研磨子模糊控制
2021-09-27 06:30张正桥曾京汪群生
机械 2021年9期
张正桥,曾京,汪群生
研磨子模糊控制
张正桥,曾京,汪群生
(西南交通大学 牵引动力国家重点实验室,四川 成都 610031)
基于轮轨粘着的基本原理,对比了撒砂、喷射陶瓷粒子和使用研磨子三种粘着改善策略,以及组合校正法和模糊控制法两种粘着控制方法,以此设计了一种研磨子模糊控制系统。该系统可以作为目前所采用的恒常研磨策略和组合校正力矩调节方法的辅助,在保证列车在牵引、高速运行和制动过程中维持轮轨接触面清洁的同时,当车轮在一定速度区间内产生较大滑行或空转趋势时控制系统能够迅速响应,增大研磨子作用压力,在改善轮轨关系的前提下极大地减少了研磨子及车轮材料的浪费。此外,可以根据增粘和修型需求修改模糊控制参数,以实现不同的作用效果,智能调节研磨子的作用频率。
研磨子;轮轨粘着;模糊控制
在客运高速化和货运重载化两大趋势下,轮轨接触正面临着愈加严峻的挑战。为了保证列车在长距离运营里程、频繁的牵引制动和恶劣的运行环境中仍能保持足够的安全性和稳定性,世界各铁路技术强国均投入了大量的人力及财力对轮轨关系进行积极的探索研究,并将部分成果和结论通过国际轮轨系统接触力学和磨耗会议、国际车辆动力学会议、国际重载列车大会等国际会议进行信息共享。轮轨关系问题被拆分成几个不同的板块,如轮轨接触理论和计算方法、轮轨粘着、轮轨磨耗损伤、脱轨及噪声等,这其中,轮轨接触理论是轮轨粘着的基础,轮轨粘着又直接决定了轮轨接触关系,异常的轮轨接触会增大轮轨间的相互作用力,使车轮和轨道产生不同程度的磨耗[1]。
为改善轮轨关系,要在了解轮轨粘着原理的基础上有效地提高并利用粘着性能。20世纪70年代,日本国铁首次将研磨子应用于新干线列车的全列车轮,显著提升轮轨粘着性能并防止了车轮的空转和滑行,尤其适合日本多雨雪的气候特点[2]。我国也在CRH2、CRH380A及CR400AF/BF等动车组列车上配备了国产或进口研磨子,取得了不错效果。鉴于研磨子巨大的消耗量和重要的作用效果,本文从基本粘着原理出发,用粘着控制思路设计了一种研磨子模糊控制方法,以实现更智能的研磨增粘作用。
1 轮轨粘着基本原理
目前针对轮轨粘着原理的研究已经相当成熟,粘着系数主要与轮轨接触介质、车辆速度、轮轨表面粗糙度、温度、湿度以及结构参数有关[3],在一个确定性系统中,粘着系数仅随蠕滑率的变化而变化。如图1所示,当蠕滑率增加时,粘着系数不断增大,粘着区所占面积减小,当蠕滑率增长至一特定值时,粘着系数和粘着力达到最大,轮轨粘着性能达到最优,该时刻的蠕滑率称为最优蠕滑率,对应的粘着系数为粘着界限。以最优蠕滑率为界限,左右侧区域分别为微观滑动区和宏观滑动区。

