
LPG燃料罐用钢VL4-4的成分和性能研究
2021-09-28 07:52张晓雪陈林恒赵晋斌
江苏船舶 2021年4期
滕 达,张晓雪,陈林恒,赵晋斌
(南京钢铁股份有限公司 江苏省高端钢铁材料重点实验室,江苏 南京210035)
0 引言
液化石油气(Liquefied Petroleum Gas,LPG)作为一种洁净环保燃料,一直受到大家青睐。随着《2020年全球船用燃油限硫令实施方案》的颁布实施,清洁能源需求突显,LPG的生产、运输、储存等受到广泛重视。一大批现有船舶将改用LPG燃料以满足新的要求,因此带来大量的LPG燃料罐需求。LPG主要成分为丙烷和丁烷的混合物,还伴有少量的丙烯和丁烯等。LPG采用低温加压状态储存,液罐的设计温度通常为-40~-55 ℃,因此要求燃料罐用钢具有良好的强韧性匹配,以及-60~-80 ℃甚至-100 ℃的低温韧性,并且钢板的焊接性和加工性能等综合性能优异。
本文以LPG燃料罐用钢为研究对象,首先进行LPG燃料罐用钢的化学成分设计,并分析其母材组织特征和力学性能等,其次重点研究钢板焊接工艺和焊接接头的组织及性能,为国内LPG燃料罐用钢的应用推广提供借鉴和参考。
1 化学成分设计及力学性能标准
LPG燃料罐用钢板VL4-4采用新一代热机械控制工艺(Thermo Mechanical Control Process,TMCP)生产,在钢坯成分、洁净度及钢板的内在质量和均匀性控制方面要求严格,通过低碳、添加少量Nb+Al+Ti微合金细化晶粒元素的成分设计思路,获得超细化组织,钢板最大厚度达到40 mm。VL4-4的成分设计和力学性能要求分别见表1和表2。

表1 VL4-4成分设计
LPG燃料罐用钢VL4-4钢板强度富裕量适中且屈强比在0.80以下,可以在保证强度的同时提高结构安全性。钢板的低温冲击韧性优异,20 mm和40 mm钢板-70 ℃低温冲击功可达到300 J以上,远高于标准要求。VL4-4钢板系列温度的低温冲击试验结果见图1,40 mm钢板在-60~-100 ℃范围内冲击功保持在250 J以上,其韧性转变温度在-100 ℃以下。20 mm和40 mm钢板无塑性转变(Nil-Ductility Transition,NDT)冲击试验结果见表3。从表中可知,-60~-80 ℃的NDT均为合格,表明钢板的低温韧性优异,其无塑性转变温度(Nil-Ductility Transition Temperature,NDTT)≤-80 ℃。
40 mm VL4-4的金相照片见图2,显微组织由铁素体+珠光体+少量贝氏体组成。铁素体晶粒尺寸细小,晶粒度可达到11级以上,保证了钢板的强度和优异的低温韧性。

表2 LPG燃料罐用钢VL 4-4力学性能

图1 40 mmVL4-4系列低温冲击

表3 VL4-4 NDT落锤性能

图2 40 mm VL4-4金相照片(板厚1/4处的金相)
2 焊接性能
考虑LPG燃料罐在低温高压下服役,其焊接接头的整体性能直接影响罐体的服役寿命,焊接性能在评价材料质量上也越来越受重视。采用埋弧焊方法对钢板进行焊接性能评定,焊接钢板选用40 mm厚VL4-4,焊缝型式为对接焊缝,坡口型式采用K型缺口。焊接接头示意图见图3,图中1~11表示焊道顺序。焊接工艺参数见表4。
由于采用低碳成分设计,低温钢可在不预热的情况下进行焊接。在50 kJ/cm的线能量下,焊接接头粗晶区组织为铁素体+贝氏体+少量珠光体,见图4。粗晶区内沿原始奥氏体晶界分布着多边形铁素体组织,晶内为板条贝氏组织,在微合金晶粒细化元素的作用下,粗晶区组织没有出现异常粗化的现象,保证了焊接接头的强度和低温韧性。粗晶区内没有生成马氏体等硬相组织,从而避免了焊接接头的硬化。焊接接头拉伸、弯曲、冲击和硬度等试验数据见表5。焊接评定结果表明:低温钢焊接接头的熔合线(Fusion line,FL)、FL+1 mm、FL+3 mm、FL+5 mm位置的-60 ℃低温冲击功大于150 J,焊接性能优异,完全符合LPG燃料罐的要求。

图3 焊接接头示意图

表4 试板焊接参数
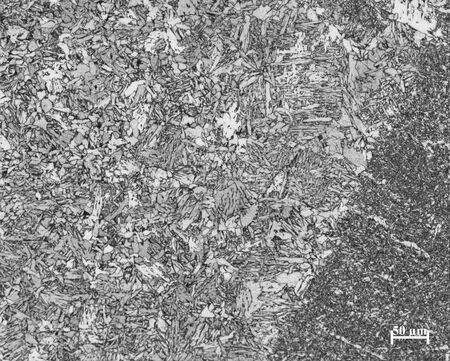
图4 焊接接头的显微组织(熔合线+粗晶区)
3 裂纹尖端张开位移性能
钢板母材和焊接接头的裂纹尖端张开位移(Crack Tip Opening Displacement,CTOD)性能见表6。δ
是指裂纹体受张开型载荷后原始裂纹尖端处两表面所张开的相对的距离,其值越大表示材料抗开裂性能越好。实验结果表明:VL 4-4钢板母材和焊接接头的CTOD性能优异,抗开裂性能优异。
表5 焊接接头性能

表6 母材CTOD性能
4 结论
(1)LPG燃料罐用钢VL4-4采用低碳、Nb+Al+Ti微合金成分设计,以TMCP工艺生产,具有超细化的铁素体+珠光体+少量贝氏体组织,钢板具有良好的强韧性,-60~-100 ℃优异的低温冲击、NDTT温度低于-100 ℃,钢板具有良好的韧性和抵抗裂纹扩展的能力。
(2)钢板具有良好的焊接性能,在50 kJ/cm的线能量下,焊接接头粗晶区组织为铁素体+贝氏体+少量珠光体,焊接接头没有出现软化和硬化,焊接接头-60 ℃低温冲击和CTOD性能优异,完全符合建造和使用要求。
猜你喜欢
今日农业(2022年16期)2022-09-22
法人(2022年5期)2022-05-23
上海城市管理(2022年1期)2022-02-14
散文诗(青年版)(2021年6期)2021-08-09
机械制造文摘·焊接分册(2020年2期)2020-06-15
科技信息·中旬刊(2018年5期)2018-10-21
科技经济市场(2017年4期)2017-07-06
科技资讯(2017年14期)2017-06-22
东方教育(2016年21期)2017-01-17
大家健康(2016年8期)2016-12-26
