
紫色马铃薯酒发酵工艺优化及主发酵期花青素与色泽的动态变化
2021-09-14 00:50:14李水玲赵红倩王文秀马倩云刘亚琼吴晶晶孙剑锋
食品工业科技 2021年17期
李水玲,赵红倩,王文秀,马倩云,刘亚琼,吴晶晶,孙剑锋,3,*
(1.河北农业大学食品科技学院,河北保定 071000;2.张家口弘基农业科技开发有限责任公司,河北张家口 075000;3.河北省马铃薯加工技术创新中心,河北张家口 076550)
我国是马铃薯种植面积和产量的第一大国。马铃薯(Solanum tuberosumL.)原产于南美洲[1],紫色马铃薯是马铃薯当中一类特殊的品种,有它特有的经济价值[2]。紫色马铃薯中含有普通马铃薯中的全部营养物质,除此之外还含有水溶性的天然花青素[3]。紫色马铃薯中的花青苷为酰基花色苷[4−5],所以其抗氧化性较为稳定[6−7],具有增强免疫、降血脂、保护视力和延缓衰老等多种保健功能[8−11]。目前紫色马铃薯主要以鲜食为主,少数用于加工,综合经济效益较低。为了顺应马铃薯主食战略,必须大力发展马铃薯产品深加工产业,丰富产品品种,从而提高马铃薯的经济附加值[12]。
紫色马铃薯价格低廉、淀粉含量丰富,具有一定保健功能,是良好的酿酒原料。陈杰华[13]以紫色马铃薯为原料,通过淋饭和喂饭相结合的方法确定了紫色马铃薯米酒的制备工艺。张蕊等[14]在紫马铃薯水解液中,分别接种不同的商业酵母XR、VR5、QA23 进行发酵,比较分析香气组分构成。结果表明采用QA23 酵母作为菌种酿酒,产生的酯类类型较另两种商业酵母多。目前马铃薯酒存在酒体味道单一的问题,而面粉价格低廉且蛋白质含量丰富,在发酵过程中添加面粉其蛋白质分解成氨基酸进而形成高级醇,从而提高酒的香气[15−16]。
因此,本实验以面粉为辅料,添加酒曲进行液态发酵,研制出紫色马铃薯酒,并研究主发酵过程中的花青素、色度、色调、褐变指数、聚合色度的动态变化,以期为工业化生产提供简便的发酵工艺及理论指导,丰富紫色马铃薯的产品种类,促进大众健康。
1 材料与方法
1.1 材料与仪器
黑金刚马铃薯 张家口弘基农业科技开发有限责任公司;面粉 金龙鱼多用途麦芯粉;高温α-淀粉酶(酶活力30000 U/g) 北京奥博星生物技术有限责任公司;安琪酿酒曲 安琪酵母股份有限公司。
DK-98-11 电热恒温水浴锅 天津市泰斯特仪器有限公司;NDP-9082 恒温培养箱 宁波江南仪器厂;15R 高速冷冻离心机 力康生物医疗科技控股有限公司;752 紫外分光光度计 上海菁华科技仪器有限公司;分析天平(CP214) 上海奥豪斯仪器有限公司;PIBI2 电磁炉 奔腾电器(上海)有限公司;MJ-BL25B2美的搅拌机 广东美的生活电器制造有限公司。
1.2 实验方法
1.2.1 紫色马铃薯酒的酿造工艺 工艺流程:紫色马铃薯清洗→切块、蒸熟→加水打浆→添加面粉→添加α-淀粉酶→添加酒曲→发酵→过滤→灭菌→成品
操作要点:
原料预处理:挑选无霉斑、无芽的紫色马铃薯进行清洗。