图1 轮轨粘着蠕滑特性曲线
在制动过程中,列车通过盘式或闸瓦制动向车轮施加制动力矩,制动摩擦力由粘着力提供。车轮正常滚动状态下系统方程为:

式中:为制动力矩,N·m;=,为粘着力,N,为轮重,表示一个车轮承受的重力,为粘着系数,其最大值为max;为车轮半径,m;为车辆质量,kg;为车轮的转动惯量,kg·m2;=d/d为车轮角加速度,rad/s2,为车轮旋转的角速度,rad/s;=d/d为车辆加速度,m/s2,为车辆速度,m/s。
分析原理时忽略了运行阻力和重力分力。
当<max时,制动初期由于蠕滑率很小,粘着系数和粘着力几乎为0,故>,导致<,蠕滑速度和蠕滑率逐渐变大,粘着系数和粘着力也相应变大,不断增大而逐渐减小至0,故轮速和车速的差距即蠕滑速度逐渐减小,如此反复动态变化,但粘着系数始终小于最大粘着系数,蠕滑率在小范围内变化。
而当>max时,开始制动后>、<,随着蠕滑率的增加,粘着系数增加到最大值后开始下降,故-max始终为正值,始终不为0,随着蠕滑速度和蠕滑率的持续增加,粘着系数达到最大值,此时如果仍不调整制动力矩,轮轨接触将进入显著滑动区,粘着力就变成了滑动摩擦力,比起静摩擦力要小得多且持续下降,随着蠕滑率的不断增长,车轮滑行现象恶性循环,轮轨均会出现擦伤及磨耗现象,持续的车轮空转或滑行可能会磨耗掉轨头形成深坑,车轮出现踏面热裂和疲劳磨耗,造成车辆噪音和异常振动,降低轮对使用寿命,增加维护成本[4]。
2 轮轨粘着的改善和控制
列车在行驶过程中遇到高速、低温、雨雪或轨道污染等情况时粘着系数会显著降低,导致车辆的牵引加速性能和制动减速性能大幅下降。为了应对和避免列车运行过程中可能发生的空转和滑行现象,目前国内外铁路系统主要采取两种措施:改善轮轨粘着性能和通过粘着控制提升粘着利用率。
2.1 轮轨粘着的改善
目前已经普及的轮轨粘着改善方法主要有撒砂、喷射陶瓷粒子和使用研磨子。
(1)撒砂。撒砂是一种古老的增粘方式。贮沙箱中干燥的沙粒经喉管排放到车轮附近的轨道上,可以清除部分轮轨接触面的污染物、提高轮轨间的表面粗糙度、刮破污染膜进而增加金属表面的接触面积和摩擦力。然而撒砂有诸多不利因素:难以准确掌握撒砂量、砂粒积留在轨道和道岔上妨碍轨道电路并且加剧轮轨磨耗,且砂尘会进入轴承表面造成较大危害,增加维修成本[5]。另外,撒砂受风速的影响较大,法国的TGV列车仅在车速低于140 km/h时采用撒砂来增粘,在高速情况下,由于风力过高,无法准确撒砂到适当区域以实现功能。
