
No96型LNG船货舱围护系统殷瓦焊接检验研究
2021-09-28 08:09余勇华管金珏王庆丰
江苏船舶 2021年4期
余勇华,管金珏,徐 骁,王庆丰
(1.江苏新扬子造船有限公司,江苏 靖江 214532;2.招商重工(江苏)有限公司,江苏 南通 226116;3.江苏科技大学,江苏 镇江 212000)
0 引言
目前,LNG船舶运输是实现LNG跨地区远洋运输的最有效方式,故世界范围内投入使用的LNG船的数量正逐年增加。LNG船最重要的船体结构就是LNG液货舱。多年以来,液货舱研制了多种型制,如:球罐型(Moss、Esso)、薄膜型(GTT、CS、TECHNIGAZ)、自持式棱柱型(SPB)等,其中薄膜液货舱型优势愈来愈突出。薄膜型液货舱船型根据施工方法与绝热种类分为GTT No96型、CS-1和Mark Ⅲ型,其中:Mark Ⅲ型的液货舱材料是由绝缘板及刚性绝缘材料组成,GTT No96型液货舱是由绝缘材料组成的绝缘箱。GTT No96型和Mark Ⅲ 2种形式的薄膜型LNG货物围护系统几乎占据了所有在建的LNG船的市场,但是GTT No96型在船体建造工艺和要求尤其是加工精度与焊接等方面要比Mark Ⅲ型要求更高。
No96型围护系统的主要优点是主、次屏壁所采用的殷瓦钢热膨胀系数极低,比较容易实施自动焊接的方式;缺点是殷瓦钢价格昂贵,焊接工艺要求严格、精度标准高并且其厚度较为薄。其中绝缘箱的制作与安装、超薄殷瓦钢的焊接与装配、装卸液货用泵塔的制作与安装又被誉为LNG船货舱围护系统的核心和难点。
