冷却速度对电弧增材制造TC4组织性能的影响
2021-09-10 03:14刘祥宇柳晋徐国建
电焊机 2021年8期
刘祥宇 柳晋 徐国建
摘要:电弧增材制造(WAAM)技术兼具生产效率高和成本低的特点,但为保证其生产的零部件的综合性能,往往需要进行后续的热处理。文中采用WAAM技术制备了TC4试样,利用光学显微镜、扫描电镜、X射线衍射仪、拉伸试验机及硬度仪研究了冷却速度(950 ℃/2 h/WC水冷、950 ℃/2 h/AC空冷、950 ℃/2 h/FC炉冷)对TC4组织与性能的影响。试验结果表明,WC、AC及FC冷却方式下TC4试样的组织均由初生α相和β相组成,其中WC冷却方式得到的β相较多;TC4试样的组织由下至上均呈现逐渐粗化的倾向;随着冷却速度的降低,初生α相有粗化趋势,TC4试样抗拉强度降低,塑性提高; 950 ℃/2 h/AC WAAM TC4试样力学性能超越了铸件国标要求;拉伸试样断口形貌均为塑性断裂。
关键词:电弧增材制造;TC4;显微组织;力学性能;冷却速度
0 前言
目前,激光增材制造(LDM)TC4零部件受到研究者的广泛关注, LDM技术生产的零部件已经广泛应用于航空航天领域 [1-7]。随着国内外学者对LDM技术的进一步研究,发现生产成本和生产效率是制约LDM技术规模化应用于实际生产的主要问题。近年来,电弧增材制造(WAAM)技术受到研究者青睐,是解决上述两大瓶颈问题的有效措施之一。但是WAAM过程中,由于热输入量大、难以获得较好成形、残余应力大及使用性能较低等特点,成形后的零部件往往需要后续处理(热处理及热等静压等)以提高其综合性能[8-12]。
目前,国内外学者针对热处理对LDM钛合金零部件的组织与性能的影响展开了一系列研究,结果表明[13-15],对沉积态的钛合金进行热处理可以有效地提高钛合金零部件的综合性能。另外,由于LDM过程中具有快速加热并迅速冷却的特点,沉积态钛合金零部件中容易得到较为细小的组织[15]。而与LDM相比,WAAM具有热输入量大的特点,因此较易得到粗化的微观组织,且零件成形较差[8-12]。鉴于LDM与WAAM工艺角度的巨大差别,可认为两种工艺制造的零部件后续热处理制度不能相互套用,因此,针对WAAM制造的钛合金零件热处理制度仍有待进一步深入研究。Bermingham[8]等人发现WAAM制造的钛合金零部件冷却速度较慢,使β相向α相的转变较为完全,冷却至室温时几乎没有β相存在。Brandle[16]等人研究发现,对WAAM技术制造的TC4样件,进行热处理(843 ℃/4 h/FC),可以在不损失强度的情况下,显著提高TC4的塑性;600℃/4 h/FC热处理制度可以有效提高TC4的抗拉强度,但塑性有明显下降。综上所述,对WAAM技术制造的 TC4零部件进行热处理可以有效改善其组织和性能。但截止目前,针对WAAM TC4热处理过程中的冷却速度对其零部件组织与性能影响的报道仍相对较少。