(2)喷射陶瓷粒子。陶瓷粒子,即氧化铝粒子Al2O3,其粒径虽小,但极限粒径大,机械强度较高,极易镶嵌到轮轨接触表面上形成微凸体。日本首先改用氧化铝陶瓷粒子代替撒砂,并成功研发了可以克服高速运行风速影响的新型喷射器,通过压缩空气将陶瓷粒子以100 m/s的速度掠过车轮踏面后喷洒在轨道上,车轮碾过大部分粒子从而提高粘着系数,且能在一段时间内保持良好的粘着条件[6]。
(3)使用研磨子。如图2所示,研磨子在一定压力作用下压在车轮踏面上,当轮轨潮湿时除了可以去除附着在踏面上的雨水之外,还能在磨粒磨耗的作用下增加踏面表面微凸体的数量,提升踏面粗糙度;另外,研磨子摩擦过程中不断脱落硬质颗粒并附着在轮轨接触表面上,随着车轮的转动嵌入车轮和轨道之间,这些固体颗粒可以突破介于轮轨间的水膜,分担一部分垂向载荷并提供纵向粘着力,提高粘着系数。目前,CRH380A型动车组列车采取0.3 MPa的研磨子作用压力,而CRH6A-A型动车组列车研磨子作用压力为0.49 MPa,研磨子作用压力越大,增粘作用越强,而磨耗作用也相应增大[7]。

图2 研磨子实物图
有试验对比了撒砂、喷射陶瓷粒子和使用研磨子的增粘效果和轮轨磨耗后发现:三种介质下氧化铝增粘效果最为显著和快速,砂次之,但两者粘着曲线波动均较为明显,缺乏稳定性,而研磨子作用下粘着系数上升较为平缓;砂介质作用下轮轨磨耗量最大,研磨子作用下磨耗量最小,磨痕最轻微[8]。另外,通过大量跟踪试验发现:配有研磨子的车辆,其车轮多边形磨耗的程度和增速相对较低,踏面等效锥度的增长也相对缓慢[9]。综上所述,使用研磨子是一种较好的增粘方式。
2.2 轮轨粘着控制
粘着控制最初采用组合校正法:通过蠕滑速度及加速度与阈值的对比判断空转或滑行,并按照一定的数学规律降低电机转矩且维持一段时间,待空转信号消失后,以一定规律提升转矩至初始转矩值的80%,再经过一段时间未检测到空转信号后,按一定规律继续提升转矩达到司机手柄给定的转矩值。即是说,传统粘着控制是在已发生了空转或滑行之后才进行的一种补救措施,这种控制方法下的粘着利用率较低,但因实现较简单可靠而在国内外广泛使用。随着技术的进步,国内外学者开始尝试采用现代粘着控制方法来搜寻对应当前轨面条件下的最优蠕滑率并将其应用在防滑装置上[10],最大程度地提高粘着利用率以缩短牵引和制动距离,其中最具代表性的便是模糊控制方法。