本文对殷瓦特性及焊接相关操作进行分析,着重研究焊接检测部分的目检、渗透和宏观金相等的控制,详细记录各个工序,结合规范可为LNG船货舱围护系统殷瓦焊接检测工艺操作提供参考。
1 殷瓦的特性及焊接方法
1.1 殷瓦的特性
(1)殷瓦可在超低温的条件下保持良好的工作性能、较好的延展性和可焊接性,且再加工后不易被腐蚀。
(2)殷瓦热膨胀系数小,强度和硬度不高,导热系数低,塑性、韧性、延伸率、断面收缩率及冲击韧性都很高。
(3)殷瓦不能热处理强化,其特性与奥氏体不锈钢类似,但比奥氏体不锈钢更难加工。
(4)切削加工中所需切削力大、切削温度高,必须采用高性能刀具。
(5)殷瓦十分薄,极限厚度为0.5 mm,因此在焊接过程中需要精确控制焊接流程及熟练的焊接技巧,避免产生氧化或焊穿等现象。
1.2 殷瓦的焊接方法
No96薄膜型LNG货舱围护系统内,殷瓦的焊接主要为手工焊和自动焊2种形式。手工焊采用手工氩弧焊(TIG焊),自动焊有自动TIG焊和缝焊2种形式。
2 殷瓦焊接的检验
No96型LNG船货舱围护系统的焊接整体性检验包括目检、渗透、宏观金相、强度试验、支撑试验、氦气试验、全船试验等,但针对殷瓦焊接接头的检测只有目检、渗透和宏观金相。
2.1 目检
焊缝首先要进行外观检测,其纵向成形波纹密度需均匀且保持良好的直线度。焊缝表面应尽可能光顺,从上方殷瓦板平顺过渡至下方殷瓦板,背面不能有焊穿等缺陷。
2.2 渗透检测
殷瓦试样经目检合格后,进行渗透检测,以检测表面是否有目检不易检测到的焊接缺陷。
2.3 宏观金相
