
基于B型地铁车转向架高级修工艺的工业设计的研究
2021-09-23 11:09王易非侯金涛刘孝峰
商品与质量 2021年36期
王易非 侯金涛 刘孝峰
中车长春轨道客车股份有限公司 吉林长春 130000
目前我国各主要城市的车辆段都在积极地开展地铁车辆检修基地的建设项目,一方面采用就近的合理的检修维保措施能充分地利用列车的全寿命周期,有效地降低运营的成本。另一方面一方面是为了提升车辆的运行质量、保障地铁车辆的安全运行。除了日常维保,列车大、架修属地化进行也已成为当前主要的趋势[1]。
1 B型车转向架大、架修主要工艺流程
转向架架、大修是在列车分别运行60万公里、120万公里或5年、10年(先到为准)对转向架各部件进行下车状态下的检修。架修主要工艺流程如下:
转向架清洗→零部件防护→抛丸处理→转向架分解(高度阀/空气弹簧/轴箱装置/牵引电机/牵引杆/抗测滚扭杆/摇枕悬挂系统/油压减振器/基础制动/一系悬挂/构架)→手工清洗→确检→检修→轮对确检→轮对分解→车轴、齿轮箱→车轮、制动盘→检修→轮对组装→轮对防腐→轮对试验(探伤、动平衡、跑合)→转向架组装→各种配件地面试验→转向架落成→转向架试验→检验交出。
转向架大修的与架修主要的差别在于对部分部件检修的深度上了一个层次,一方面体现在部分部件在架修期间只做状态检修,不进行拆解换件修,而在大修期间需要拆解换件修,比如轮对退卸、联轴节退卸、齿轮箱拆解、轮轴检修、齿轮箱分解、组装的流程只在大修期间进行;另一方体现在某些部件在架修期间进行检修,而到了大修期间则直接报废换新,比如空气弹簧、横向止挡装置、油压减震器等。
2 转向架厂房工业设计目标
在进行厂房工业设计之前,需要明确转向架大、架修的纲领,他是制约场地规模、自动化程度、建设成本的重要因素。汽车行业的装配厂房的日产量通常能达到上千辆,生产节拍以秒计,其产线多采用高自动化程度的自动流水线,并配置全自动或半自动的动助力设备,以满足生产效率要求并降低工人的劳动强度。而铁路客车行业受限于产品特性和部分技术瓶颈,生产节拍通常以分钟、小时甚至是天为单位,生产方式的自动化程度较低,虽然目前部分主机厂开发了转向架装配、轮对装配等自动化生产线,在产能上实现了比较大的突破,但整体自动化的普及依然偏低[2]。
以某个省会城市内其市域轨道客车的保有数量为5000辆为例,其年检修量约为500辆,设计的转向架检修场地纲领为1000个/年。