模糊控制是一种模拟人思维的控制方法,与经典PID控制及现代控制理论有着本质的区别[11]。模糊控制不需要准确的数学模型,而是对实践过程中得到的经验进行总结和逻辑描述,适应性较强,被广泛运用于汽车、铁路、航空等行业的自动控制过程中。
模糊控制大致分为以下三个模块:
(1)模糊化。将论域上的确定量转换为相应模糊集合,并为输入量和输出量赋予隶属度的过程。模糊集合通常选取3个{小(S)、中(M)、大(B)}、5个或7个。常见的隶属度函数形式有三角形、梯形、矩形、高斯型和多项式型等。隶属函数曲线越尖锐,控制灵敏度越高;隶属曲线越平缓,控制稳定性越好。
(2)模糊规则和模糊推理。模糊规则的制定基于实践经验和专家知识,通常以“IF条件THEN结论”的形式出现,但其条件和结论并不是准确清晰的概念。模糊输入和模糊规则经过模糊推理进行近似运算后输出到解模糊环节,模糊推理常采用Mamdani型推理方法。
(3)解模糊。即模糊量的清晰化,将论域上的模糊集合转为相应的具体数值作为输出量,从而实现控制目的。
3 研磨子模糊控制系统设计
目前,研磨子仅在收到制动指令后速度降30 km/h的区间内恒常作用,或在检测到空转滑行信号及高速匀速行驶时单次作用以保证车辆行驶过程中始终保持较好的粘着性能。当轮轨干燥时,粘着系数较高,研磨子的增粘效果不明显且研磨子和车轮的磨耗较大,会导致材料的浪费和运营成本的增加。鉴于轮轨接触复杂的影响因素和非线性特征,设计研磨子模糊控制系统,可以作为制动时恒常研磨策略的辅助,即研磨子始终以一较小压力摩擦踏面保证轮轨清洁,而当系统判断出车轮有较大滑行趋势时,模糊控制输出信号为1,及时加大研磨压力迅速增粘;列车牵引时该系统仍可控制研磨子作用以提高牵引性能。
与组合校正法类似,选取车辆速度(V)、蠕滑速度(V)和轮缘加速度(A)的绝对值函数作为模糊控制系统的输入量,其论域分别设置为[9 m/s, 100 m/s]、[0, 1 m/s]和[0, 5 m/s2]。将输入量映射到3个模糊子集{小(S)、中(M)、大(B)}中,并设置隶属函数,控制器输出的模糊子集设为{零(ZE), 正小(PS), 正中(PM), 正大(PB), 正最大(PL)}。选择隶属函数的形状时,当模糊子集论域较小时选择较尖锐的隶属函数以获取较高的灵敏度,而当模糊子集论域较大时选择较平缓的隶属曲线以提高控制稳定性。设置车辆速度的隶属函数如表1、图3所示。
