浅析新版气焊工标准工作要求及 等级认定培训教程
2021-09-10 07:22马青军李连胜方乃文杨义成郑桂红张帆
电焊机 2021年1期
关键词:考核
马青军 李连胜 方乃文 杨义成 郑桂红 张帆
摘要:阐述了新旧版《(焊工)国家职业技能标准》中对气焊工工作要求的变化并进行了讨论,介绍了即将发布的新版《气焊工国家职业技能资格培训教程》的编写原则及框架,以便于相关人员能够快速适应新的气焊工培训及考核体系,从而有效推动气焊工职业培训及职业技能检定工作,为我国焊接行业转型升级做出卓越贡献。
关键词:气焊;焊工;职业技能培训教程;考核
中图分类号:TG402 文献标志码:B 文章编号:1001-2003(2021)01-0059-07
DOI:10.7512/j.issn.1001-2303.2021.01.09
0 前言
气焊是利用可燃气体与助燃气体通过焊炬按一定的比例混合,获得所需要性质的火焰作为热源,熔化被焊工件和焊接材料使之达到原子间结合的一种焊接方法。气焊的助燃气体主要为氧气,可燃气体主要采用乙炔、氢气、煤气、液化石油气等,其中最常用的是乙炔气。当可燃气体为乙炔时,通过调整氧和乙炔混合比来获得中性焰、碳化焰和氧化焰,由于3种火焰的性质不同,可用于气焊不同的金属材料。另外气焊设备简单、成本低、移动方便、使用灵活且无需电源,因而经常用于无电源场合和野外施工[1]。
