固体火箭发动机复合材料壳体健康监/检测方法
2021-09-26 07:41吴昊杜鹏程王华斌
现代防御技术 2021年4期
吴昊,杜鹏程,王华斌
(1.海军装备部驻西安地区军事代表局,陕西 西安 710000;2.中国航天科工集团有限公司 六院41所,内蒙古 呼和浩特 010010)
0 引言
固体火箭发动机是当今各种导弹武器和航空航天器主要的动力装置,以其机动性好、可靠性高以及易于维护的优点,被广泛地应用于现代战争和航空航天[1]。为适应固体发动机减重、提升工作压强等性能提升的需要,碳纤维增强复合材料被广泛地用于固体发动机壳体的制造。复合材料属于非均质各项异性材料,内部结构复杂,其成型工艺稳定性较差。同时在储存和运输过程中力载荷(支撑压力、冲击、过载、碰撞)和环境载荷(高温、高湿、腐蚀介质)的作用下,复合材料壳体结构内部容易产生脱粘、裂纹等损伤。这些缺陷或者损伤会导致固体火箭发动机壳体爆破压强的降低,导致飞行失败。因此对固体发动机碳纤维复合材料壳体的缺陷进行检测,对其健康状态的实时评估成为保障导弹安全服役的重要课题[2]。
目前,对固体发动机绝热层与壳体和药柱的粘接界面、药柱的力学性能衰减等已形成较为完备的检测技术和方法[3-4],而对碳纤维复合材料为基础材料的壳体的健康监测技术研究仍显得相对滞后。本文将对目前复合材料及结构无损检测方法和固体火箭发动机健康监测领域的研究内容进行综述,找出适合固体发动机复合材料壳体出厂评价及服役后维护的健康监测技术和方法,同时指出固体发动机复合材料壳体健康监测领域的发展方向。
1 固体火箭发动机复合材料壳体健康检测方法
1.1 人工检测方法
目视法和敲击法是碳纤维复合材料壳体生产及出厂后评定的2种人工检测方法。目视法主要通过放大镜等辅助观察工具,通过目视来检查复合材料部件表面的表面状态,如缺口、裂纹、磕碰伤、掉漆等缺陷。目视法严重依赖技术人员的经验和知识,只能作为壳体或发动机在生产和服役过程中的初步检查手段。
敲击法的主要应用场景为复合材料结构内部孔隙、纤维层脱粘等缺陷以及粘接界面的脱粘评价。南京航空航天大学李艳军课题组开发了智能敲击检测系统,通过数字敲击锤激励复合材料构件产生机械振动,经测量复合材料构件振动的特征来判定其内部的缺陷。该系统已用于蜂窝状结构检测、复合材料检测、胶接强度检测等[5]。智能敲击检测设备轻巧,操作简单,自动化程度高,可用于固体发动机复合材料壳体原位检测等领域。
人工测试方法操作简单,结果直观,但是该方法主观性强,严重依赖技术人员的经验。对固体火箭发动机而言,人工检测方法仅限于复合材料壳体缺陷的初步判定,其精度不能满足复合材料结构精细化评定的要求。
1.2 声学检测方法
1.2.1 超声检测法
超声检测法,是利用复合材料内部缺陷和连续区域对超声波反射信号的不同来定位缺陷和判定缺陷大小的一种无损检测方法。复合材料成型的工艺特点决定了复合材料结构具有明显的各项异性,材料结构内部存在较多的孔隙、分层等缺陷。再加上复合材料的声衰减大,噪声与缺陷反射信号的信噪比低,导致缺陷信号分辨率低[6]。对于小型结构件通常采用水浸式反射法,对于尺寸较大的构件多采用喷水穿透法或喷水脉冲反射法[7]。图1给出了一种用于大型火箭结构的自动化超声检测系统。

图1 大型火箭结构自动化超声检测系统Fig.1 Automatic ultrasonic detection system for large rocket structure
欧美国家对超声检测方法的研究起步早,建立了完备的超声无损检测理论体系,同时推动了检测仪器的数字化和图像化。从超声无损检测理论研究方面,Smith[8],Rokhlin[9],Matin[10],Kanaun[11]等人通过建立声波在各向异性复合材料中传播的稳态递归刚度矩阵算法,超声波在含孔隙碳纤维复合材料中传播的理论声速计算模型,使用全新的复合材料声波散射方程等方法实现对复合材料内部缺陷的定量评估。在工程领域实现方面,ICI Fiberite公司、德国的Nukem Nutronik公司、德国智能无损检测系统和服务公司研制的检测设备可以实现对复杂表面复合材料结构的无损检测,确定大型复杂构件内部缺陷特征[12-13]。
目前,超声检测方法延伸出许多技术分支,极大丰富了超声无损检测技术门类[14]。实际检测中,多种方法有机配合,相互补充,极大提高了复合材料构件缺陷检测精度。