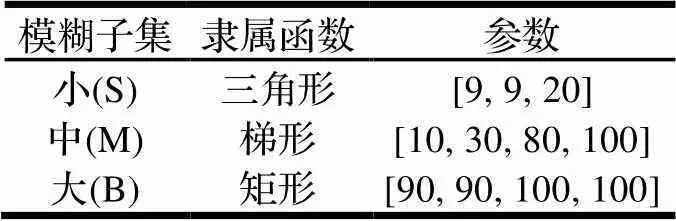
表1 车辆速度的隶属函数
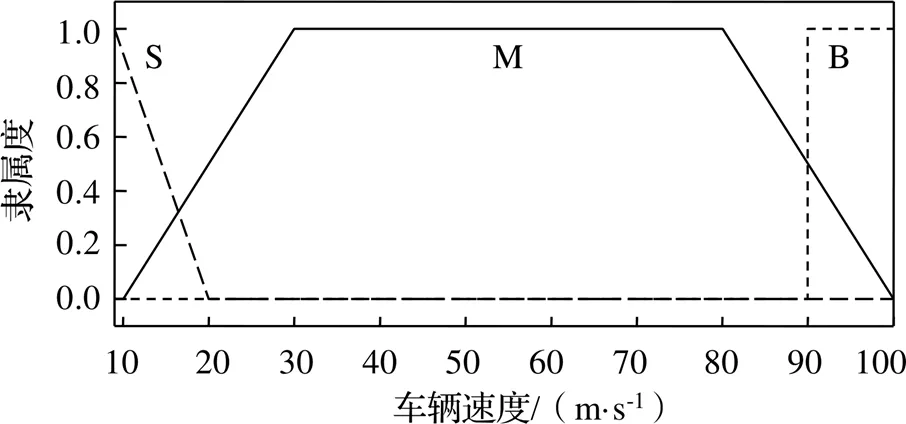
图3 车辆速度隶属函数
模糊控制系统的核心是建立模糊规则,即确定三个输入参数对研磨动作的影响规律。对于车速输入量来说,列车在制动和牵引过程中采取速度-力矩分级控制,高速时由于轮轨粘着性能较差,力矩输入偏小[12],且车速越高,研磨子对车轮的接触越不稳定,磨耗较多且增粘效果较差[13],故车速较高时应判断为研磨动作较弱,更多地依靠组合校正法来调节力矩。又由层次分析法得出在增粘判断上蠕滑速度指标比轮缘加速度更为重要[14],由以上判据分别建立制动和牵引工况下各33=27条模糊规则。
如表2所示,制动工况下,研磨过程中,当车速较低且蠕滑速度较大时,研磨子控制信号输出值为正最大,当车速较低、蠕滑速度较小且轮缘加速度较大时,研磨子控制信号输出值正大;当车速较高时,即使蠕滑速度或轮缘加数值较大,研磨子控制信号输出值也较小,研磨作用的愿望较弱;牵引工况下,研磨子的作用会阻碍车辆的提速过程,故模糊控制规则相对严苛。上述所有规则的权重均设置为1。
采用面积中心法(Centroid)进行解模糊化,得到模糊推理的最终输出值,大于设定阈值时研磨控制信号为1,代表研磨子加压,否则控制信号为0,研磨子不作用。在轮轨粘着性能较差的时节和地区,或者需要研磨子进行踏面修型来去除车轮多边形时,可以适当修改该阈值以调节研磨子的作用频率。最终建立的模糊控制系统如图4所示。

表2 制动和牵引工况下的部分模糊规则

simout为控制器输出;boolean为布尔逻辑运算判断,判断结果为真时输出为1,否则输出为0;|u|代表将系统输入量取绝对值;下标z代表制动工况下的系统输入量。
4 模糊控制结果分析
为了验证模糊控制系统的有效性,基于牵引和制动过程中的输入函数进行空转滑行判断,并分别与研磨模糊控制信号进行对比。
4.1 牵引过程
图5是京津轨道谱下牵引过程中车速、蠕滑速度和轮缘加速度的变化曲线,列车最高牵引速度为350 km/h,牵引加速时间约为436 s。由图6可知,该车轮分别在牵引38.3 s、122.2 s、256.3 s、289.3 s、293.2 s和362.8 s后因蠕滑速度或轮缘加速度过大产生空转。