气焊操作属于特殊的作业,操作人员必须取得相关资质后方可作业。2015年,人力资源和社会保障部颁布了新的《中华人民共和国职业分类大典》,启动了职业技能标准的新一轮修订工作。2017年,人力资源和社会保障部印发《关于公布国家职业资格目录的通知》(人社部发[2017]68号),焊工属于准入类技能人员职业资格序列[2]。2018年人力资源和社会保障部发布了职业编码为6-18-02-04的《(焊工)国家职业技能标准》(以下简称新版焊工标准),该标准中对焊工从业人员的职业活动内容进行了规范细致描述,对各等级从业者的技能水平和理论知识水平进行了明确的规定[3]。新版焊工标准与旧版焊工标准(2009年修订版本)中对气焊工的要求差异很大,为了进一步保证对气焊工技能培训和鉴定的科学化、规范化,更好的贯彻实施新版焊工标准,同时也为了适应我国工业产业结构的调整和升级,经济发展对高质量技能人才需求的逐步扩大,开发合理配套的培训教程十分重要。文中从新版焊工标准修订与教材编写的角度探讨气焊工培训教程编写原则及框架的建立。
1 新旧版标准中对气焊工工作要求的变化及解析
我国的焊工职业技能标准体系是由工人技术等级评价标准发展形成。早期的《焊工工人技术等级标准》将焊工体系分八等级制,经过几次制修订后,2000年后的《(焊工)国家职业技能标准》将焊工体系划分为由五级/初级工、四级/中级工、三级/高级工、二级/技师、一级/高级技师共五个等级组成的五级评价制[4]。新版焊工标准仍沿用了该评价制度,但是根据不同工种进行了详细划分,比如电焊工分为五级,气焊工只有初级、中级和高级,而没有技师和高级技师。
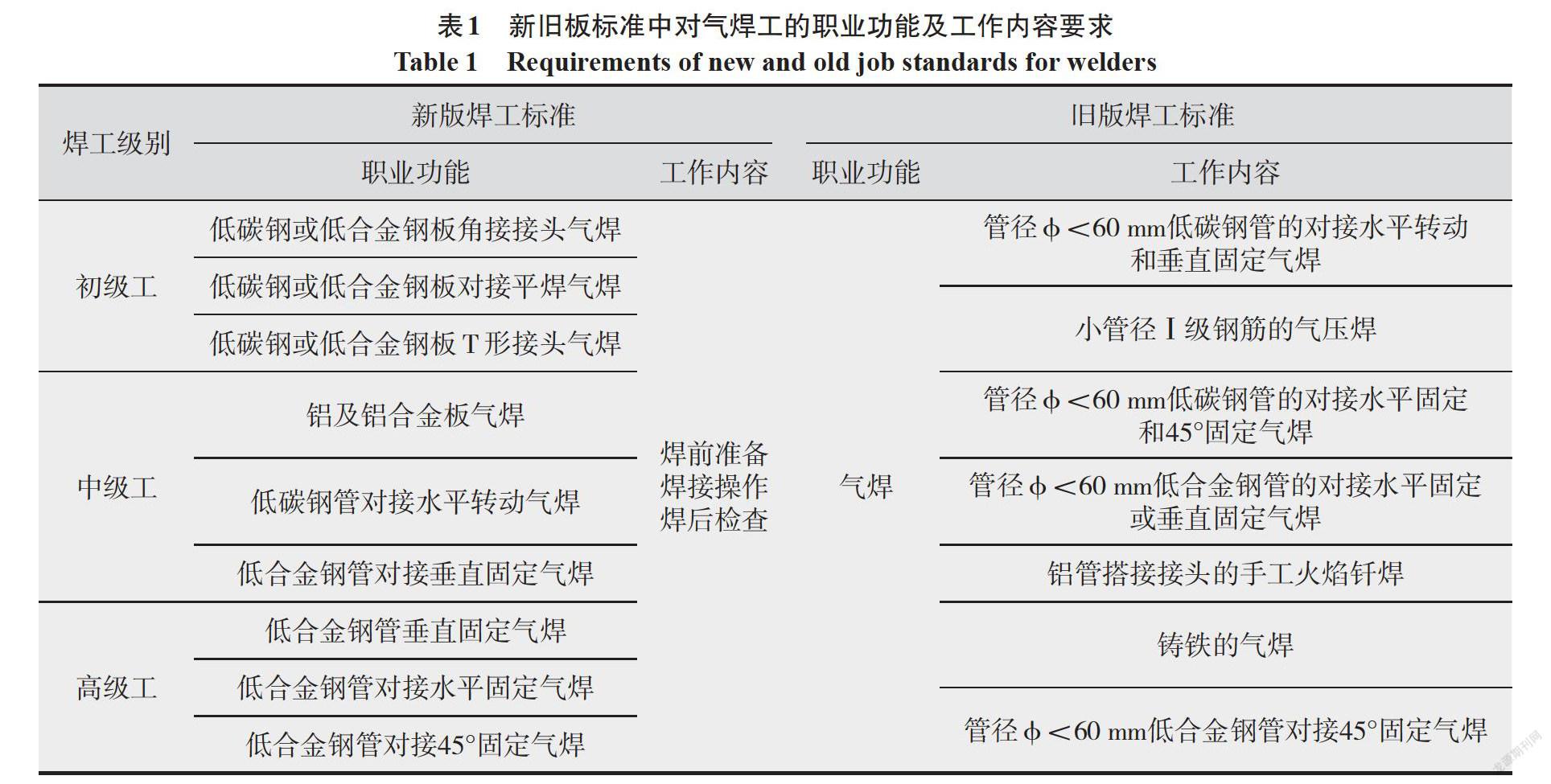