1.2.2 声发射检测法
声发射检测法,其原理是通过纤维断裂声学判断纤维丝束断裂载荷,主要用来评价纤维丝束的质量,是一种动态的检测技术[15]。声发射检测技术配合复合材料壳体水压试验可以确定壳体整体的质量水平,为后期发动机维护提供数据支撑。美国国家航天局(NASA)曾采用声发射法有效地检测出航天器结构中裂纹等缺陷,是航天器质量监控的一种有效手段[15]。
1.2.3 声-超声检测法
声-超声检测技术,又称应力波因子技术,利用应力波在连续介质中较高的传播效率确定复合材料质量。提取的应力波因子(stress wave factor,SWF)数值越大,则表明材料及其结构的强度、刚度和断裂韧度更高,或材料内损伤更少[16]。宁志威等[17]采用压电陶瓷传感器和数字示波器相结合的方法检测了含预置脱粘层的复合材料板。结果表明,该方法能够准确地检测出脱粘层的位置及大小。
1.3 射线及光学成像检测法
1.3.1 X射线照相法
X射线照相检测,是固体发动机无损检测最为传统的方法之一,主要是根据X射线穿过不同材料时衰减量不同从而在底片上呈现明暗不同的影像[18]。密度较大的物质显示白色,而脱粘缺陷显示暗色。目前X射线照相法仍是固体火箭发动机及壳体、喷管及喉衬缺陷的最为主流的检测方法。
X射线实时成像法是对X射线照相检测法的继承,采用该方法能够实现金属、复合材料及其胶接部位的缺陷检测[19]。在固体火箭发动机金属裙和复合材料筒段胶粘部位的无损检测方面,具有显著的优势和推广价值。
1.3.2 工业CT(computerized tomography)法
工业CT法,也称射线计算机断层扫描法,也是通过X射线照相来判定损伤的一种方法。工业CT设备一般比较庞大,通常在发动机生产过程中对发动机药柱以及各粘接界面进行检测。美国率先将工业CT技术应用于固体火箭发动机内部缺陷的检测[20]。我国也相继研制了大中型发动机的工业CT设备并形成相应的检测标准[3,21]。在复合材料壳体检测方面,工业CT主要用于发动机壳体静力试验、水压试验等试验后壳体筒段、裙粘接部位以及接头部位的结构完整性检测,如图2所示为静力试验后固体发动机壳体裙部位破坏X射线影像。
图2 固体发动机裙部位破坏工业CT影像Fig.2 Industrial CT image of destroyed solid rocket moto skirt
1.3.3 激光全息成像检测法
激光全息检测法,是对被检测结构施加力、热或力-热联合载荷,根据缺陷与连续介质对力或热载荷的响应敏感度不同来确定缺陷位置。该方法需首先确定缺陷位置。由于激光光源相干长度大,可检测大尺寸的复合材料结构件,如蜂窝夹层结构脱胶、复合材料层压板分层、复合材料壳体中的裂纹和分层等缺陷的检测[7],也应用于复合材料壳体在静力试验过程中非接触式应变采集系统。
2 固体火箭发动机壳体健康监测及寿命评估技术
前文介绍了固体发动机复合材料壳体缺陷检测方法,如X射线照相法作为目前发动机壳体出厂时壳体缺陷和质量优劣的主要评判手段。待发动机壳体交付,发动机生产完毕后进行CT技术、微波扫描后激光全息成像等方法检测固体火箭发动机界面脱粘等缺陷。而导弹与其他(如风力发电叶片、飞机复合材料结构等)装备的最大区别就是“长期贮存,少量测试,一次使用”。无损检测手段只能提供复合材料壳体当前自身状态信息,难以反映复合材料力学性能衰减规律,无法实施在线、连续、实时检测,其检测结果可为发动机健康状态及使用寿命提供相关数据支持。鉴于上述原因,仍需结合其他检测手段与实验方法对服役期复合材料及固体发动机健康监测进行深入研究和探讨。
2.1 数值评估方法
对固体发动机的无损检测能够获取检测时刻固体发动机的健康状态,无法预知发动机的寿命。赵汝岩等[22]建立基于证据推理(evidential reasoning,ER)算法的发动机健康状态计算模型,通过引入时间修正函数处理评估过程中的不确定性信息,实现发动机健康状态的实时评估。
该模型的具体方法步骤为,以发动机脱粘、老化、裂纹等缺陷作为发动机健康状态指标,对无损检测获得的缺陷数据进行归一量化,利用时间修正函数对归一量化的数据进行修正,确定三角模糊函数下的隶属度,利用ER算法合成计算,确定等级分配信任度。通过上述过程可以求得下次无损检测发动机健康为“正常”状态的概率和“注意”状态的概率[22]。