由图7可知,模糊系统随车速的变化呈阶梯状分级输出。最终的研磨控制系统仅在38.3 s和122.2 s两处有信号输出,如图8所示。可以推断出:研磨子在牵引前期车轮有较大空转趋势时收到作用指令;而在牵引中后期随着车速增加,虽然蠕滑速度波动幅值变大、空转信号增多,但由于车速较快,研磨作用效果不好,故模糊系统判断为无信号输出。
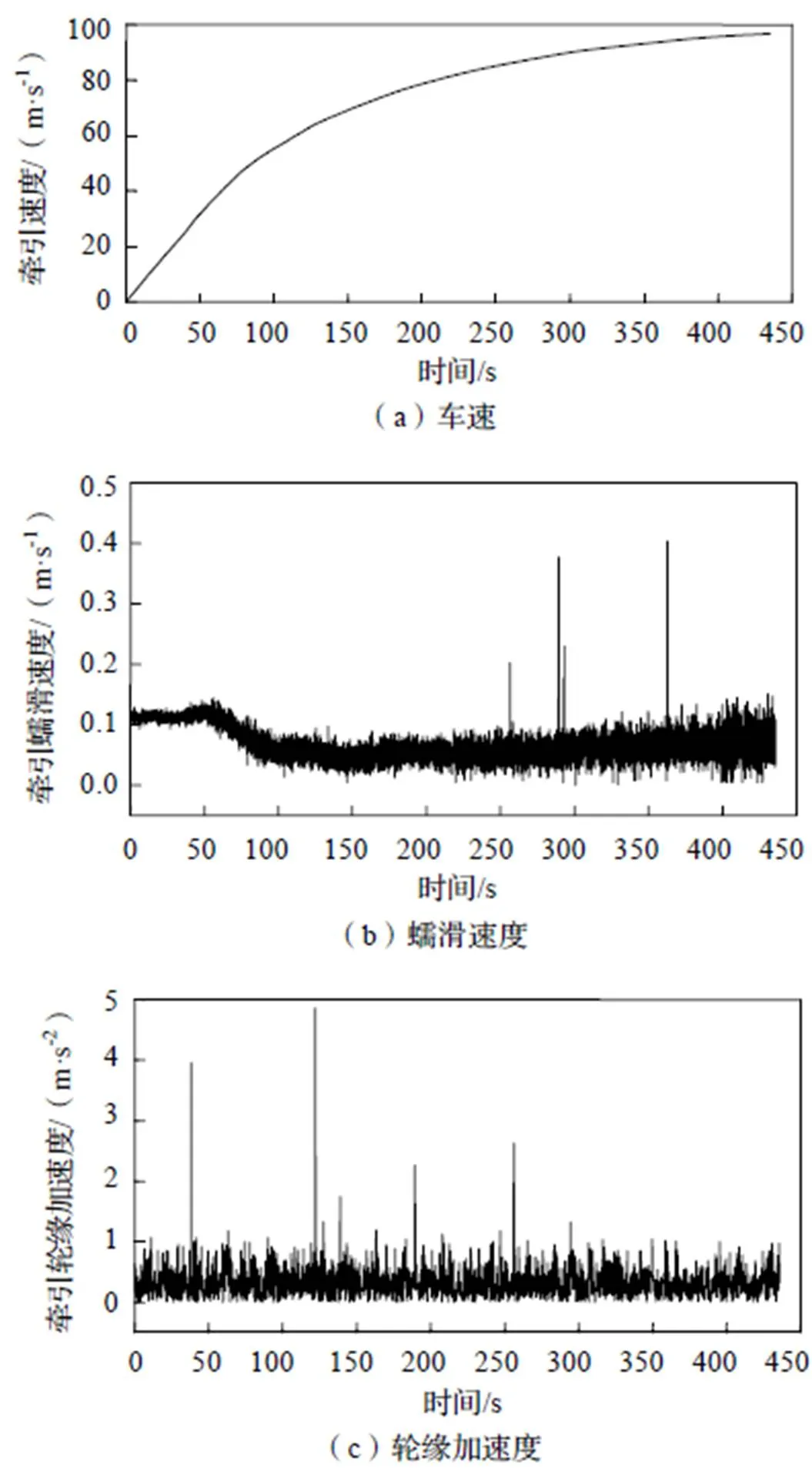
图5 牵引过程模糊控制系统的输入量

图6 牵引过程的车轮空转信号
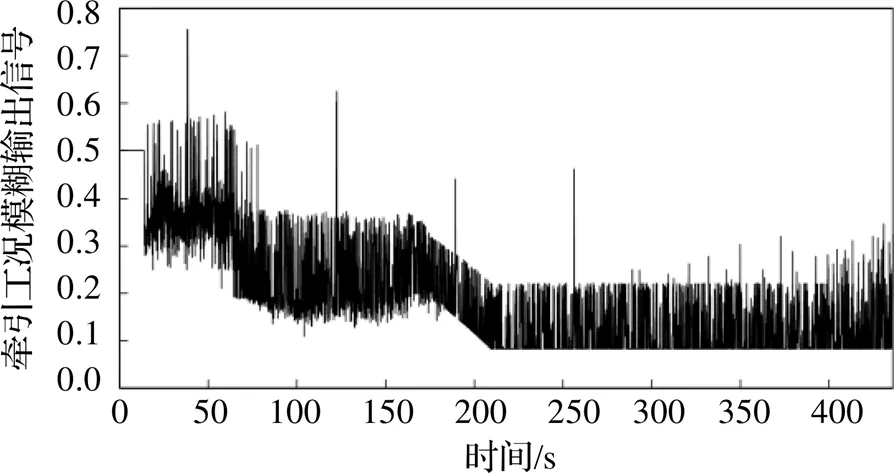
图7 牵引过程的模糊输出信号
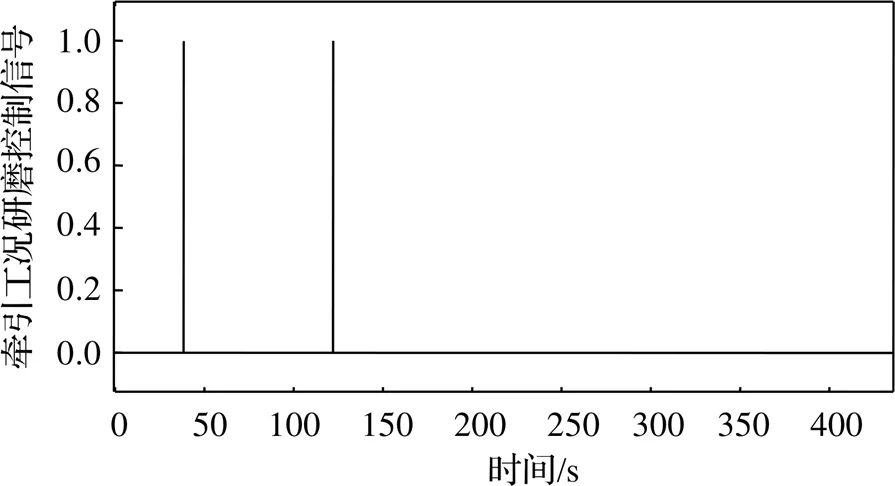
图8 牵引过程的研磨控制信号
4.2 制动过程
图9是京津轨道谱下制动过程中车速、蠕滑速度和轮缘加速度的变化曲线,列车制动初速度为350 km/h,制动时间约138 s。制动过程中,车轮分别在16.9 s、22.7 s、33.8 s、38.7 s、50.7 s、67.5 s和108.8 s七处产生车轮滑行信号,如图10所示。

图9 制动过程模糊控制系统的输入量
将V、V、A的数据输入到模糊控制系统进行仿真后可得到制动过程的研磨控制信号,如图11所示,研磨信号仅出现在50.7 s、67.5 s和108.8 s三处。对比图10和图11后发现,虽然在制动初期检测到了较多滑行信号,但由于43 s前车速高于90 m/s,隶属于大(B)模糊子集,研磨作用效果不好且磨耗较大,故模糊系统判断不增加研磨作用,仅靠组合校正法降低力矩来恢复轮轨正常滚动;而在制动中后期车轮滑行时系统及时输出了控制信号使研磨子加压工作,模糊控制系统的有效性得到验证。

图10 制动过程的车轮滑行信号

图11 制动过程的研磨控制信号
5 结语
本文结合研磨子对轮轨粘着的改善作用和粘着控制方法设计了研磨子模糊控制系统,该系统可以配合目前采用的恒常研磨策略和组合校正方法,智能调节研磨子的作用过程,在保证列车运行过程中始终维持基本轮轨接触清洁的同时,当车轮有较大空转和滑行趋势时及时增大研磨子作用压力,并可根据增粘需求和修型需求调节模糊控制参数以实现不同的作用效果,最大程度上减少材料损耗和维修成本。
将制动工况和牵引工况下研磨子模糊控制系统的输出结果与车轮的滑行空转信号进行对比分析后发现:模糊控制可以在有增粘需求时迅速响应,并且可以根据车速高低智能判断系统输出,模糊控制系统的有效性得到验证。
[1]赵艳杰,杨东晓. 高速动车组踏面与不同钢轨匹配关系研究[J]. 机械,2020,47(1):63-69.