新版焊工标准把旧版焊工标准的工作内容定义为职业功能,将焊前准备、焊接操作与焊后检查定义为工作内容,然后将技能要求与相关知识要求按照工作内容分开,这样的条款设定使整个标准条理清晰且具有更好的逻辑性及实用性。表1给出了新旧版标准中对气焊工的职业功能及工作内容要求。新版焊工标准要求初级工掌握低碳钢或低合金钢板角接、对接和T型接头的气焊,而旧版标准在初级工中就要求掌握管径φ<60 mm低碳钢管的对接水平转动和垂直固定气焊及小管径Ⅰ级钢筋的气压焊,其操作难度远高于新版标准,不利于学员学习。
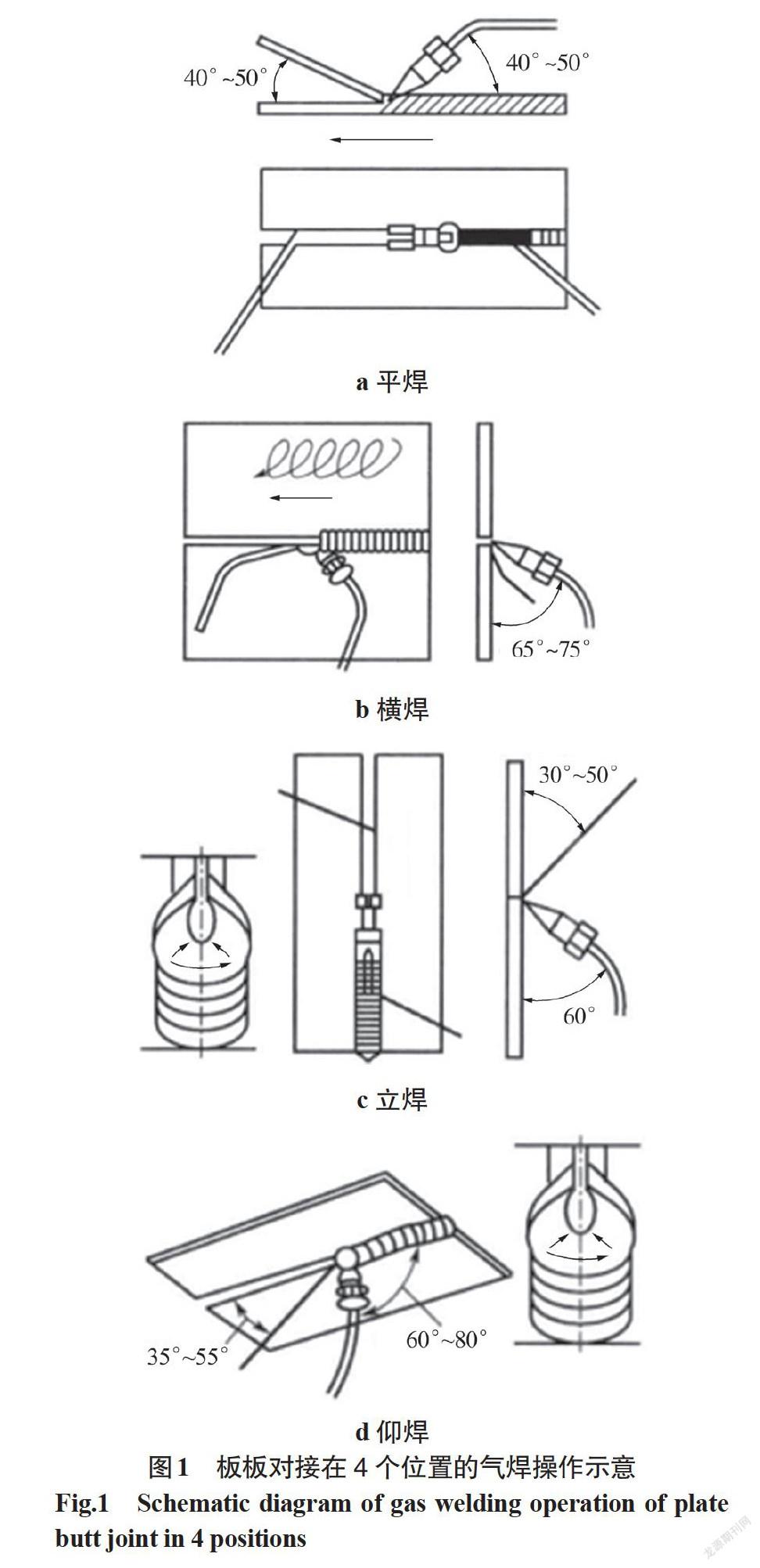
焊接操作按照空间位置大致可分为平焊、横焊、立焊和仰焊位置,图1为板板对接在4个位置的气焊操作示意图[5]。平焊位置操作比较容易,只要正确选择气焊工艺参数和掌握操作方法,平焊的焊接质量就能得到保证。横焊的操作要比平焊困难,因为横焊时熔化金属下淌,容易导致焊缝上边缘形成咬边,下边缘形成焊瘤和未熔合等缺陷,所以进行横焊操作时焊嘴要向上倾斜,且与焊件之间平面夹角保持在65°~75°之间,焊丝的端部位于熔池的上边缘,利用火焰的吹力拖住熔化金属来阻止熔化金属下淌,焊丝要始终保持浸在熔池中,并不断地把熔化金属向上推,同时要严格控制熔池的温度,不要使熔池面积太大,保证熔透而又不使熔池金属因过度受热而下淌。立焊时也存在熔化金属下淌和焊缝成形不良的问题,焊接火焰要向上倾斜与焊件成60°夹角,焊接时要少加焊丝,并且采用比平焊小15%左右的火焰能率进行焊接;仰焊最难掌握,主要是由于熔池向下,熔化金属因重力作用而下坠,甚至滴落导致焊缝成形困难,操作时必须严格控制熔池大小和温度使熔化金属始终处于较稠的状态。