废润滑油絮凝-减压蒸馏再生工艺研究
2021-09-09 00:56:12文明福周园芳欧阳少波熊道陵薛茹萍杨凯吴泰平
江西理工大学学报 2021年4期
文明福, 周园芳, 欧阳少波, 熊道陵,薛茹萍, 杨凯, 吴泰平
(1.江西理工大学材料冶金化学学部,江西 赣州341000;2.遂川和创金属新材料有限公司,江西 吉安343900)
0 引 言
随着我国经济的快速增长,交通运输业迅猛发展,对润滑油的需求也逐年增加,随之而来的便是废润滑油的处理问题[1]。据相关报道,2018年我国润滑油消费总量达到690万吨[2],其中产生约420万吨废润滑油。废润滑油的主体仍然是基础润滑油,其中变质的杂质成分仅仅只有1%~2.5%,因此,只需采用合适的再生技术将其中有害的、变质的部分去除,就能达到回收再利用的目的。据了解,可以从废润滑油中再生80%左右的润滑油[3],但目前我国的废润滑油再生企业,由于技术限制,仅仅能回收其中的约20%。因此,通过废润滑油再生技术制备成精制润滑油或燃烧油[4-5],既能缓解我国石油短缺的问题,也能变废为宝保护环境[6-7]。
目前,国内外废润滑油再生工艺,主要有硫酸-白土精制工艺[8-10]、加氢精制工艺[11-12]、减压蒸馏-溶剂精制工艺、蒸馏-白土精制工艺[13-16]及絮凝工艺等。硫酸-白土精制工艺产生大量含酸废水等,对环境污染严重,目前已被淘汰[17]。加氢精制工艺可以有效改善油品品质,对环境污染小,但对催化剂要求较高,且反应条件较为苛刻,需在高温高压下进行,能耗较高[18-19],且对原料质量的要求较高,在运行中存在诸多待改进的问题[20]。其中,KLEEN工艺加氢产物可以切割成不同种类的基础油,总回收率可达到80%~85%,但运行成本高,不适合小规模处理[21]。减压蒸馏-溶剂精制工艺对废润滑油分离效果较好,但剂油比较大,溶剂回收能耗较高,且会对装置造成腐蚀和对人体造成一定的危害[22-24]。絮凝工艺操作简单能耗较低,对废润滑油精制效果较好。