3 转向架厂房工位设计
生产台位计算:
根据1000个/年的检修纲领,生产台位按以下公式计算

其中:T为理论生产台位数量。
R为生产周期。
D为年工作日,这里取250天。
F为生产班制式,这里取1。
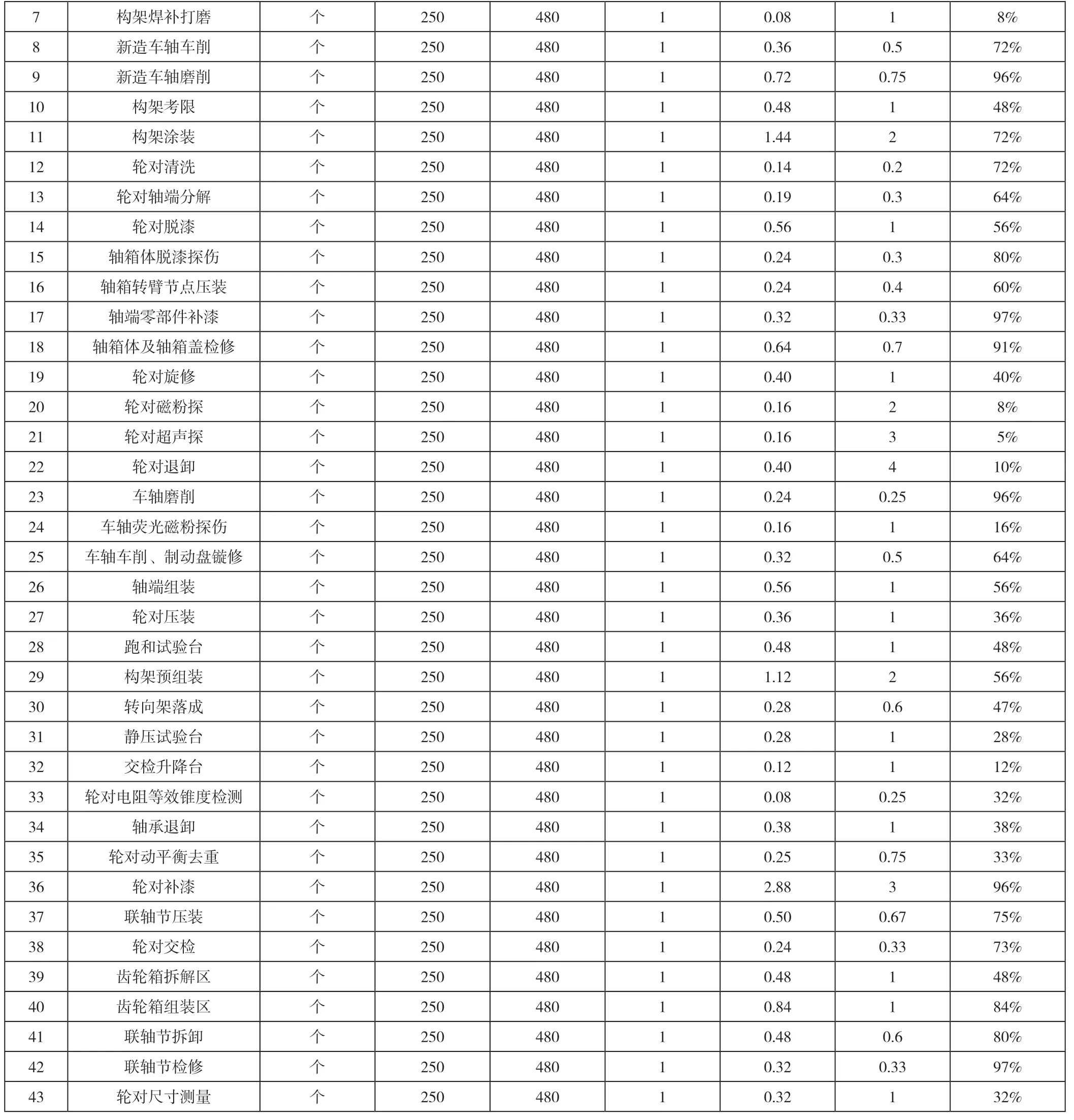
通过对已有工位生产周期的核算可得各工序生产台位数量如下表1。
为充分利用场地的检修资源,提高工位的利用率,可以根据计算工位负载率,将部分利用相同场地条件和资源的工位进行合并使工位负载率接近100%。比如探伤、清洗、补漆、节点压装等工位可兼容多个工序。最终合并后的工位数量见表1后两列。

表1 工位生产周期核算可得各工序生产台位数量表
作业面积计算:组成B型车转向架架、大修厂房面积的要素包括:各工位设备占地面积、辅助设施占地面积、作业所需面积、物料缓存所需面积、维修所需面积以及人员通道和物流通道所需面积。各作业单位的面积可依据既有的工位划分,结合各工位所含面积要素进行核算,某些工位的面积要素根据实际需要进行合并,可得各作业单位面积.
接表1
4 结语
目前我国地铁保有量较高的城市都已开始地铁车属地修的建设工作,大部分都配置完成了维保和临修场地,但架、大修场地的建设仍处于推进阶段,主要是由于高级修属于拆解修,其检修所需的设备与技术与新造流程类似,需要一段时间的技术积累和相对较大的设备和基建投资。本文基于B型地铁车辆转向架的架、大修场地的工业设计,研究和探讨主要的检修工艺流程、各区域相关工位的数据核算的方法和原则,希望能对行业内大家修场地开发建设提供一定借鉴意义。
猜你喜欢
数字技术与应用(2022年3期)2022-04-14
北京航空航天大学学报(2021年4期)2021-11-24
建材发展导向(2021年15期)2021-11-05
科学家(2021年24期)2021-04-25
科技研究·理论版(2021年20期)2021-04-20
科技研究·理论版(2021年20期)2021-04-20
汽车实用技术(2020年15期)2020-10-20
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
意林(2020年10期)2020-06-01
中国文化遗产(2009年6期)2009-01-11