蒸熟、打浆:新鲜紫色马铃薯切片1 cm 厚,常压蒸至无硬心,出锅后加水,以料水比1:1 (g/mL)打浆,加入面粉搅拌均匀。
液化:添加8.5 U/gα-淀粉酶,于90 ℃液化50 min。
发酵:酒曲用5~10 倍的35 ℃温水活化15 min,加入发酵液搅拌均匀后倒入500 mL 三角瓶中(约瓶子的三分之二)盖上带软管的胶塞,于28 ℃下发酵。
过滤、灭菌:经14 d 发酵结束后,过滤、灭菌制得紫色马铃薯酒。
1.2.2 紫色马铃薯酒酿造工艺优化
1.2.2.1 单因素实验 a.面粉添加量的确定:以酒精度为指标,考察紫色马铃薯与面粉的添加量的质量比分别为1:0、1:0.1、1:0.2、1:0.3、1:0.4、1:0.5、1:0.6,料液比为1:1.25 (g/mL),添加α-淀粉酶8 U/g,添加酒曲0.4%,于28 ℃发酵7 d,对发酵液酒精度的影响。酒精度的影响。
b.料液比的确定:以酒精度和花青素含量为指标,考察紫色马铃薯与面粉的添加量的质量比为1:0.6,料液比分别为1:0.75、1:1、1:1.25、1:1.5、1:1.75 (g/mL),α-淀粉酶添加量8 U/g,酒曲添加量0.4%,于28 ℃发酵7 d,对发酵液酒精度和花青素的影响。
c.α-淀粉酶添加量的确定:以酒精度和花青素含量为指标,考察紫色马铃薯与面粉的添加量的质量比为1:0.6,料液比分别为1:1 (g/mL),α-淀粉酶添加量分别为4、6、8、10、12 U/g,酒曲添加量0.4%,于28 ℃发酵7 d,对发酵液酒精度和花青素的影响。
d.酒曲添加量的确定:以酒精度和花青素含量为指标,考察紫色马铃薯与面粉的添加量的质量比1:0.6,料液比1:1 (g/mL),α-淀粉酶添加量8 U/g,酒曲添加量分别为0.2%、0.3%、0.4%、0.5%、0.6%,于28 ℃发酵7 d,对发酵液酒精度和花青素的影响。
1.2.2.2 响应面试验设计 根据单因素实验结果,运用软件Design-Expert 7.0,分别以料水比(A)、α-淀粉酶添加量(B)、酒曲添加量(C)为响应变量,以花青素含量为响应值(Y),通过三因素三水平的Box-Behnken 响应面设计方法进行试验,优化出最佳的发酵工艺。各组试验的编码水平与取值见表1。
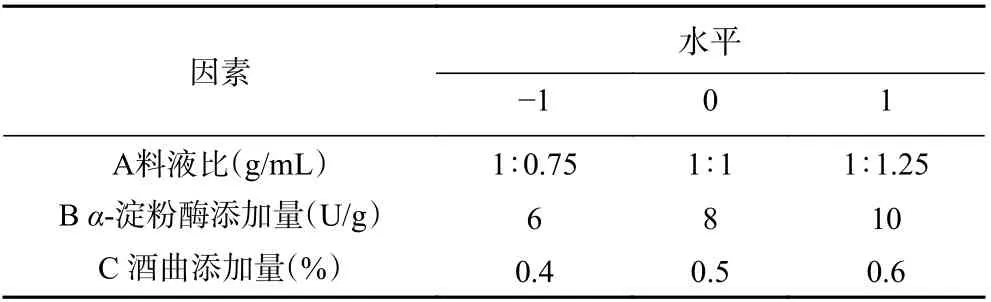
表1 Box-Behnken 响应面设计因素水平及编码Table 1 Box-behnken response surface design factor level and coding
1.2.2.3 紫色马铃薯酒感官评定方法 参考张文等[17]和李刚凤等[18]方法,感官评定分别从色泽、香气、口感、组织状态4 个方面进行评分,请10 名食品科学与工程专业学生,对样品进行综合感官评分。评分标准见表2。

表2 感官评分标准Table 2 Sensory scoring criteria
1.3 指标测定方法
