
发动机缸盖砂芯通过式表干炉生产线的升级改造
2021-10-10 01:04李保强
中国铸造装备与技术 2021年5期
李保强,刘 俊
(机械工业第六设计研究院有限公司,河南郑州 450000)
0 引言
发动机缸盖砂芯通过式表干炉生产线是针对铸造车间造型线生产工艺特点,并依据热平衡原理、水分迁移理论及传热学理论进行专门设计的,用于发动机缸盖砂芯整体浸水基涂料后的表面干燥的专用装备。对于砂型实现型腔表面干燥,而对于砂芯实现整体干燥的要求。在具体设计制造过程中,既要充分考虑到用户的造型工艺特点、砂型(芯)结构、砂型(芯)干燥温度、干燥时间及生产率等不同要求,又兼顾注意涂料成分、涂敷工艺、热源、气候、湿度等对干燥所产生的影响。砂芯的主要成分为树脂砂,树脂砂芯本身的含水量较低(0.2%~0.3%),采用水基涂料表干工艺所需干燥的主要是砂芯表面水基涂料渗入的水分[1]。
1 原缸盖砂芯表干炉生产线存在的问题分析
某发动机公司的缸盖砂芯通过式表干炉生产线由于原设备部分环节设计不合理以及换热器及热风循环系统、输送及托盘定位系统、电气控制等部分的失效和异常,造成表干炉能耗太高,效率降低,系统的稳定性和可靠性及托盘的定位精度太低,磨损严重等问题。表干炉目前存在的一些问题直接导致了单位燃料消耗量的增加,设计不合理的地方,需要进行优化升级改造,除了节能外还可以增加设备的可靠性,降低设备的故障率。
2 改造措施
2.1 换热器及热风循环系统
拆除了现有的5 台循环风机和换热器,更换了5 台全新的高温循环风机(型号:GW3.0-8C),更换5 台全新的燃气高效节能换热器,换热器为中机六院的专利产品(专利号为ZL 94 17368.6)。对炉体和换热器的接口处进行了改造,使全新的换热器与原有炉体和送风箱能可靠连接,换热器安装完毕后对原有炉体进行了修复处理。对原有送风、回风系统进行了改造,并对风箱和吹风嘴进行了改造,改造后的表干炉炉内气流组织将更加合理和高效。对原有排气系统和冷却系统进行改造,使表干炉的排气量和排气位置更加合理,冷却系统改造后,冷却段的冷却效果将提高,间接提高了表干炉烘干效果。对原有天然气管路、阀门、连接管路和燃烧机的安装进行了改造,使天然气管路和燃烧机满足了全新的换热器的工作要求。通过对换热器及热风循环系统改造,提高了每个温区的循环风量(风量由15000m3/h 增加到30000m3/h)和风嘴出风口风速(出风口风速由现在的12m/s 提高到24m/s),提高了砂芯烘干效果,提高了生产率。
2.2 输送系统的改造
将进口和出口升降台由2 立柱改造为4 立柱形式,提高升降台的稳定性和可靠性,立柱、导杆、导套采用全新设计,见图1 所示。
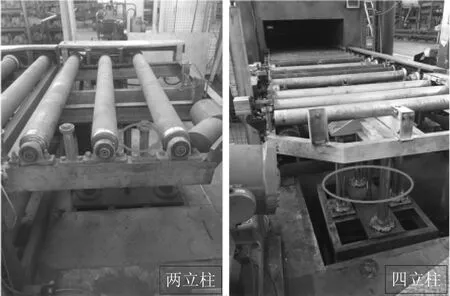
图1 升降台立柱改造前后对比图
对托盘进行加工改造,在托盘底部两侧镶嵌耐磨钢条,前后部位增加定位板,提高托盘的耐磨性,并使托盘满足夹紧机构精确定位的要求,重新加工改造后的托盘,底部两侧耐磨钢条安装后尺寸误差不超过0.5mm,前后定位板安装后尺寸误差不超过0.5mm,见图2 所示。

图2 托盘底部两侧镶嵌耐磨钢条
新增了3 套托盘定位装置,提高了机械手上件和取件的精度。1 套安装在进口升降台,1 套安装在出口升降台,1 套安装在出口升降台前边一个工位。托盘定位装置为四面夹紧和定位机构,包含定位装置、压缩空气管路、阀件、气动元件等。托盘定位装置为中机六院的专利产品(专利号为:ZL 2015 1 0479432.X),见图3 所示。

图3 增加的2 套夹紧装置及通辊和边辊
炉内进口增加一个快慢速转换工位,保证浸涂好的砂芯能快速进入炉内进行烘干,解决浸涂好的砂芯在炉外等待时涂料堆积的问题。进口炉门口前部工位新增一个按钮盒,可实现人工放置小砂芯时的手动放行和自动放行功能。快慢速转换工位包括新增辊道、减速机、离合器、链轮、链条等,见图4 所示。

图4 炉子进口炉内增加的快慢速装置
对炉内辊道进行了重新调整,提高了辊道的平行度、中心重合度、高度一致性,提高了炉内砂芯运行平稳性,解决了托盘在运行过程中爬导向环、鼓起等问题。更换了表干炉磨损严重的辊道(30 根),对部分运转不平稳的辊道导向环进行了更换,保证了托盘运行平稳性。
2.3 电气控制系统改造
为了满足换热器及热风循环系统改造、输送系统改造后的电气控制要求,对原有电气控制系统进行了改造,包括5 台循环风机的控制回路、循环风压检测及安全联锁、快慢速工位控制、手自动放行按钮盒、夹紧机构控制、辊道控制等部分。新增了空开、接触器、继电器、PLC 模块、接线端子、风压开关、光电开关、接近开关等电气元件,并对原有的控制柜进行了改造,对原有控制软件进行了升级改造。更换了部分托盘检测开关和固定支架,使托盘的到位检测更加可靠,并对辊道控制程序进行优化,避免了辊道空转磨损托盘和辊子。
3 结束语
研究实践表明,升级改造后的缸盖砂芯表干炉炉温由原来的220℃降到180℃,MC 缸盖的烘干时间由原来的120min 降到90min,MC 缸盖的生产率由原来的28 盘/h 提高到40 盘/h,烘干后的砂芯残余水分≤0.3%。通过对升降台、托盘、辊道的改造和维修,提高了表干炉输送系统的稳定性和可靠性,提高托盘的耐磨性。通过增加托盘的精确定位装置,提高了机械手上件和取件的精度,重复定位精度0.5mm,对表干炉的节能改造有一定的推广价值。
猜你喜欢
演艺科技(2021年5期)2021-06-05
装备制造技术(2020年11期)2021-01-26
演艺科技(2020年5期)2020-07-15
技术与市场(2020年3期)2020-03-26
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
柴油机设计与制造(2018年1期)2018-04-20
中国铸造装备与技术(2017年3期)2017-06-21
工业设计(2016年6期)2016-04-17
陶瓷学报(2015年4期)2015-12-17
