基于TIA系统快速换批生产方法的应用
2022-04-14 09:59廊坊燕京职业技术学院郭娜
数字技术与应用 2022年3期
廊坊燕京职业技术学院 郭娜
物流系统是保证卷烟厂自动化生产的重要基础,快速换批是实现物流系统高效化和连续化生产的关键技术。根据不同物流系统的自身特点,选择信息写入工位,使用西门子TIA博途软件编写程序实现单工位和多工位信息的传递,针对不同类型的比对工位,采用不同的信息进行比对,在保证了生产不出现混批的前提下,实现了物流系统的快速换批,案例分析验证所提方法的有效性。
1 存在问题分析
物流系统在整个烟草生产企业占据重要位置,不仅缓存区离不开物流系统,且部分工艺离不开物流系统的枢纽作用,同时,物流系统还具有严格信息记录功能,这样不仅精确地完成缓存功能,还能有效实现其工艺相关要求,提高了企业的整体管理水平和经济运行质量[1-2]。因此,物流系统的高效化和连续化作业直接决定卷烟厂的生产效率。
随着经济和技术的发展,企业管理和生产的自动化水平得到了很大提高,物料的存储和管理已经成为现代化企业物流管理的重要环节[3]。但仍有卷烟厂物流系统在换批生产时效率较低,如依靠人为断开关键工位的本地开关来避免混批问题,或直到上批物料全部进入下一个系统时才会去换批,这样直接增加了每批物料生产的时间,提高了人工成本和制造费用等。因此,根据不同物流系统的自身特点,实现快速换批对提高卷烟厂的生产效率非常重要。
2 基于工位信息的快速换批
2.1 工位信息写入
