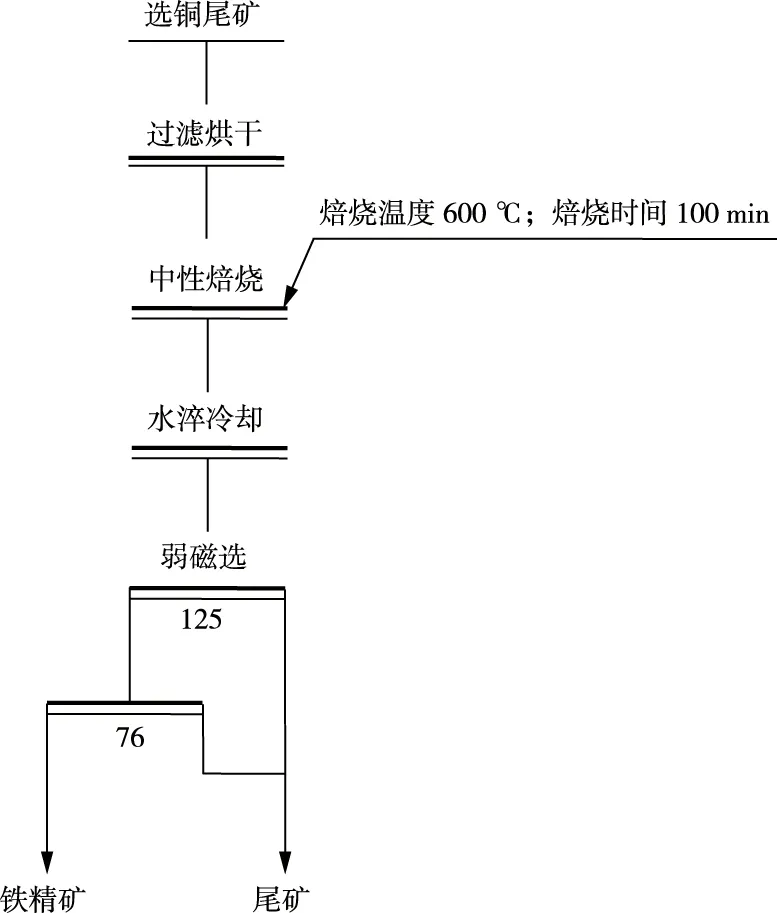
图8 铁矿物综合回收试验流程Fig.8 Flowsheet of the iron mineral comprehensive recovery test
由表4可知,通过“中性焙烧—弱磁选”的工艺获得了良好的试验指标,试验获得了铁品位61.31%、铁作业回收率88.31%的铁精矿。

表4 铁矿物综合回收试验结果Table 4 Results of the iron mineral comprehensive recovery test /%
2.6 铜铁银多金属矿综合选别回收试验
在开路试验的基础上,浮铜作业在矿浆自然pH值条件下,以腐殖酸钠作为脉石矿物的抑制剂、MSL作为铜矿物的组合捕收剂,焙烧作业温度为600 ℃、焙烧时间为100 min,弱磁选作业磁场强度为125 kA/m,完成了“自然pH值下浮选铜—铜尾矿中性焙烧—弱磁选铁”综合回收试验,详细药剂条件及流程见图9,试验结果见表5。

图9 铜铁银多金属矿综合回收试验流程Fig.9 Flowsheet of the comprehensive recovery test for polymetallic ore

表5 铜铁银多金属矿综合回收试验结果Table 5 Results of the comprehensive recovery test for polymetallic ore /%
由表5可知,“自然pH值下浮选铜—铜尾矿中性焙烧—弱磁选铁”综合回收试验获得的指标为铜精矿的铜品位21.51%、铜回收率89.46%;铁精矿铁品位61.31%、铁回收率85.70%。此外,银在铜精矿中达到计价标准,银回收率为70.65%,综合回收试验指标优异。
3 结论
1)西北某地大型铜铁银多金属矿中铜、铁品位分别为1.34%、41.09%,并伴生47.63 g/t的银,具有较大的综合回收价值。矿石中的铜主要以独立矿物的形式赋存于黄铜矿中,黄铜矿原生粒度细,-0.037 mm粒级含量占到18.3%。银多以硫化物和难溶矿物包裹银形式存在,其含量与铜呈正相关关系。矿石中的铁矿物主要为菱铁矿,多呈致密块状集合体形式存在。为实现该矿物的综合利用,根据工艺矿物学研究结果提出了“自然pH值下浮选铜—铜尾矿中性焙烧—弱磁选铁”的工艺流程。
2)在确定工艺流程后,进行了选铜作业条件试验,研究了磨矿细度、腐殖酸钠用量、捕收剂种类、捕收剂用量等条件对于铜浮选指标的影响。试验结果表明,当磨矿细度为-0.074 mm含量占85.5%、腐殖酸钠用量为200 g/t,采用Mac-12与叔十二硫醇作为细粒铜的组合捕收剂并控制用量为80 g/t时,能获得较优的铜浮选指标,与此同时矿物中的银也能得到有效回收。为实现该矿物的综合回收利用,进行了铜尾矿焙烧选铁试验。试验焙烧作业温度为600 ℃,弱磁选作业磁场强度为125 kA/m,获得了铁品位61.31%、铁作业回收率88.31%的铁精矿。
3)在上述试验的基础上,进行了闭路试验。试验结果表明,在较优试验条件下,可以获得铜品位为21.51%、铜回收率89.46%的铜精矿;铁品位为61.31%、铁回收率85.70%的铁精矿;银主要富集于铜精矿中,银回收率可达70.65%,获得了优异的综合回收指标。
猜你喜欢
矿业工程研究(2022年1期)2022-05-06
中国科技纵横(2022年7期)2022-05-03
选煤技术(2022年1期)2022-04-19
南方农业(2021年24期)2021-12-26
磷肥与复肥(2021年10期)2021-11-10
波谱学杂志(2021年3期)2021-09-07
矿产保护与利用(2021年2期)2021-06-11
粮食与食品工业(2021年2期)2021-04-15
世界有色金属(2020年5期)2020-06-09
农民致富之友(2019年8期)2019-05-22