综上所述,板板对接在不同位置焊接操作的难度由平焊、横焊、立焊及仰焊逐渐增加,因此板板对接焊缝试件按试件位置分为平焊试件(1G)、横焊试件(2G)、立焊试件(3G)、仰焊试件(4G),而管管对接分为水平转动试件(1G)、垂直固定试件(2G)、水平固定试件(5G、5GX)、45°固定试件(6G、6GX)。气焊板材时焊嘴与焊丝相对于试件为直线移动,焊嘴、焊丝与试件之间的夹角较容易控制,而气焊管材时由于焊嘴及焊丝要做圆周运动,要不断调整焊丝及焊嘴的位置来保证夹角,难度较大。因此,新版焊工标准要求先掌握板材的气焊,再進行管材的气焊更有利于学员的技能学习与掌握。
另外,新版焊工标准删除了旧版中的小管径Ⅰ级钢筋的气压焊与铸铁的气焊,并将铝管搭接接头的火焰钎焊纳入到钎焊工里面,增加了铝及铝合金板气焊。
2 新版气焊工培训教程的编写原则
新版焊工标准中规定气焊工的考核鉴定方式分为理论知识考试及技能考核。理论知识考试以笔试、机考等方式为主,主要考核从业人员从事本职业应掌握的基本要求和相关知识要求;技能考核主要采用现场操作、模拟操作等方式进行,主要考核从业人员从事本职业应具备的技能水平。理论知识考试和技能考核均实行百分制,成绩皆达到60分(含)及以上者为合格。因此为了使学员能够快速提升技能,达到标准中规定的考试及考核要求,新版气焊工培训教程的编写应具有一致性、层次性、规范性和实用性原则。
2.1 一致性原则
新版焊工标准条款中详细规定了气焊工职业功能、工作内容、技能要求及相关知识要求。由于新版焊工标准是对焊工的理论知识和技能要求提出的综合性水平规定,同时也是开展焊工职业教育培训和人才技能鉴定评价的基本依据,所以气焊工培训教程内容的编写以新版焊工标准为基础,要完全涵盖标准中的相关要求且不能超出其范围,以确保教程与标准保持一致性。