本文基于WAAM 技术制备了三组TC4试样,并根据王文博等人的研究[7],对沉积态的TC4在950 ℃进行固溶处理,可获得较好的综合性能,因此文中对三组TC4试样进行了950 ℃保温2 h的热处理,之后分别对三组试样进行水冷(WC)、空冷(AC)及炉冷(FC),对比分析热处理过程中不同冷却速度下TC4试样的组织与性能变化规律,为低成本、高效率的WAAM技术在钛合金制造领域的产业化应用奠定一定的理论基础。
1 试验材料和方法
1.1 试验材料
试验采用直径1.2 mm的TC4焊丝作为电弧增材制造的原材料,选用热轧供货状态的TC4板材作为试验基板(尺寸100 mm×100 mm×20 mm),焊丝与基板的化学成分如表1所示。试验在密封舱内进行,以纯度为99.99%的氩气作为保护气体,密封舱内水氧含量≤20×10-6。
1.2 WAAM工艺参数
WAAM装置由TIG焊枪(钨极直径φ3.2 mm)、焊机、送丝机、密封舱、水氧分析仪、水冷机及六轴机器人等组成, WAAM示意图及试验取样位置如图1所示。经过大量试验获得了最佳TC4 WAAM工艺参数:焊接电流160 A、送丝速度1.4 m/min、机器人移动速度8 mm/s、搭接率50%。采用上述工艺参数获得的TC4试样实物与拉伸试样尺寸如图2所示。
1.3 热处理工艺参数
在具有氩气氛围保护热处理炉中进行TC4试样的热处理,加热温度精度为±1 ℃,加热速度为6 ℃/min。为研究冷却速度对TC4试样组织与性能的影响,热处理制度分别制定为950 ℃/2 h/WC、950 ℃/2 h/AC、950 ℃/2 h/FC。
1.4 组织分析和性能测试
WAAM TC4試样尺寸约60 mm×60 mm×60 mm,分析试样的取样位置如图1所示。金相试样的取样尺寸为10 mm×10 mm×10 mm的正方体,镶嵌后用二氧化硅悬浮液进行抛光,再用腐蚀液(HF∶HNO3∶H2O=1∶3∶7)进行约15 s的腐蚀。使用光学显微镜观察与分析TC4试样的微观组织,采用X射线衍射仪分析试样的相组成,测试范围为20°~90°,扫描速度4°/min。用HVS-5维氏硬度仪对不同冷却速度得到的TC4试样进行硬度表征,载荷200 g,保持时间10 s。使用电子万能试验机测试室温抗拉性能,拉伸速率1 mm/min。采用扫描电子显微镜分析室温拉伸试样的断口形貌。
2 结果和讨论
不同冷却速度(WC、AC、FC)下,WAAM制造的TC4试样X射线衍射分析结果如图3所示。由图可知,三种冷却方式下TC4试样均由α相和β相组成,与空冷和炉冷得到的试样的X射线衍射结果相比,水冷方式得到的TC4试样中β相衍射峰的高度较高,说明水冷方式得到的试样中含有较多的β相。这是由于水冷具有较大的冷却速度,使得TC4中β相向α相的转变不完全,冷却至室温时残留的β相较多。