1.3.1 酒精度测定 根据GB 5009.225-2016《酒中乙醇浓度的测定》进行测定。
1.3.2 花青素含量测定 采用pH 示差法[19]测定花青素含量,并略有改动,取1 mL 发酵酒液分别用pH1.0 缓冲溶液和pH4.5 的缓冲溶液定容至10 mL,置于暗处平衡2 h,以空白样作对照,用分光光度计测定两种溶液520 nm 和700 nm 波长处的吸光度(A),按以下公式计算得出花青素含量(C)。

式中A=(A520−A700)pH1.0-(A520−A700)pH4.5,MW-矢车菊花素-3-葡萄糖苷的分子摩尔质量,449.2 g/mol;DF-稀释因子;ε-矢车菊花素-3-葡萄糖苷的消光系数,26900;L-比色皿光程,1 cm。
1.3.3 色度、色调测定 发酵液经4500 r/min 离心10 min,取上清液经0.45 μm 滤膜过滤,用去离子水调零,分别于420 、520 nm 及620 nm 波长处测定吸光度A,用去离子水做空白对照[20]。

1.3.4 聚合色度、褐变指数测定 取2 mL 经离心、0.45 μm 膜过滤后的酒样,加10 mg NaHSO3,静置1 min,以去离子水为参比,测定其在420 nm 和520 nm波长下的吸光度[21],褐变指数和聚合色度按以下公式计算[22]。

1.4 数据分析
采用Design-Expert V 8.0.6 设计响应面进行优化与分析试验,SPSS 17.0 用于数据方差分析,Origin 2018 作图,每组试验重复测量3 次。
2 结果与分析
2.1 单因素结果
2.1.1 面粉添加量的确定 表3 为面粉添加量对紫色马铃薯酒发酵的影响。由表3 可知,随着面粉添加量的增加,酒精度呈上升趋势,面粉中淀粉含量多,α-淀粉酶水解淀粉转化成酵母菌生长和繁殖需要的还原糖及总糖,酒精度逐渐增大。一般来说,酒精度在10% vol 以上时,微生物难以滋生,有利于酒的储存,但面粉添加过多时会掩盖紫色马铃薯酒的特征风味。虽然在紫色马铃薯与面粉比为1:0.5 时酒精度也超过10% vol,但出于更易储存的角度,最终选择紫色马铃薯与面粉1:0.6 的比例,进行下一步的试验。

表3 面粉添加量对紫色马铃薯酒发酵的影响Table 3 Effect of flour addition on the fermentation of purple potato wine
2.1.2 料水比对酒精度和花青素的影响 图1 为料水比对酒精度和花青素的影响。由图1 可知,料水比在1:1 (g/mL)时酒精度达到最大值13.3%vol,1:1~1:1.75 (g/mL)时酒精度逐渐下降,可知当料水比为1:1 (g/mL)时能使α-淀粉酶充分发挥作用,将淀粉进行酶解。酒精度低时,不利于花青素的溶出[23]。料水比为1:1~1:1.75(g/mL)时,随着料水比的增大花青素的含量逐渐下降。综合考虑选取料水比1:0.75、1:1、1:1.25 (g/mL),进行下一步的响应面试验。