2.2 层次性原则
依据新版的焊工标准,并结合气焊操作的适用范围、特点及难易程度将教程共分3个等级,分别为初级工、中级工和高级工。层级之间界定准确、层次分明、技能要求逐级增加,同时各等级衔接合理,为技能人才培养搭建科学的阶梯型培训架构。
2.3 规范性原则
教程中的专业术语、文字符号、图片及表格等都符合相关国家标准规定,以减少教培人员、学员以及从事相关工作人员在实际工作和培训中因术语知识、图表等差异造成的困扰。
2.4 实用性原则
焊接作為机械制造中的一种基础加工工艺方法,广泛地应用于船舶、压力容器、锅炉、石油化工、桥梁、车辆、建筑、重型机械等领域。因此气焊工教程应符合国内各行业对气焊工职业教育的需求,也就是说内容上要体现“ 以职业活动为导向、以职业能力为核心 ”的指导思想,突出职业资格培训特色;结构上针对焊工职业活动领域。教程以技能要求为主线,相关知识要求为基础,即以培养具备学习、理解、分析、判断能力以及良好的理论知识及操作技能的焊工为最基本需求的原则进行编写。
3 新版气焊工培训教程的框架结构
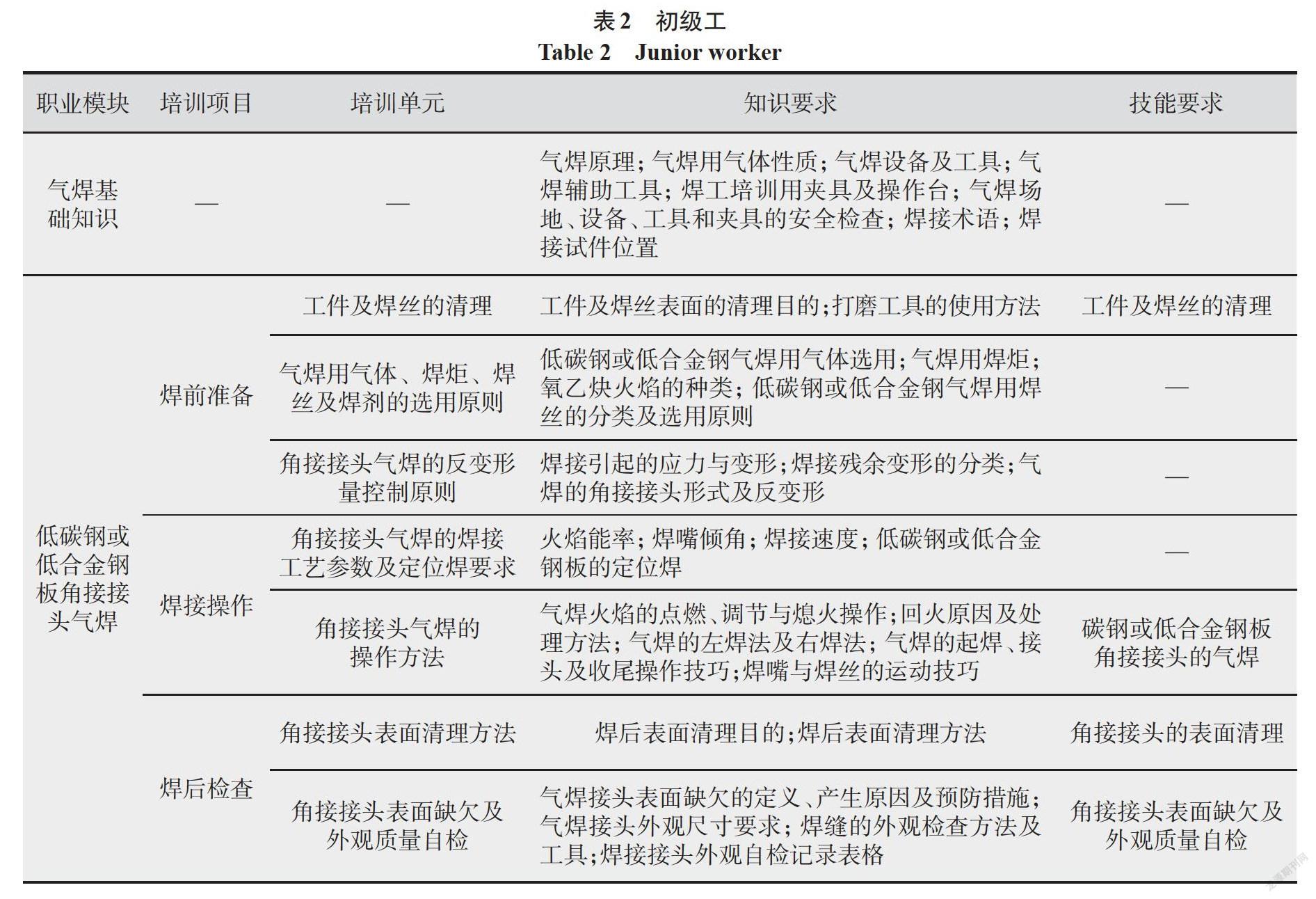
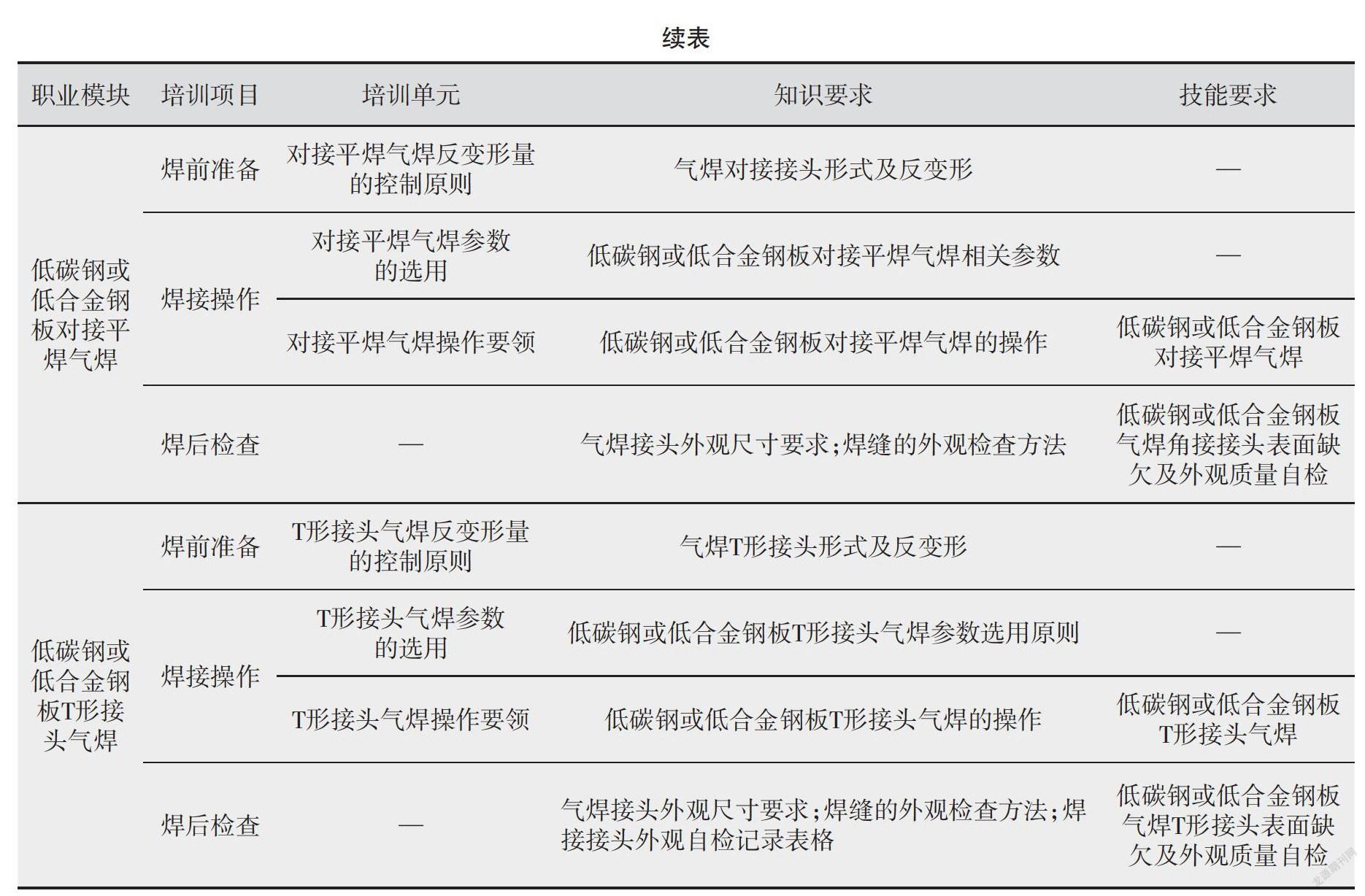
新版气焊工培训教程的初级工、中级工及高级工的每个工种包含若干职业模块,每个职业模块又包含若干培训项目、培训单元、知识要求与技能要求。表2、表3及表4中分别给出了3个工种的框架结构,通过与表1内容对比可知教程的章节是按照新版焊工标准中的职业功能进行划分。