烟草在卷烟厂物流系统中多以工位的形式进行传递,在保证烟草不出现进错和出错的前提下,通常以物流系统中的第一个工位作为起始工位,对每个进入该工位的烟草写入批次、烟牌名称和装箱序号等信息。写入方式主要通过车间管理系统将当前批物料信息下发至物流系统,并利用西门子TIA博途软件中相关指令传递至信息写入工位。
2.2 单工位信息传递
物流系统中工位传递方式分为单工位和多工位,为了实现信息在不同工位之间的传递,采用西门子PLC专用组态编程软件TIA Portal,并且在软件设计时每个工位都建立一个具有相同数据格式用户自定义(UDT)的数据块(DB),主要用来存储每个工位的信息(包括批次、烟牌名称和装箱序号等),编写了工位间电机控制的标准块,每个输送机都添加一个功能块(FC)调用标准块以及进行相关程序编写,DB1和DB2分别为工位1和工位2的信息数据块,COPY为信息传递跳转标签[4]。
标准块中还包含一些其他类型的变量及程序,除了保证工位间电机的正常动作外,需要将工位1的信息能全部传递至工位2,当传递条件满足时信息传递完成,其中,不同工位间的传递条件受到多方面因素的影响。单工位信息传递过程如图1所示,阴影部分表示当前工位有烟草。
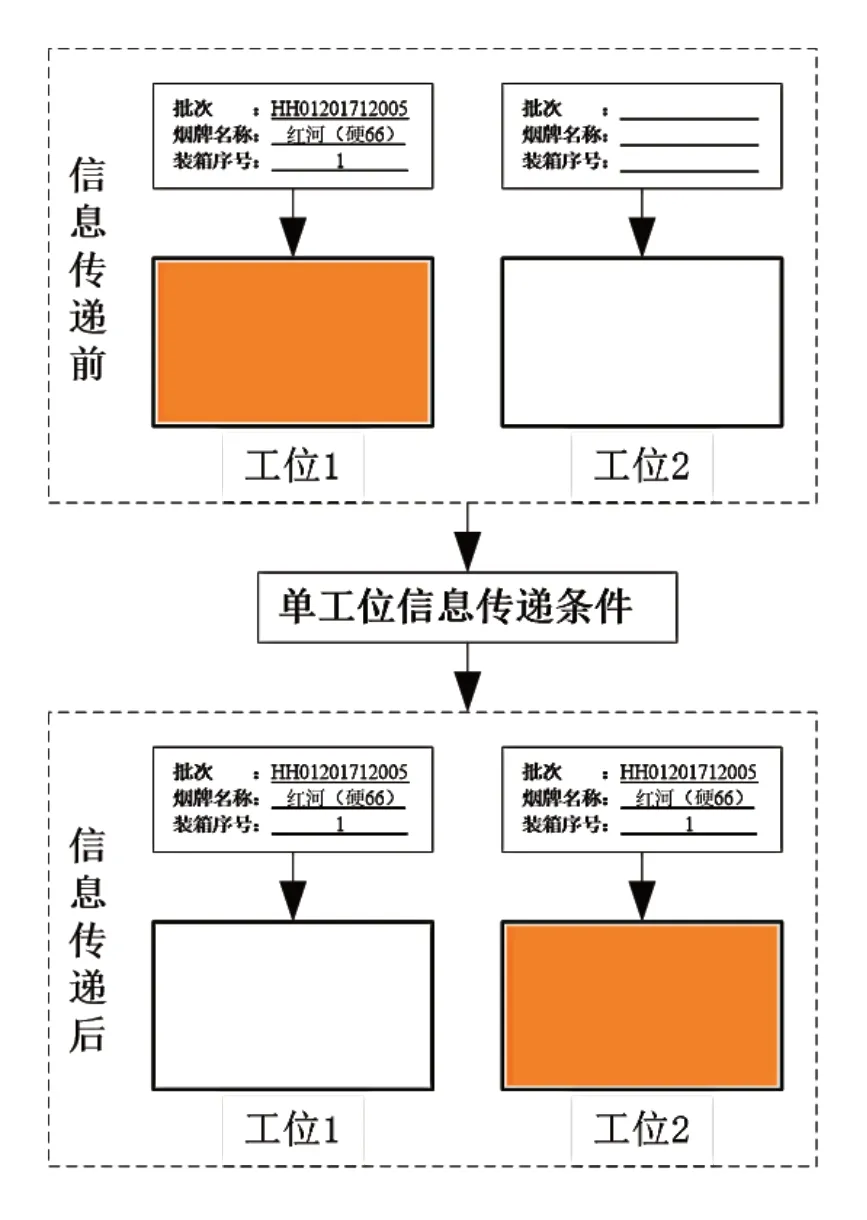
图1 单工位信息传递过程Fig.1 Single-station information transfer process
2.3 多工位信息传递
由于物流系统中不仅存在单工位链式输送机,还包括多工位积放链式输送机,其信息传递方法的基本思想与单工位相同,但在细节处理上却与单工位的信息传递所有差异,Input变量主要包括积放链式输送机的最后一个工位的数据块地址和传递次数,其中,传递次数由积放链式输送机的工位数量决定。