2.2 植入式传感器法
基于植入式传感器的结构健康监测技术,能够实现对发动机壳体及药柱的损伤识别和定位,是物理检测的一种重要方法。
2.2.1 植入式传感器布置方法
传感器的布置数量直接影响发动机壳体可靠性和监测数据量。海军工程学院徐廷学等[23]利用ANSYS分析软件分析壳体应变和模态,获取传感器初始布点,再基于遗传算法对传感器布点进行优化。同时其他比较熟悉的方法有,Udwadia基于Fisher信息阵,提出了一种适合线性和非线性系统的传感器最优布置的快速算法,讨论了在已有传感器系统基础上增设传感器的最优布置方法[24];Guyan减缩法也是一种常用的测点选择方法,它将包含有主次坐标关系的约束方程代入系统的动能或应变能表达式,产生减缩的质量或刚度矩阵,逐次迭代,把那些对模态反应起主要作用的主坐标保留下来作为测点的布置[25]。在设置传感器过程中,通常这些方法相互配合,并考虑实际工艺特点优化设置。
2.2.2 传感器检测
由于固体发动机复合材料壳体损伤导致1997年DELTA导弹升空后爆炸,促使美国空军开展了固体发动机复合材料壳体健康监测系统研究。采用光纤传感器、基于微机电系统(micro-electro-mecha-nical systems,MEMS)技术的无线多参数传感器,集成了多通道微电子传感器,可以测量温度、过载、压力、相对湿度等等环境参数,并集成了存储、电源装置,可以获得固体发动机的绝大多数的环境载荷信息,并在DELTA Ⅱ复合材料壳体上采用了基于光纤传感器网络的结构健康监测系统。除应力应变监测技术外,美国也研制了氧传感器、氮氧化物(NOx)传感系统等化学传感器,丰富了发动机状态信息监测的多样性。同时,美国探索了健康监测技术的网络智能化研究,这种技术的优点是可以经济、准确、实时地获得老化数据,提升固体发动机健康监测系统的整机应用技术能力。航天科工集团六院359厂提出一种智能固体火箭发动机壳体的制作方法,该方法是将光纤光栅传感器在碳纤维缠绕过程中铺放于壳体内部,从而实现复合材料壳体在线、实时监测。该成果能够有助于发现复合材料壳体中的早期缺陷,为发动机可靠性和安全性提供有力保证,避免重大事故的发生[26]。光栅传感器布放方式见图3。

图3 一种复合材料内部光栅传感器布放方式Fig.3 A layout method of grating sensor inside composite material
在其他复合材料结构健康检测领域,如美国波音公司的777,787飞机、诺斯罗普(格鲁曼(Northrop)公司的B-2战略轰炸机、全球鹰无人机等项目已经成功应用了成熟的健康实时监测系统,在飞机内部埋入压电传感器及光纤应变传感器阵列监测机翼结构的损伤及应变。在美国的联合打击战斗机、欧洲联合研制的“台风”战机、A380飞机等项目研究中也得到了应用,在提高产品安全性、降低成本和维护费用方面的作用效果显著。
植入式传感器(如压电材料、形状记忆合金等)在监测壳体状态的同时改变了壳体结构,增加成本和设计难度。碳纤维具有较好的导电性和压阻效应,其本身作为传感器在混凝土结构完整性监测领域已取得成熟应用[27]。武汉理工大学李卓球和朱四荣课题组对碳纤维智能束及其传感机理开展了大量的研究[28],实现了利用碳纤维智能束测试复合材料悬臂梁的模态、位移等数据,并且碳纤维智能束的电阻变化与结构的应变呈定性的关联关系。碳纤维智能束应用于固体发动机壳体时,既可以发挥其力学性能,同时可以利用其力-电特性实现壳体自身状态的感知功能。然而,目前鲜有碳纤维智能传感器在复合材料壳体应用的报道,这将是碳纤维复合材料壳体健康监测领域的发展方向。
2.3 贮存试验方法
碳纤维复合材料在长时间贮存或在高温和高湿环境下贮存时,其力学性能会有不同程度的衰减[29]。目前,国内外普遍采用加速老化试验的方法研究复合材料的贮存寿命[30]。阿斯派德导弹开展加速老化试验,发动机在71 ℃下贮存13周,经过评定该条件下发动机状态相当于在自然环境下贮存7-8年。俄罗斯火炬设计局设置专业的自然环境实验室,并对C-300防空导弹进行环境老化试验。美国军用标准MIL-R-23139B更是规定了固体发动机在极限高、低温下分别贮存的时间与寿命的等效关系。