初级工中的职业模块对应标准中的职业功能,每个职业功能均有相应独立的章节。培训项目对应标准中的工作内容,分别为焊前准备、焊接操作和焊后检查;培训项目里面的培训单元下方设置有三个部分,分别为培训重点、知识要求和技能要求,其中培训重点是对该培训单元中的重点部分的总结,学员在学习时应着重掌握,知识要求部分对应焊工标准中的相关知识要求,技能要求对应标准中的技能要求,其中知识要求以理论和经验为主,技能要求则侧重于实际操作的技能和手法。初级工中增加了气焊基础知识职业模块,这是因为新版焊工标准要求学员的普通受教育程度为初中毕业(或相当文化程度),因此为了保证培训质量,学员必须先掌握气焊基础知识。
中级工的框架结构与初级工相似,其职业模块分别为铝及铝合金板气焊、低碳钢管的水平转动气焊及低合金钢管对接垂直固定气焊,中级工知识要求与技能要求难度要高于初级工,比如铝及铝合金板的气焊模块不仅介绍了铝及铝合金板的焊接工艺及操作要求,还增加了铝及铝合金的焊接性等内容,另外在相同空间位置气焊钢管的难度要高于气焊板材。
高级工的职业模块为低合金钢管垂直固定气焊、低合金钢管对接水平固定气焊及低合金钢管对接45°固定气焊。在低合金钢管垂直固定气焊职业模块中详细介绍了低合金钢的分类及其焊接性能,同时也介绍当两个被焊管件的直径或壁厚不同时低合金钢管垂直固定气焊接头形式,技能要求为锁底接头对接焊缝气焊。另外两个职业模块将焊前准备、焊接操作与焊后检查合并到技能要求里面组成一个完整的操作实例,这样有助于学员融会贯通已学习的理论知识和操作技能。
4 结论