目检和渗透检测都合格的焊接试样需要进行宏观金相观察,根据焊缝成形要求判断焊接接头是否合格。在实际生产中,为确保焊接质量,焊工通常需要焊接几个试样并进行宏观金相检测,合格后方可进行正式产品的焊接。
宏观金相试样制作完毕后必须进行电子显微镜拍照、微观电子测量、标记尺寸等,最终形成宏观金相照片。根据对接头各部分测量的数值与标准要求数值进行比较,全部测量数值在标准要求范围内方可认为焊接接头合格。
2.4 金相试样制作和观察
2.4.1 金相试样制备
(1)将需要进行宏观金相检测的焊接接头切割成10~15 mm宽、20~25 mm长的试样,确保整个接头焊缝端面位于试样中央,然后打磨两侧端头毛刺,将打磨好的样品放入树脂试样镶嵌机进行镶嵌,以增加试样的体积便于样品表面的抛光研磨。
镶嵌完毕的试样放在抛光机上进行研磨抛光,确保焊缝切面研磨光亮。同一个镶嵌试块内可镶嵌多个试样。
2.4.2 样品酸蚀液的制定
试样抛光研磨完毕后,需要对接头抛光端面进行酸蚀,观察接头端面熔合线。本文试验了2种酸蚀液,酸蚀液酸蚀端面速度越快,熔合线越明显。
酸蚀配方①:50 ml的蒸馏水、50 ml 94%~95%溶度的工业酒精、50 ml的溶度最小为37%的盐酸溶液、20克无水硫酸铜。
酸蚀配方②:50 ml的蒸馏水、50 ml 94%的高纯度工业酒精、50 ml浓度为60%的硝酸。
经过对酸蚀试样的观察,酸蚀配方①的效果明显优于酸蚀配方②,但酸蚀配方②的组成成分更容易取得。酸蚀液必须储藏在深色避光密闭玻璃瓶中。配方中的成分比例取得约数值,如需更好的效果,需要对各成分的比例进行微调。