热处理条件为950 ℃/2 h/WC时,WAAM制造的TC4试样不同位置的微观组织形貌如图4所示。结合图3的XRD结果,可确定试样的显微组织主要由大量针状初生α相及少量β相组成,其中β相存在于针状初生α之间的(α+β)组织中[7]。这是由于WC具有较快的冷却速度,作为非平衡凝固,使得室温下TC4中有一定含量的残留β相,同时,过饱和的α相会部分转变为α'马氏体,残留β相部分转变为β'马氏体[17]。另外,下、中及上部的针状初生α相的平均尺寸(长×宽)分别为9.35 μm×2.26 μm、17.45 μm×3.38 μm及36.74 μm×3.64 μm。且在试样中由下至上,针状初生α相具有粗化加长的趋势。这是由于WAAM过程中,每沉积一层,多余的热输入会对熔合线下方金属产生一次热处理作用,使熔合线下方组织细化,而样件上部受到这一影响的次数少于下部,最终使得整体成型样件上部的组织相对下部粗化。上述试验结果说明950 ℃/2 h/WC热处理条件不能完全改变WAAM TC4试样的原始组织形态。
950 ℃/2 h/AC下WAAM制造的TC4试样的微观组织形貌如图5所示。由图可知,在仅改变冷却方式的情况下,TC4试样的组织演化规律基板与950 ℃/2 h/WC热处理制度相同,即由下至上,针状初生α相逐渐变粗变长(针状初生α相平均尺寸分别约为18.38 μm×3.28 μm、27.7 μm×3.59 μm及52.7 μm×5.44 μm)。与水冷相比,空冷得到的TC4试样三个区域的针状初生α相尺寸均增大。这是由于相较水冷,空冷的冷却速度较小,在冷却过程中β相向α相的转变更加完全,促进了初生α相的长大。
950 ℃/2 h/FC时TC4试样下、中及上部的显微组织如图6所示。组织演化规律与950 ℃/2 h/WC热处理制度下基本相同。从试样的下部、中部至上部,针状初生α相具有变粗变长的趋势,针状初生α相平均尺寸(长×宽)分别为34.34 μm×4.34 μm、40.68 μm×7.65 μm及85.38 μm×10.65 μm。与空冷方式相比较,炉冷得到的TC4试样不同位置的针状初生α相尺寸均增大,初生α相进一步粗化。这是由于与空冷相比,炉冷具有更低的冷却速度,使β相向α相的转变更加完全,同时初生α相具有更长的长大时间。
不同冷却方式热处理得到WAAM制造的TC4试样维氏硬度分布情况如图7所示。可以看出,相较于空冷与炉冷的试样,水冷得到的TC4试样的维氏硬度较高。这是由于与空冷和炉冷相比,水冷试样不同位置的初生α相平均宽度均较小,说明较快的冷却速度可以获得较细的组织,而组织细化可以在一定程度上可提高硬度[18]。另外,硬度试验结果表明,WC、AC及FC状态下试样的硬度值随沉积高度的增加呈现下降趋势,这是由于随着增材制造的进行,多余热输入产生的热积累导致冷却速度降低。
不同冷却方式(水冷、空冷及炉冷)得到WAAM制造的TC4试样室温抗拉性能测试结果如图8所示。由图可知,水冷试样的拉伸强度约为910 MPa、屈服强度约为850 MPa、延伸率约为2%、断面收缩率约为3%;空冷试样的拉伸强度约为850 MPa、屈服强度约为810 MPa、延伸率约为5%、断面收缩率约为6%;炉冷试样的拉伸强度约为750 MPa、屈服强度约为660 MPa、延伸率约为7%、断面收缩率约为8%。分析室温拉伸试验结果可知,随着冷却速度的降低,室温抗拉强度也随之降低,而延伸率和断面收缩率则有所提高。与铸件相比,950 ℃/2 h/AC WAAM TC4试样力学性能达到了TC4铸件国标的要求,即抗拉强度835 MPa、屈服强度765 MPa、延伸率5%。