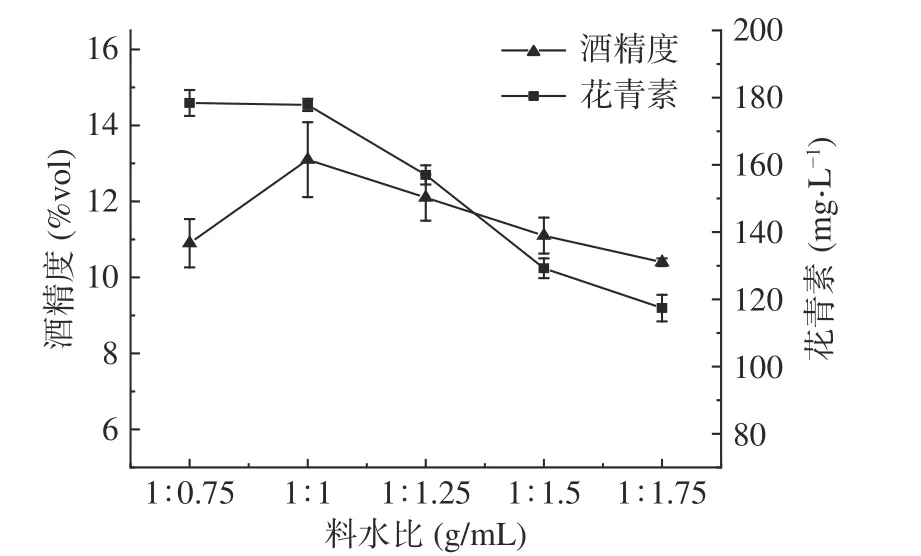
图1 料水比对紫色马铃薯酒发酵的影响Fig.1 Effect of material-water ratio on purple potato wine fermentation
2.1.3α-淀粉酶添加量对酒精度和花青素的影响图2 为α-淀粉酶添加量对酒精度和花青素的影响。由图2 可知,添加α-淀粉酶可以使紫色马铃薯发酵液黏度下降[24],利于花青素的溶出,提高花青素含量[25]。α-淀粉酶添加量为4~8 U/g 时,随着α-淀粉酶添加量的增多酒精度及花青素的含量均呈现逐渐增加的趋势,8 U/g 后酒精度及花色苷的含量趋于平缓。因此,选取淀粉酶添加量为6 、8 、10 U/g,进行下一步的响应面试验。

图2 α-淀粉酶添加量对酒精度和花青素的影响Fig.2 Effect of alpha-amylase on alcohol content and anthocyanins
2.1.4 酒曲添加量对酒精度和花青素的影响 图3为酒曲添加量对酒精度和花青素的影响。由图3 可知,酒曲添加量在0.2%~0.4%时,酒精度和花青素含量均呈上升的趋势。酒曲中有曲霉和酵母,酒曲添加量增大会使发酵液中酵母含量增多,可促使发酵液中葡萄糖转换为酒精[26]。随着发酵的进行葡萄糖含量逐渐减少,在酒曲添加量为0.4%后酒精度趋于平缓,而花青素含量0.5%开始下降。所以为了尽可能提高花青素的含量。选取酒曲添加量为0.4%、0.5%、0.6%,进行下一步的响应面试验。
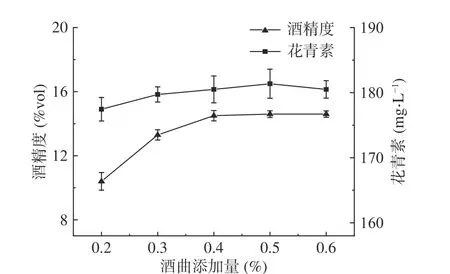
图3 酒曲添加量对酒精度和花青素的影响Fig.3 Effect of koji addition on alcohol content and anthocyanin
2.2 响应面优化结果
2.2.1 模型的建立及方差分析 表4 为Box-Behnken设计试验方案及结果。如表4 方差分析结果可知,该模型P=0.0002(P<0.01),说明该二次模型方程极显著。回归方程失拟项P=0.5049 不显著,表明该方程对试验拟合程度较好,因此可以用回归方程对紫色马铃薯酒发酵后的花青素进行预测和分析。回归方程中的α-淀粉酶添加量(B)、酒曲添加量(C)以及二次项A2、B2、C2和交互项α-淀粉酶添加量与酒曲添加量(BC)均达到极显著水平(P<0.01),料液比(A)达到显著水平[26]。各因素对紫色马铃薯酒花青素的影响的大小顺序为:α-淀粉酶的添加量>料水比>酒曲添加量。

表4 Box-Behnken 设计试验方案及结果Table 4 Design and results of Box-Behnken experiments
2.2.2 交互作用分析 根据回归方程绘制关于紫色马铃薯酒花青素含量的三维响应面图。图4 为交互项对于紫色马铃薯酒花青素显著的响应面图。由图4的三维响应曲面图可看出3 个因素变量及其交互作用对紫色马铃薯酒花青素含量的影响,响应曲面越陡峭,说明两者交互作用越显著。从表5 中可以看出,交互项AB 和AC 的交互作用不显著,交互项BC 的交互作用极显著。