由于物流系统中采用的积放式链式输送机种类较多,下面主要以四工位向单工位进行信息传递描述其过程,传递开始前四工位积放链式输送机上每个工位均为有料状态,经过信息传递过后,原工位1.4上的烟草信息传递至工位2,而工位1.1上的烟草信息传递至工位1.2,工位1.2上的烟草信息传递至工位1.3,工位1.3上的烟草信息传递至工位1.4,当工位信息发生这样的变化即完成一次多工位信息传递,第二次传递时可依次类推,具体传递过程如图2所示。
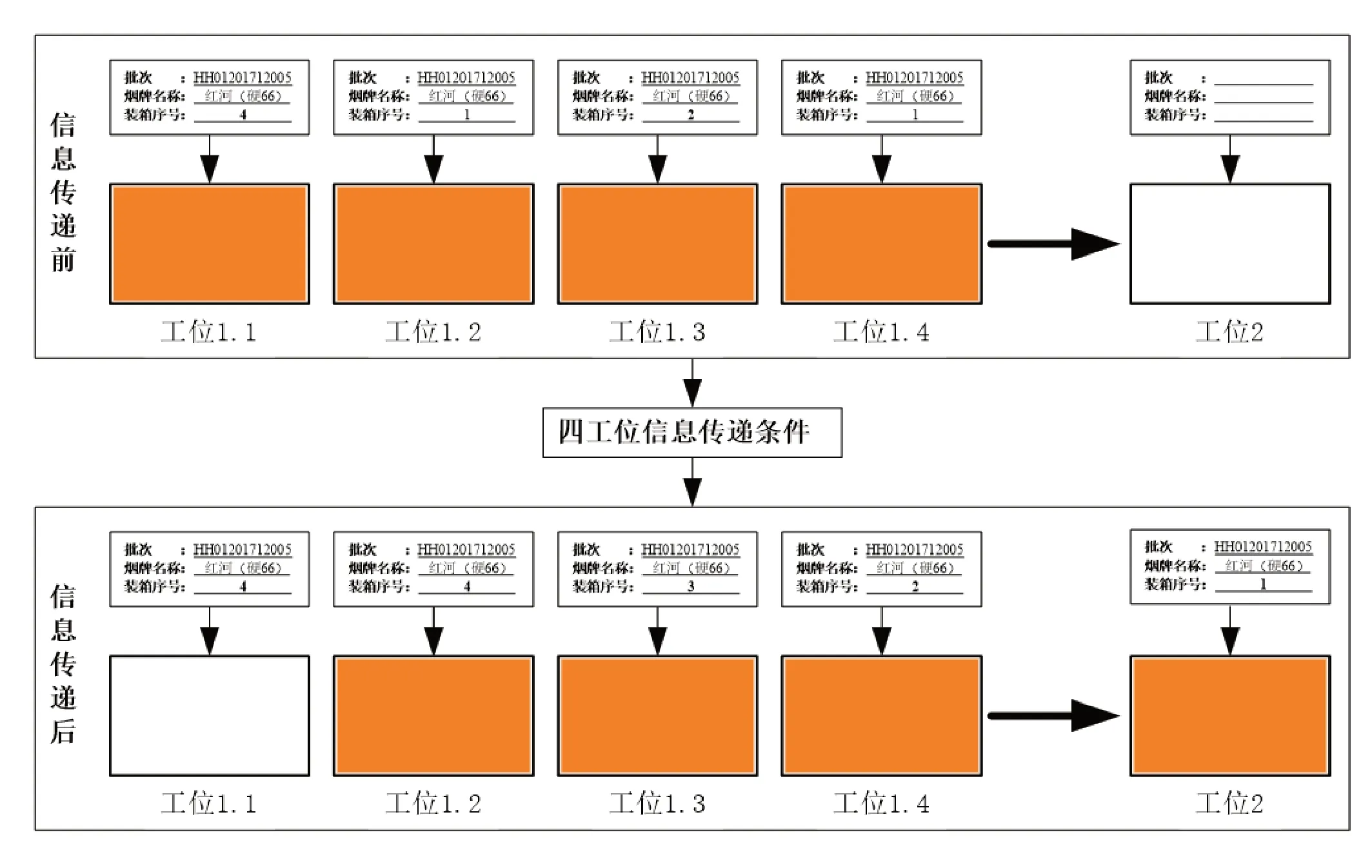
图2 多工位信息传递过程Fig.2 Multi-station information transfer process
2.4 工位信息比对
工位信息比对是卷烟厂物流系统快速换批的关键步骤,比对工位通常位于物流系统与其他系统间的连接处,也可以根据物流系统的自身特点设置信息比对工位,当工位信息比对一致时,系统即可在不混批的前提下生产下一批物料,从而保证物流系统高效化和连续化生产,具体信息比对工作原理如图3所示。
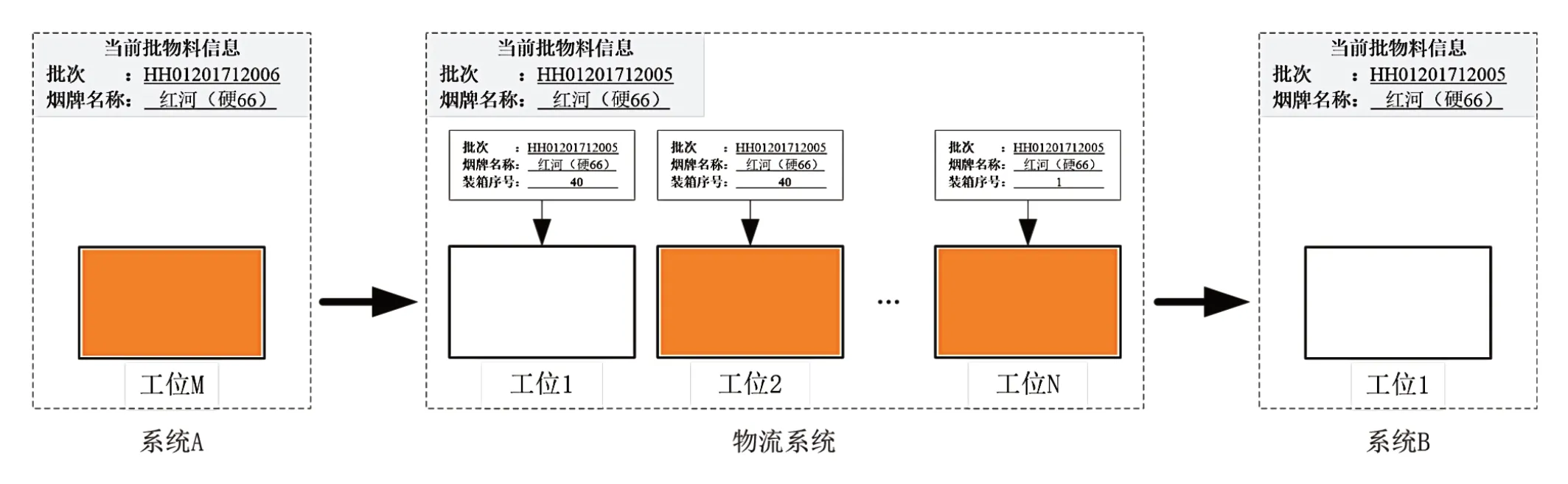
图3 物流系统工位信息比对工作原理Fig.3 The working principle of an information comparison of work station in logistics system
生产开始前管理系统将当前批与下一批的物料信息发至各系统,为避免出现混批问题,生产过程中若不同系统的当前批物料信息不一致时,前一个系统上的烟草将不能进入下一个系统,即工位M上的烟草要进入物流系统,必须将物流系统的当前批物料信息换成HT01201712006,原物流系统通常在烟草全部进入至系统B时才会换批,或断开关键工位的本地开关。