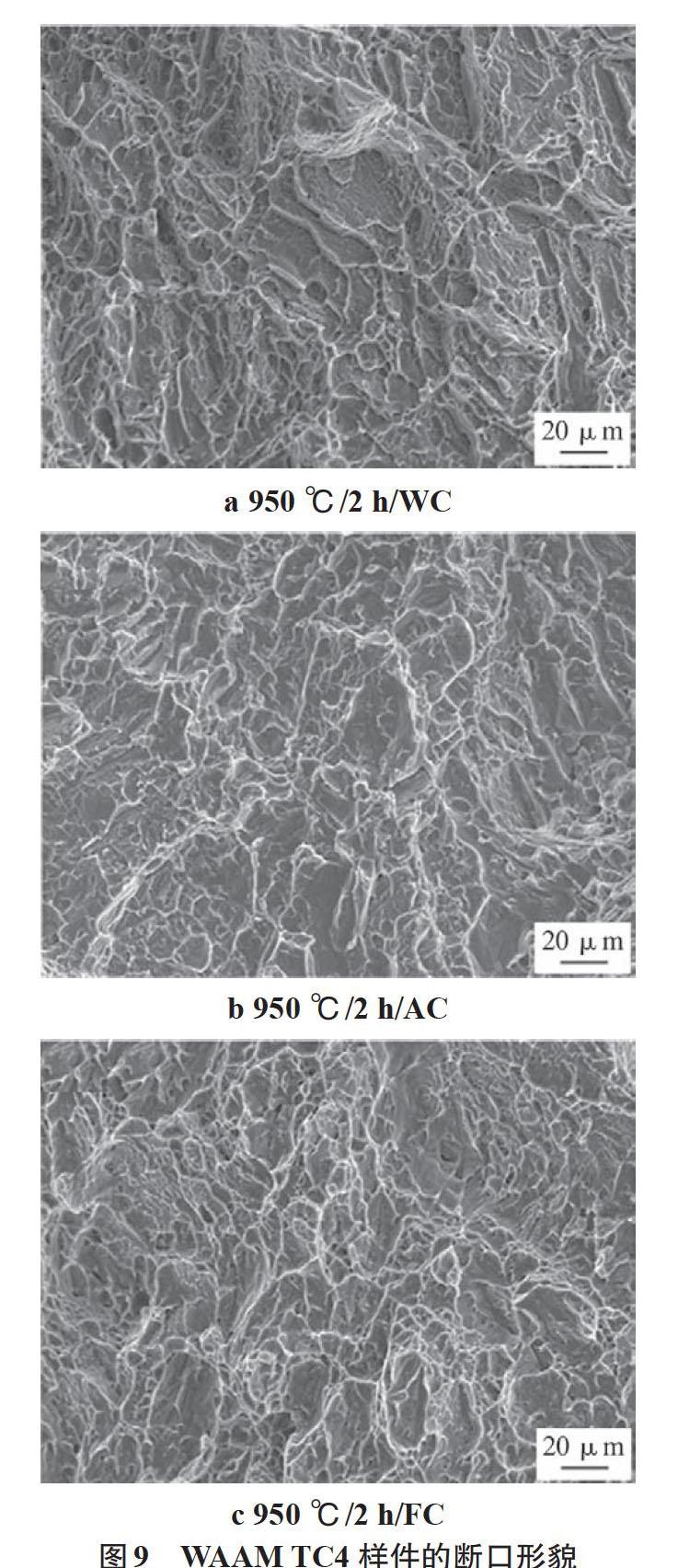
950 ℃/2 h/WC、950 ℃/2 h/AC及950 ℃/2 h/FC的WAAM拉伸试样的断口形貌如图9所示。由图可知,断口存在明显韧窝分布,均呈现为塑性断裂。按水冷、空冷及炉冷的顺序,拉伸试样断口韧窝更均匀、更深,与前文随着冷卻速度的降低,拉伸试样的塑性逐渐提高相符。
3 结论
950 ℃/2 h/WC、950 ℃/2 h/AC及950 ℃/2 h/FC的WAAM TC4试样的组织主要由大量α相及少量β相组成。并且随着冷却速度的降低,残留β相的数量逐渐减少。950 ℃/2 h/WC条件下,下、中及上部的初生α相尺寸(长×宽)分别为9.35 μm×2.26 μm、17.45 μm×3.38 μm及36.74 μm×3.64 μm;950 ℃/2 h/AC条件下,下、中及上部的初生α相尺寸(长×宽)分别为18.38 μm×3.28 μm、27.7 μm×3.59 μm及52.7 μm×5.44 μm;950 ℃/2 h/FC条件下,下、中及上部的初生α相尺寸(长×宽)分别为34.34 μm×4.34 μm、40.68 μm×7.65 μm及85.38 μm×10.65 μm。按着WC/AC/FC顺序,WAAM TC4试样从下部到上部,其初生α相尺寸逐渐增大;冷却速度降低,α相逐渐粗化,而残留β相逐渐减少。
950 ℃/2 h/WC条件下TC4试样拉伸强度约为910 MPa、屈服强度约为850 MPa、延伸率约为2%、断面收缩率约为3%;950 ℃/2 h/AC条件下TC4试样拉伸强度约为850 MPa、屈服强度约为810 MPa、延伸率约为5%、断面收缩率约为6%;950 ℃/2 h/FC条件下TC4试样的拉伸强度约为750 MPa、屈服强度约为660 MPa、延伸率约为7%、断面收缩率约为8%。可见,随着冷却速度的降低,拉伸强度和屈服强度逐渐降低,延伸率和断面收缩率逐步提高。与铸件相比,950 ℃/2 h/AC TC4试样力学性能达到了铸件国标要求;拉伸试样断口形貌均为塑性断裂。
参考文献:
Vrancken B,Thijs L,Kruth J P,et al. Heat treatment of Ti6Al4V produced by Selective Laser Melting:Microstructure and mechanical properties[J]. Journal of Alloys and Comp-ounds,2012(541):177-185.