图4 交互项对于紫色马铃薯酒花青素显著的响应面图Fig.4 Response surface diagram of interaction terms to anthocyanins in purple potato

表5 回归模型方差分析Table 5 Analysis of variance in regression models
2.2.3 响应面最优条件及其验证 经单因素试验与模型方程预测相结合得到最佳发酵参数料液比为1:1.05、淀粉酶添加量8.47 U/g、酒曲添加量0.45%,为了方便实际生产选取料液比1:1 (g/mL)、淀粉酶添加量8.5 U/g、酒曲添加量0.45%,经验证发酵所得花青素含量为179.22 mg/L,与预测值184.75 mg/L相近,且在此条件下紫色马铃薯酒的酒精度为13.5%vol、综合感官评定得分90 分,说明该模型可靠,可用于预测花青素与发酵条件的关系。
2.3 主发酵期花青素含量与色泽的动态变化
2.3.1 主发酵期花青素含量的变化 图5 为主发酵过程中花青素含量的变化。由图5 可知,随着发酵时间的增加,发酵液中花青素的含量呈先增加后降低的趋势。在发酵的0~5 d,酒精度逐渐增大,随着酒精度增加,提高了花青素的浸出率[27],所以酒体中花青素含量也随之增加,在第5 d 达到最大值。随后,花青素的含量随发酵时间的增加逐渐降低。由于花青素分子结构的特殊性,会受发酵体系中pH、残糖量、酒精度等一些因素的影响,花青素的形态发生一系列变化甚至降解,所以随着发酵的进行,花青素含量在达到最大值后开始下降。
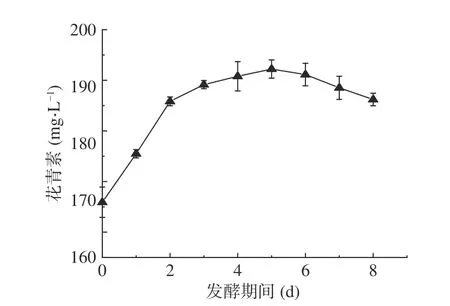
图5 主发酵过程中花青素含量的变化Fig.5 The changes of anthocyanin content during main fermentation
2.3.2 主发酵期色度、色调变化 色度表示发酵液中的颜色,酒颜色越深色度值越大。色度的变化与酒样中花青素、单宁等酚类物质的变化有关[28]。图6为主发酵过程色度、色调的变化。如图6 所示,色度呈先下降后趋于平缓的趋势,在紫色马铃薯酒的发酵过程中,发酵液逐渐从浓稠到稀薄,即发酵液密度逐渐减少,花青素可溶于的溶液变大。当花青素溶出率小于发酵液密度变小的速率时,色度呈现下降的趋势。
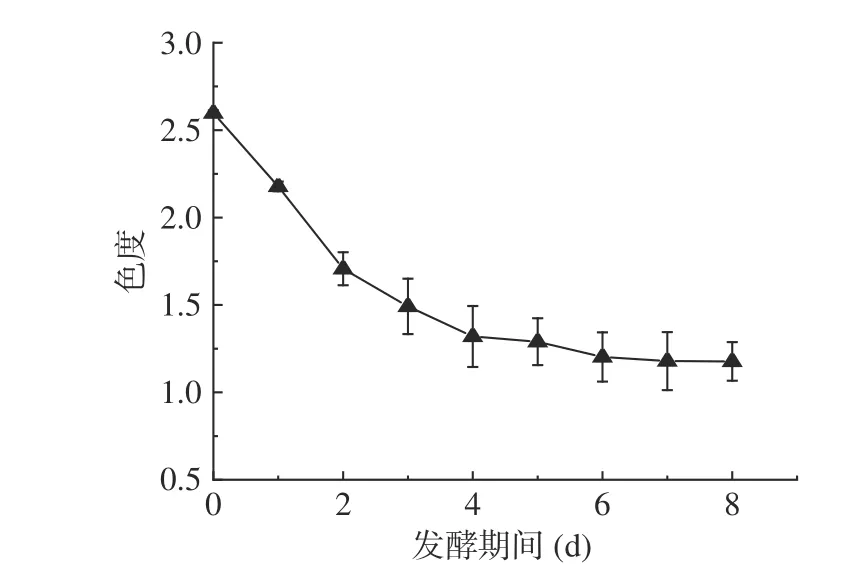
图6 主发酵过程中色度的变化Fig.6 The change of chroma during main fermentation
色调表示发酵液中黄色与红色的比例,即发酵液中黄色比例增加色调值增大,如图7 所示,发酵液的色调呈快速上升后趋于平缓的趋势。可能是因为花青素在发酵过程中聚合反应生成沉淀,使红色比例降低黄色比例升高,呈现出相对稳定的颜色,并逐渐向砖红色转变。