2.4.3 试样酸蚀观察
(1)酸蚀试样前先用94%~95%蒸馏水溶液清洗,去除焊接样品表面的油脂,然后用干净的干棉花球擦拭去除表面水分,防止影响酸蚀液的效果。
(2)用棉花球蘸取酸蚀液,将酸蚀液均匀地涂抹在金相试样接头的断面上,大约过5 min后进行观察。如果一次没有达到需要的酸蚀效果,就需要多做几次。通常在20 ℃以下试验效果会比较好。
(3)用蒸馏水冲洗试样,干燥后将试样放在15~100倍的电子显微镜下观察焊缝的几何特征。测量时需要将电子显微镜连接到屏幕和打印机上,根据成形画面测量数据。
2.5 试样几何数据分析
对电子显微镜下的试样焊缝进行几何数据的测量后,将各部分的测量数值与标准给定的参数进行对比,以判断焊接接头的成形是否合格。
2.5.1 殷瓦搭接接头数据测量
搭接接头测量的数据主要有板厚e
、e
,上板处焊缝成形弧度半径R
,焊缝在下板上的熔深P
,熔宽L
,其示意图见图1。
图1 搭接接头数据测量示意图
不同的搭接方式,根据上下板厚的不同,熔深P
和熔宽L
的标准要求不同,见表1。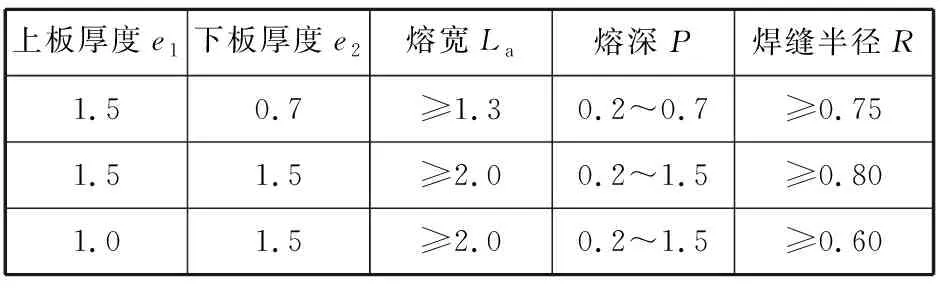
表1 搭接接头测量标准 单位:mm
本文以1.5 mm No.11试样与0.7 mm No.13试样的殷瓦搭接为例进行数据测量。
试验焊缝接头测量数据统计见表2。
2.5.2 殷瓦顶焊接头数据测量
顶焊接头测量的数据主要有外侧板厚e
、e
,焊缝成形弧度半径R