[2]芦淑媛. 车轮踏面清扫器[J]. 国外铁道车辆,1979(4):56.
[3]石田誠. 車輪/レール接触問題の最前線[J]. Railway research review,2008,65(8):2-5.
[4]金学松,赵国堂,梁树林,等. 高速铁路轮轨磨损特征,机理,影响和对策——车轮踏面横向磨耗[J]. 机械工程学报,2018,54(4):3-13.
[5]孙琼,臧其吉. 喷撒颗粒的增粘机理研究[J]. 中国铁道科学,2000(4):46-52.
[6]大野薰,将立忱. 通过喷射陶瓷粒子来增大轮轨间的粘着力[J]. 国外内燃机车,1997(8):24-29.
[7]王文健,郭火明,刘启跃,等. 水油介质下研磨子对轮轨增黏与损伤影响[J]. 机械工程学报,2015(5):71-75.
[8]刘腾飞. 轮轨低粘着与增粘措施试验研究[D].成都:西南交通大学,2014.
[9]李国栋,刘涛,韩庆利,等. 高速动车组车轮踏面修形器的试验与应用研究[J]. 铁道车辆,2019,57,669(12):4,11-13.
[10]Hasemann J M,Kansala K. A fuzzy controller to prevent wheel slippage in heavy duty off road vehicles[C]// IEEE,1994.
[11]黄立,曾京,李大地,等. 高速动车组晃车现象的主动控制[J]. 机械,2019(9):7-10.
[12]初明玲. 提高粘着的利用与列车高速制动技术[J]. 铁道车辆,1998(8):23-26.
[13]伍安旭,冯畅,吴波,等. 基于研磨子的车轮多边形抑制机理与跟踪试验[J]. 城市轨道交通研究,2019,22(5):143-146.
[14]王飞宽,徐绍龙,宾川,等. 层次分析法在“神华号”八轴电力机车撒沙控制中的应用[J]. 机车电传动,2017(1):35-40.
Fuzzy Control of Abrasive Block
ZHANG Zhengqiao,ZENG Jing,WANG Qunsheng
( State Key Laboratory of Traction Power, Southwest Jiaotong University, Chengdu 610031, China)
A fuzzy control system for abrasive blocks is designed based on the principle of wheel-rail adhesion. Three adhesion improvement strategies, sanding, ceramic particles and abrasive block, as well as two adhesion control methods, combined correction method and fuzzy control method are compared and analyzed. This system can be used as an aid to the constant abrasive strategy and the combined correction method. It can ensure that the wheel-rail contact surface keep clean during the traction, high-speed operation and braking process of the train. It can also increase the abrasive pressure while the wheel has a tendency to slip in a certain speed range and therefore reduce the waste of materials. In addition, the fuzzy control parameters can be modified according to the requirements of improving adhesion and adjusting the profile to regulate the action frequency of abrasive block intelligently.
abrasive block;wheel-rail adhesion;fuzzy control
U264.7+6
A
10.3969/j.issn.1006-0316.2021.09.004
1006-0316 (2021) 09-0021-07
2021-02-25
国家自然科学基金(61960206010)
张正桥(1996-),男,吉林吉林人,硕士研究生,主要研究方向为车辆系统动力学及控制,Email:zqzhang94@163.com;曾京(1963-),男,湖南涟源人,工学博士,教授,主要研究方向为车辆系统非线性动力学和高速列车系统动力学。
猜你喜欢
选煤技术(2022年2期)2022-06-06
石材(2022年1期)2022-05-23
军事文摘(2020年18期)2020-10-27
石材(2020年2期)2020-03-16
铁道通信信号(2020年10期)2020-02-07
西南交通大学学报(2016年3期)2016-06-15
铁道通信信号(2016年6期)2016-06-01
电子制作(2016年21期)2016-05-17
通信电源技术(2016年5期)2016-03-22
电源技术(2015年11期)2015-08-22