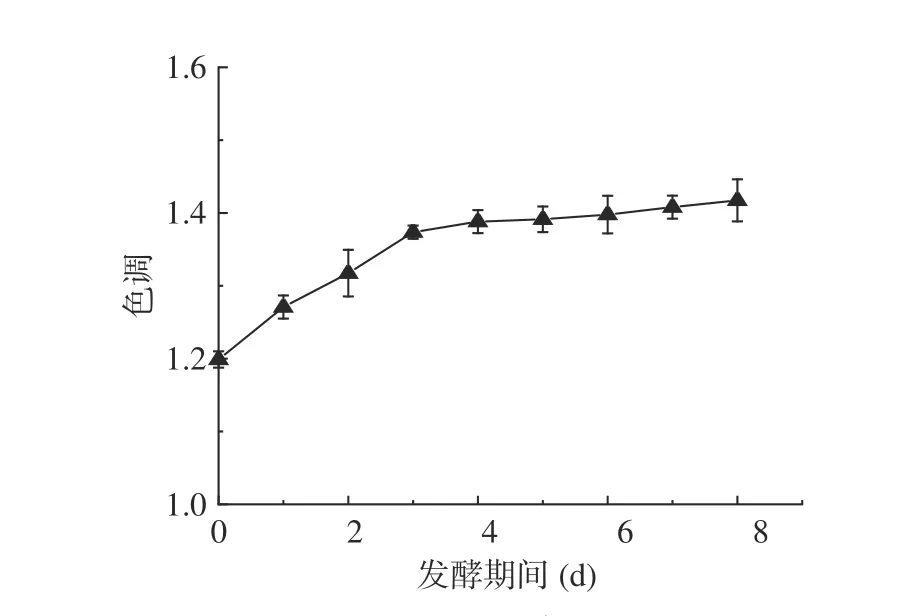
图7 主发酵过程中色调的变化Fig.7 The change of Hue during main fermentation
2.3.3 主发酵期褐变指数、聚合色度变化 在发酵过程中花青素等酚类物质的聚集,引起褐变指数与聚合色度的增大。褐变指数越低,褐变程度小,颜色好[29]。如图8、图9 所示在主发酵期间褐变指数与聚合色度均呈现逐步上升的趋势,且趋势大致相同,与李甜等[30]的研究结果一致,由于前期发酵剧烈发酵液溶氧量增多,造成褐变指数和聚合色度增长迅速,后期发酵稳定,褐变指数和聚合色度平稳增长。
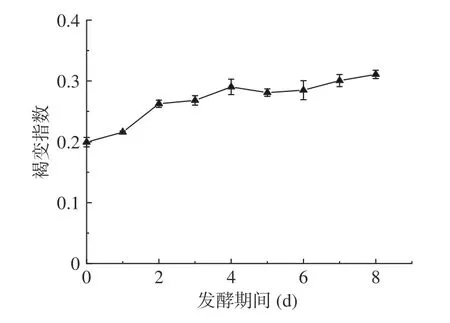
图8 主发酵过程中聚合色度的变化Fig.8 The change of polymerization chroma during main fermentation

图9 主发酵过程中褐变指数的变化Fig.9 The change of browning index during main fermentation
3 结论
采用响应面法优化了紫色马铃薯酒的发酵工艺参数,最终确定的工艺参数为:紫色马铃薯与面粉比为1:0.6、料水比1:1 (g/mL)、α-淀粉酶添加量为8.5 U/g、酒曲添加量为0.45%。此工艺在28 ℃发酵14 d。得到的紫色马铃薯酒酒精度13.5%vol,花青素含量166.34 mg/mL,综合感官评定得分90 分。为该品种的开发应用奠定了理论基础。分析了主发酵过程中花青素和色泽的变化,在发酵过程中花青素的不稳定,会随着发酵的进行先升高后降低,由此会造成紫色马铃薯酒的色泽变浅,饱和度下降、发生氧化褐变等。因此,需要进一步控制在发酵过程中花青素含量的损失。
今后,可通过改变酒的发酵条件或添加花青素保护剂的方法,来调控花青素的降解和氧化褐变程度。从而提高紫色马铃薯酒中花青素的含量,使成品酒色泽达到理想的色泽,为紫色马铃薯为工业化生产紫色马铃薯酒提供理论基础。
猜你喜欢
酿酒科技(2024年2期)2024-04-02 01:46:18
食品科学(2019年14期)2019-07-26 08:24:52
中国酿造(2019年3期)2019-04-09 05:10:24
酿酒科技(2019年3期)2019-03-30 06:32:04
食品与发酵工业(2019年1期)2019-01-29 10:26:02
中国生物医学工程学报(2017年6期)2017-02-10 05:11:45
文物保护与考古科学(2016年4期)2016-05-17 05:31:22
中国酿造(2016年12期)2016-03-01 03:08:10
现代农业(2016年6期)2016-02-28 18:42:48
食品工程(2015年3期)2015-12-07 10:20:53