通过无损检测数据建立相同复合材料结构健康数据库,再辅以少量地面点火抽检试验,可以对复合材料发动机及壳体加速老化结果进行修正,并对贮存状态的发动机寿命给出预测。
3 固体火箭发动机壳体健康监/检测关键技术
因金属材料固体发动机壳体性能对环境及时间等因素敏感度低,所以对发动机壳体的健康监/检测,主要是对壳体中复合材料损伤信息的监测、收集和处理,以此来判断发动机及壳体的健康状态,如图4所示。复合材料壳体的健康监/检测系统主要包含以下3个方面。
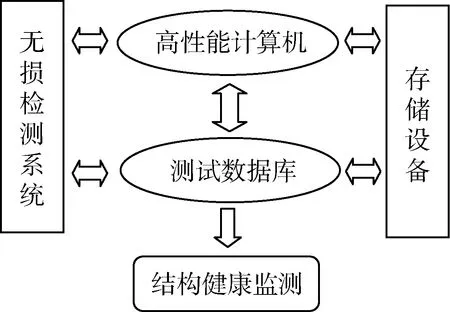
图4 复合材料结构健康监测关键技术Fig.4 Key technology of composite material structure health monitoring
3.1 硬件系统
硬件性能是实现复合材料壳体健康监/检测的先决条件。目前的检测方法,如工业CT设备通常以线扫描的方式检测发动机壳体4个象限部位,难以实现壳体全域面检测,非常容易导致缺陷及损伤的漏判。实现检测设备的小型化、智能化以及壳体等构件面扫描,辅以扫描信息的数字化判定将大大提高壳体无损检测效率,提升检测的全面性和准确度。
基于植入式传感器的健康监/检测系统在壳体中的应用,将显著提升复合材料壳体及构件健康态势实时感知能力,能够准确预测复合材料结构寿命,获取力学性能衰减规律。与传统金属基、陶瓷基传感器相比,基于智能纤维束的壳体健康检测系统在复合材料组织结构的连续性、力学性能的匹配性具有先天优势,在克服目前的缺陷定位精度、缺陷定性判定等缺陷后将显著提升复合材料壳体的健康监测技术水平。
3.2 信号采集及处理技术
对传感器数据的采集、识别和处理是健康监/检测系统的技术基础。采用高灵敏度、高分辨率的传感器或探测器对信号进行采集,信号的采集应考虑信号识别的局限性,如植入式传感器随发动机受载荷历程,自身材料及其与发动机复合材料界面存在老化问题,其检测数据不能准确反映复合材料真实的力学性能衰减过程。传感器布放时需结合壳体受力特征进行合理布放,对可能出现的缺陷位置进行监测。在信号采集和处理时需要考虑信号补偿以提升信号的分辨率,降低信号噪声。
结构的损伤定义需要复杂的技术支撑,特别是多重损伤的辨识率直接决定了复合材料结构健康状态的辨识准确度。将传感器的监测数据和结构损伤进行高度关联,方能实现对损伤模式的精确识别,以及对损伤的精确定位和定量评价[3]。
3.3 数据库及大数据分析技术
复合材料的老化是一个损伤累积的过程,在日常的检测以及维护过程中会产生大量的健康状态数据,对离散的数据进行存储、分析是考验工程师的一项艰巨任务。借助大容量存储区对结构健康数据进行汇总、分类整理,利用计算机结合算法对发动机及其壳体经历的载荷以及可能的损伤模式进行计算和预测,如根据发动机直径、碳纤维复合材料受力状态、环境载荷等大数据信息建立损伤模型,分析预测发动机及其复合材料结构损伤模式及位置,并在随后的发动机保养、维护过程中重点关注和检测。
4 结束语
无损检测是固体火箭发动机壳体健康监测和寿命评估的重要基础。目前固体发动机壳体出厂评定的无损检测技术仍以X射线照相法和工业CT法为主。随着时间的推移,传统的无损检测方法仍将占主导,但随着技术的进步无损检测精度和分辨率将会大幅度提升,无损检测设备的小型化、数字化、自动化水平会有显著的提升。
不改变复合材料壳体结构的碳纤维智能传感器将是壳体结构健康检测的研究方向。且能够实现对壳体损伤的定位、损伤模式判定、损伤实时监测等监测项目。
基于无损检测数据和先进的数学模型,辅以数据库和高性能计算机的应用,必能实现壳体以及发动机寿命的智能评估和精确预测。
猜你喜欢
纺织服装周刊(2022年39期)2022-11-02
建材发展导向(2022年12期)2022-08-19
舰船科学技术(2022年11期)2022-07-15
电子乐园·下旬刊(2022年5期)2022-05-13
建材发展导向(2022年2期)2022-03-08
民用飞机设计与研究(2020年1期)2020-05-21
民用飞机设计与研究(2020年1期)2020-05-21
民用飞机设计与研究(2020年1期)2020-05-21
时代汽车(2019年23期)2019-02-04
汽车维修技师(2018年8期)2019-01-15