王世清,邢博,赵启喆,等. 不同热处理对TC4/Ti60电子束焊接头微观组织及力学性能的影响[J]. 电焊机,2020,50(5):16-20.
Vilaro T,Colin C,Bartout J D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting[J]. Metallurgical & Materials Transactions A,2011,42(10):3190-3199.
刘永红,姚新改,董志国. Ti-6Al-4V 钛合金激光选区熔化成形工艺及性能研究[J]. 热加工工艺,2021,50(9):40-44.
Li W,Karnati S,Kriewall C,et al. Fabrication and characterization of a functionally graded material from Ti-6Al-4V to SS316 by laser metal deposition[J]. Additive Manufacturing,2017(14):95-104.
Kim Y K,Park S H,Yu J H,et al. Improvement in the high-temperature creep properties via heat treatment of Ti-6Al-4V alloy manufactured by selective laser melting[J]. Materials Science & Engineering A,2018(715):33-40.
王文博,马瑞鑫,井志成,等. 固溶时效处理对激光3D打印TC4合金组织与性能的影响[J]. 中国激光,2019,46(10): 1002003-1-9.
Bermingham M J,Nicastro L,Kent D,et al. Optimising the mechanical properties of Ti-6Al-4V components produced by wire arc additive manufacturing with post-process heat treatments[J]. Journal of Alloys and Compounds,2018(753):247-255.
Wang F D,Williams S,Colegrove P,et al. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V[J]. Metallurgical and Materials Transactions A,2013,44(2):968-977.
徐亮,杨可,王秋雨,等. 热处理对电弧增材制造316L不锈钢组织和性能的影响[J]. 电焊机,2020,50(10):29-34.
Wu B T,Pan Z X,L S Y,et al. The anisotropic corrosion behaviour of wire arc additive manufactured Ti-6Al-4V alloy in 3.5% NaCl solution[J]. Corrosion Science,2018(137):176-183.
Wu B T,Ding D H,Pan Z X,et al. Effects of heat accu-mulation on the arc characteristics and metal transfer behavior in Wire Arc Additive Manufacturing of Ti6Al4V[J]. Journal of Materials Processing Technology,2017(250):304-312.
Fan Z C,Feng H W. Study on selective laser melting and heat treatment of Ti-6Al-4V alloy[J]. Results in physics,2018(10):660-664.
Galarraga H,Warren R J,Lados D A,et al. Effects of heat treatments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM)[J]. Materials Science and Engineering:A,2017(685):417-428.
Yan X C,Yin S,Chen C Y,et al. Efeects of heat treatment on phase transformation and mechanical properties of Ti6A4V fabricated by selective laser melting[J]. Journal of Alloys and Compounds,2018(764):1056-1071.
Brandle E,Baufeld B,Leyens C,et al. Addictive manufac-tured Ti-6Al-4V using welding wire:comparaison of laser and arc beam deposition and evaluation with respect to aerospace material specifications[J]. Physics Procedia,2010(5):598-606.
Ahmed T,Rack H J. phase transformation during cooling in α+β titanium alloys[J]. Materials Science and Engineering:A,1998,243(1-2):206-211.
王震.激光選区熔化Ti6Al4V合金及其表面超声滚压加工的组织与性能研究[D]. 广东:华南理工大学,2019.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
哈尔滨理工大学学报(2016年6期)2017-02-21
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27
农机使用与维修(2016年10期)2016-11-10
中国高新技术企业(2015年25期)2015-07-24