新版焊工标准中对气焊工的工作要求层次分明,等级合理衔接。培训教程的框架结构与标准相互对应,内容完全覆盖了标准要求,同时兼顾了层次性、规范性和实用性的原则,为培养气焊工的高技能人才搭建了科学的阶梯型培训架构。新版培训教程的发布将会更好地提升气焊工的理论知识和技能操作水平,同时有效推动气焊工职业培训及职业技能鉴定工作,为我国焊接行业转型升级做出卓越贡献。
参考文献:
周岐,王亚军,杨惠,等. 气焊、气割工艺与操作技巧[M].沈阳:辽宁科学技术出版社,2010.
李连胜,方乃文,吕晓春,等. 2018版《(焊工)国家职业技能标准》修订概况[J].焊接,2019(4):1-4.
吕晓春,方乃文,李春范,等. (焊工)国家职业技能标准[M]. 北京:中国劳动社会保障部出版社,2019.
丁文花. 《焊工国家职业技能标准》模块化、动态化开发的几点启示[J].职业,2013(2):73-74.
吴金杰. 《焊工入门·考证一本通》 [M].北京:化学工业出版社,2013.
猜你喜欢
新长征(2021年5期)2021-07-11
党员生活·下(2019年7期)2019-09-10
党的生活·青海(2019年6期)2019-07-05
现代企业文化·理论版(2018年18期)2018-12-24
中国经济信息(2018年6期)2018-04-19
畅谈(2018年2期)2018-04-19
党的生活(黑龙江)(2016年11期)2016-11-19
党建文汇·上(2016年4期)2016-05-14
人民周刊(2016年1期)2016-01-09
党员文摘(2009年8期)2009-08-22