现在只需要某批烟草全部被写入信息,通过工位信息与系统B的当前批物料信息进行比对,即可快速结束物流系统的当前批,从而开始下一批的生产,保证系统A上的烟草可以最快进入物流系统。
3 案例应用
真空回潮作为制丝生产线的第一道工序,主要用于提高烟叶的温度和含水率等,同时,也是卷烟厂比较常见的一种物流系统,现以真空回潮工艺段为例,验证该方法的有效性,如图4所示为制丝车间的真空回潮段工艺布局图。
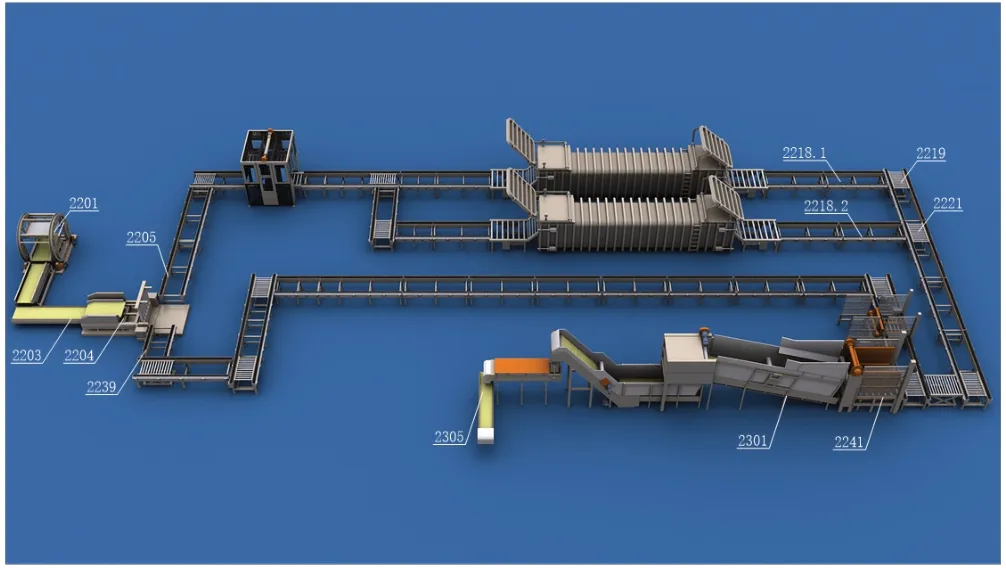
图4 制丝车间的真空回潮段工艺布局图Fig.4 Process layout of vacuum moisture recovery section for tobacco making workshop
在不影响正常生产的前提下,为了尽可能减少管理系统、程序编写和操作工的工作量,将真空回潮工艺段分为进料单元和出料单元,进料单元包括2201至2218.2工位,出料单位包括2219至2242工位,其中,2301至2305工位属于松散回潮系统,生产开始前管理系统将当前批的物料信息下发至进料单元和出料单元。根据真空回潮段的工艺特点,选取装箱机作为信息写入工位,即经过装箱机后的烟框均附有当前批的物料信息,且在满足传递条件的情况下,将烟框及信息传递给下一个工位。 比对信息工位的选择对保证生产安全和快速换批具有重要影响,根据单元划分的区域选取2201、2218.1_5、2218.2_5和2241等作为信息比对工位,其中2218.1和2218.2为五工位积放链式输送机,如表1所示为比对工位的详细信息。