,见图2,测量标准见表3。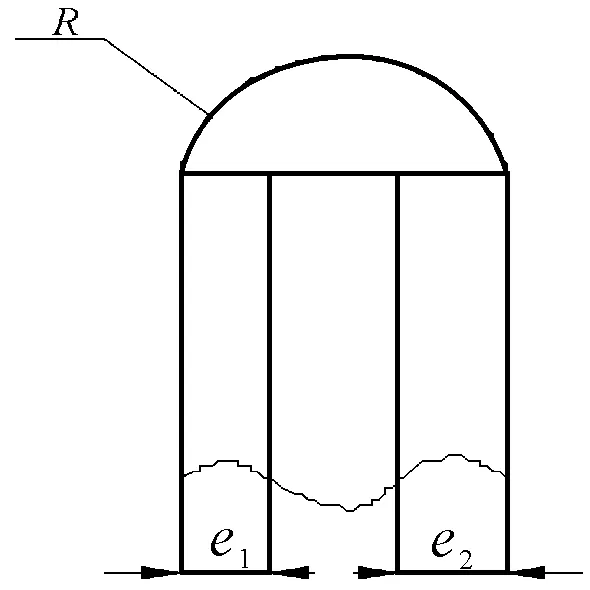
图2 顶焊接头数据测量示意图
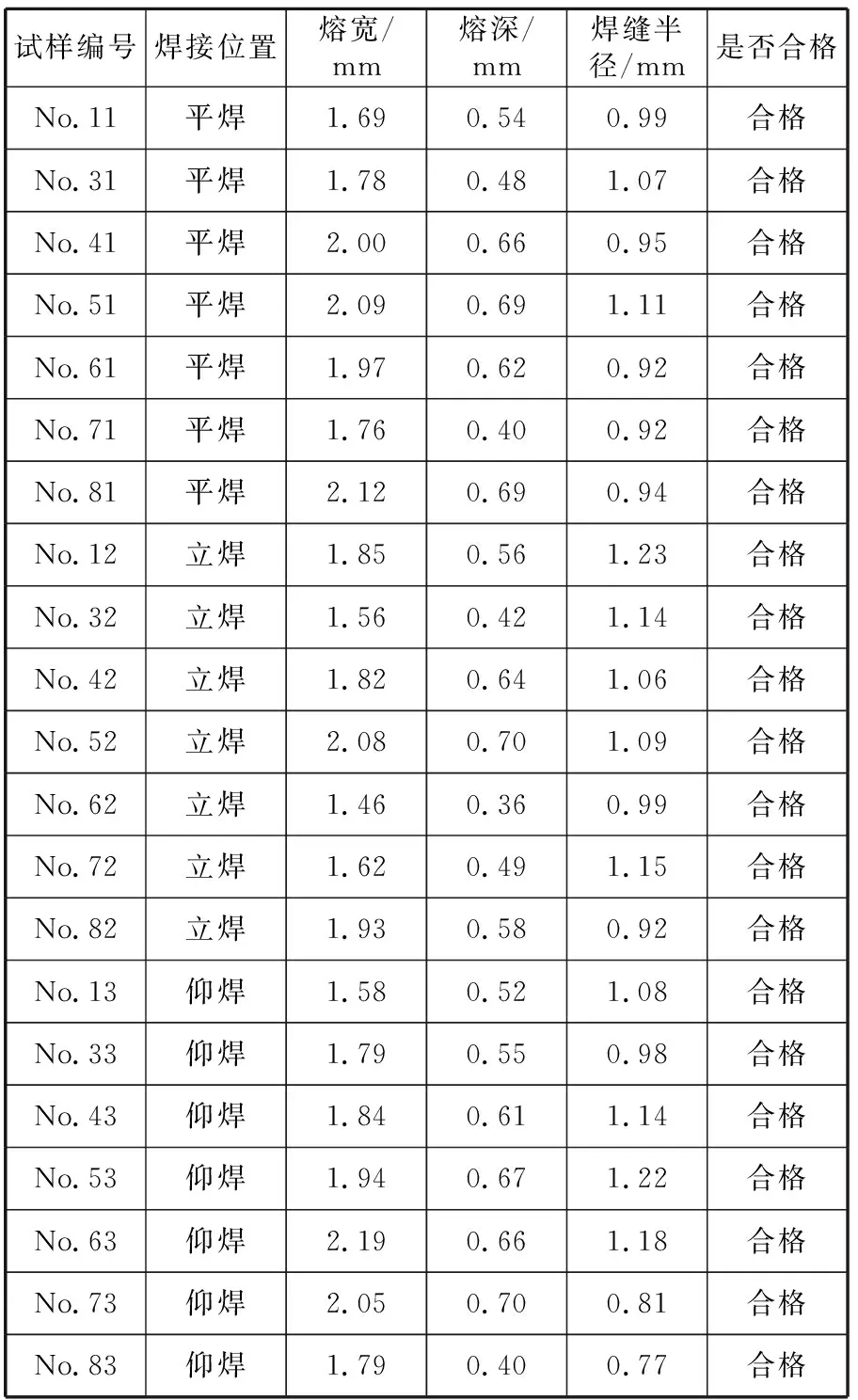
表2 1.5 mm与0.7 mm搭接接头数据测量
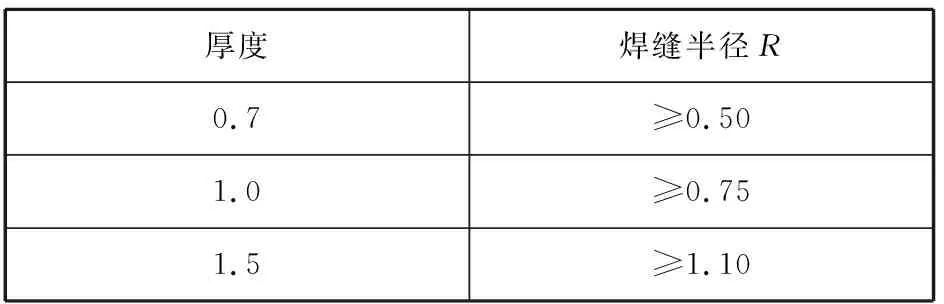
表3 顶焊接头测量标准 单位:mm
试验焊缝接头测量数据统计见表4。
3 结论
(1)检测工艺的质量很大程度决定焊接质量的高低。为了使焊缝成形美观、焊接接头不发生焊接缺陷、焊接质量优良,就必须进行严格的检测。
(2)结合相关规范的要求,本文通过电子显微镜对焊接接头熔敷金属成型、深度及半径的检测办法,判断试样是否符合殷瓦焊接标准要求。
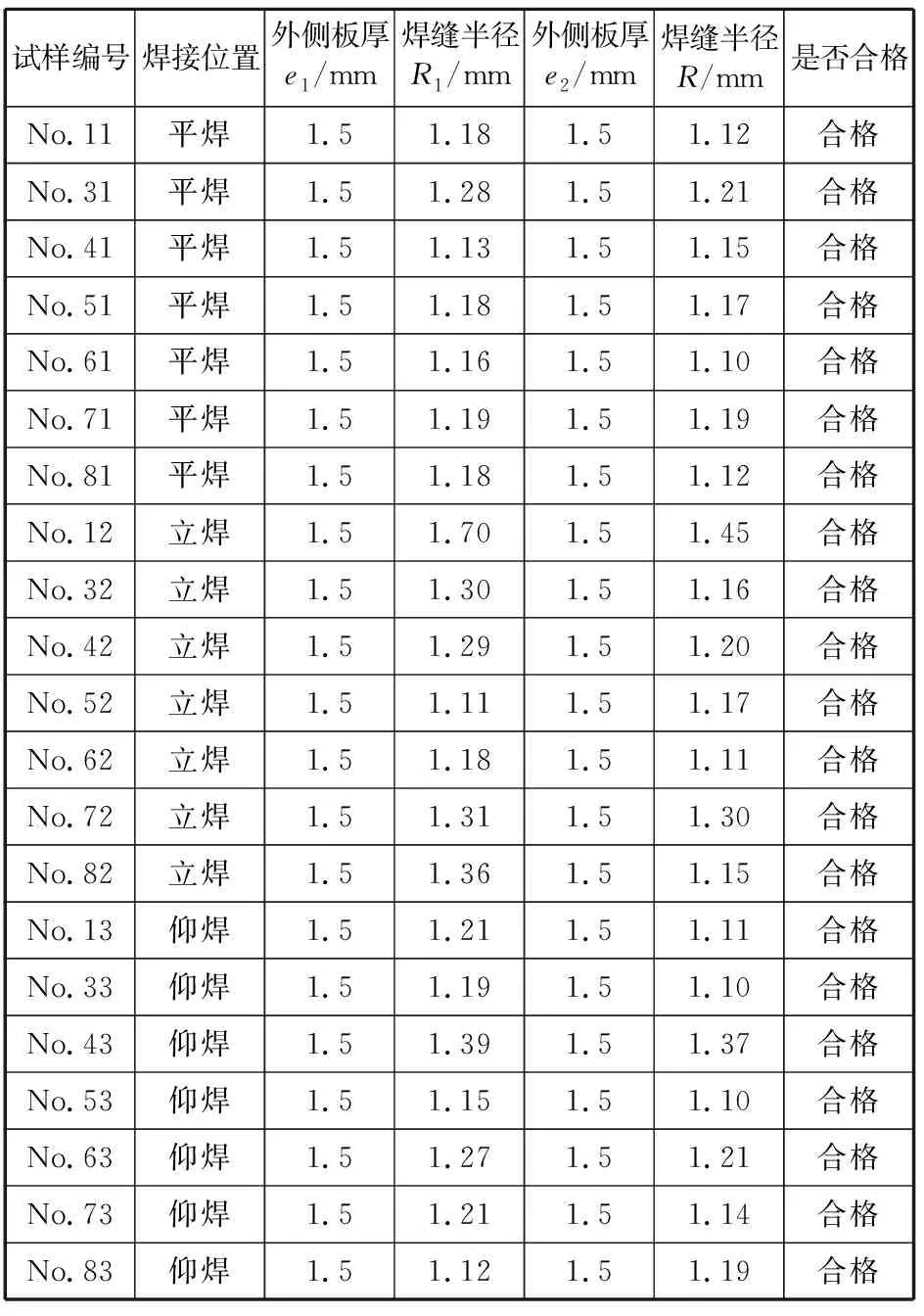
表4 1.5 mm与1.5 mm顶焊接头数据测量
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
装备环境工程(2022年3期)2022-04-09
装备维修技术(2020年17期)2020-12-28
科技视界(2019年3期)2019-04-20
山东工业技术(2018年23期)2018-12-27
科技视界(2018年24期)2018-01-03
食品界(2017年7期)2017-08-24
滇池(2017年5期)2017-05-19
中学化学(2016年12期)2017-02-05
哈尔滨理工大学学报(2016年2期)2016-09-12