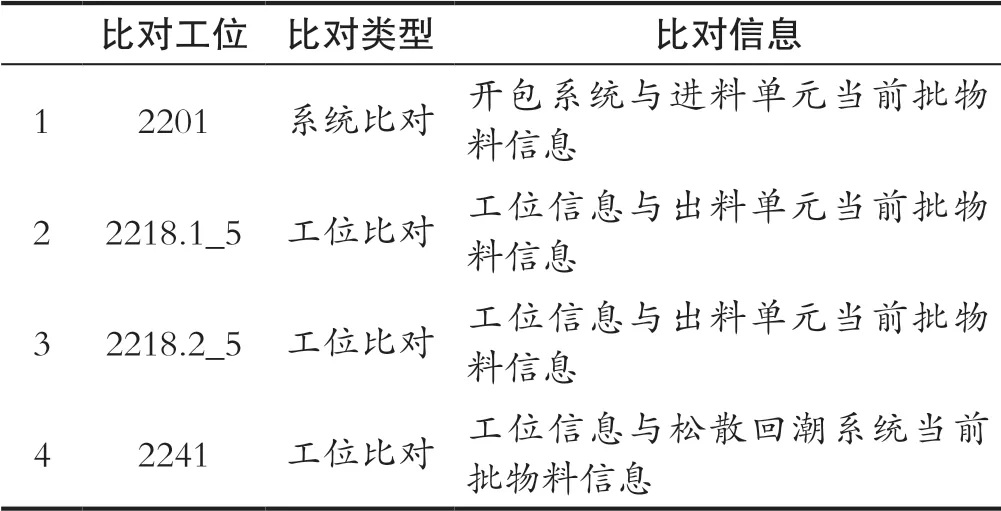
表1 比对工位的详细信息Tab.1 An information comparison of work station in detail
根据上述信息,进料单元换批条件为当前批烟包全部装箱完成,出料单元换批条件为当前批烟包进入2219或2221工位。经过统计20批的操作记录分析得出:
(1)减少断开本地开关20次,原换批生产时需要断开关键工位的本地开关,防止不同批次和品牌的物料出现混批问题;
(2)工位信息比对出错次数和出现混批次数均为0;
(3)每批生产时可节省时间约10.4分钟,原真空回潮工艺段换批时需要当前批烟包全部进入真空回潮机。
4 结语
该方法目前已成功应用于制丝车间真空回潮工艺段,能够准确对每个烟包写入当前批次的物料信息,避免了生产过程中烟叶进错和出错问题的出现,且实现了物流系统的高效化和连续化生产。
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03
阅读与作文(英语高中版)(2021年3期)2021-04-19
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
黑龙江电力(2017年1期)2017-05-17
科技创新与应用(2017年6期)2017-03-23
杭州(2015年9期)2015-12-21
创造(2015年7期)2015-10-17
电测与仪表(2015年4期)2015-04-12
电测与仪表(2015年4期)2015-04-12