在絮凝过程中,絮凝剂是处理过程的核心,主要有无机絮凝剂和有机絮凝剂。无机絮凝剂使用过程中存在用量大、处理效率低问题;人工合成高分子有机絮凝剂具有使用量较少,处理效率高的优点,但目前所用有机絮凝剂存在使用成本较高,吸附性能不稳定等问题[25]。董玉利用絮凝-分子蒸馏工艺对废润滑油再生过程进行试验[26],发现无机絮凝剂和有机絮凝剂单独使用时,絮凝效果较差,以氢氧化钠为絮凝剂时废油透光率仅达20%左右,氢氧化钾絮凝时废油透光率达30%;相同条件下,有机絮凝剂进行试验废油透光率仅达25%左右;而采用无机-有机复合絮凝剂,对废润滑油絮凝效果较好,结合分子蒸馏再生基础油,其油品色度达7号[26]。彭芬等对FL系列的絮凝剂进行了实验分析,最终得出该类絮凝剂的废油透光率在50%左右,收率为70%~80%左右[27]。施仲扬通过单因素实验方法并结合正交分析,确定碳酸钠絮凝剂二次絮凝最优工艺参数下其透光率也仅达54%左右,再生油的收率为84.5%左右,色度号≤6[28]。
一般的絮凝剂只能针对单一牌号或单一车型更换下来的废机油进行处理,再配合减压蒸馏,实现废机油的再生利用。本试验在实验室原有工作的基础上[29-32],利用一种自制效果较好的絮凝剂[32],对废润滑油絮凝-减压蒸馏再生处理工艺进行优化,通过考察絮凝剂用量、试验操作条件、再对絮凝后废润滑油进行减压蒸馏,实现将成分复杂、变质程度高的废润滑油再生为合格的基础油。
1 试 验
1.1 试验药品及仪器
试验所需药品如表1所列。废润滑油为赣州某汽车4S店提供。本试验用自制絮凝剂[32]为一种具有聚氧乙烯去水山梨醇多油酸酯类表面活性剂的有机溶液,以乙醇和丁醇为溶剂,并加入一定量的碳酸钠、氢氧化钠及少量稀土氧化物。

表1 试验所用药品
试验所需仪器如表2所列,主要有恒温水浴锅、电动搅拌器、电子天平、电热套及真空泵等。

表2 试验所用仪器
1.2 废润滑油再生工艺
采用自制絮凝剂对废润滑油进行絮凝处理,使大部分杂质絮凝发生沉淀,再将絮凝预处理后废润滑油过滤,取滤液进行减压蒸馏操作,分离出不凝性气、汽油和水,使蒸馏油渣沉淀下来,最后通过吸附剂补充精制,实现废润滑油的再生。工艺流程如图1所示。
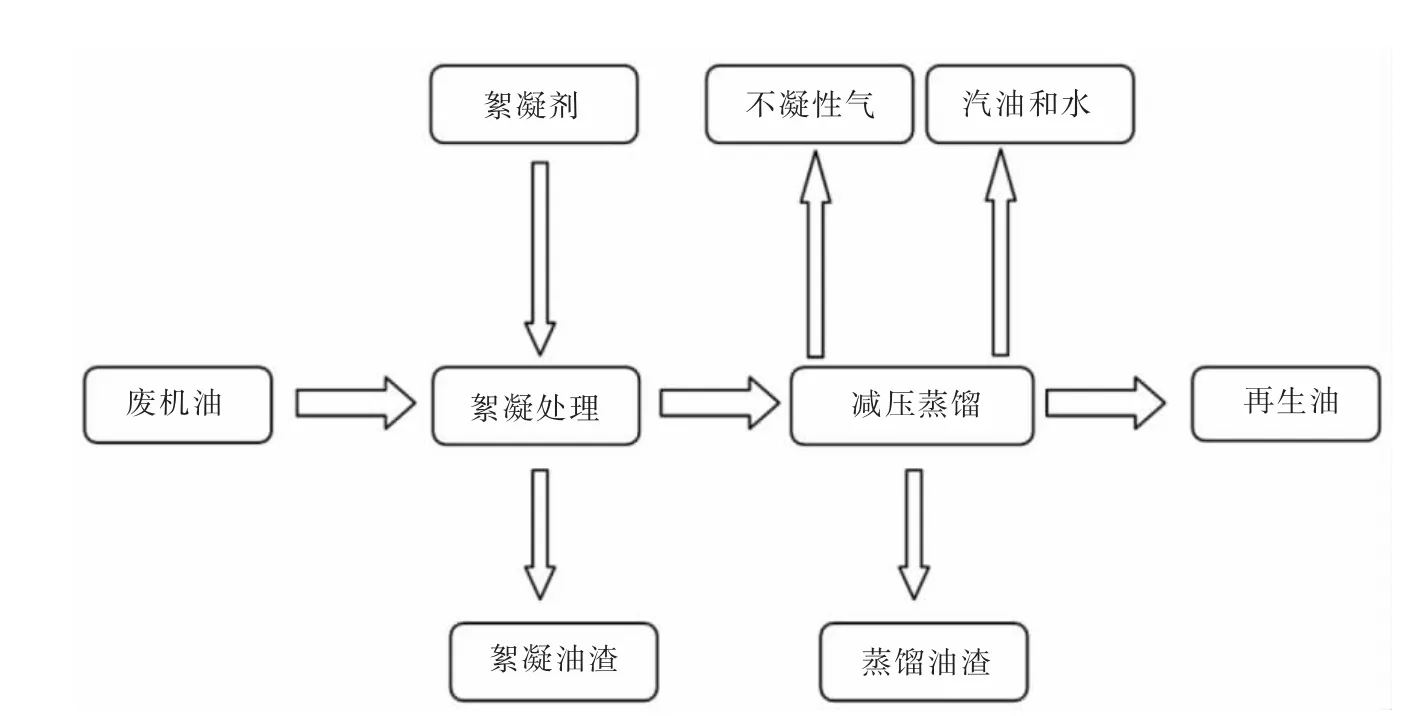
图1 废润滑油再生工艺流程
1.3 试验操作
1.3.1 絮凝试验
首先用8个250 mL烧杯分别量取100 mL经初步沉降脱水和机械除杂的废润滑油,置于磁力搅拌器中搅拌加热,搅拌速率取50 r/min,待油温升高至设定温度时加入一定量的絮凝剂,而后持续恒温搅拌,之后移入恒温水浴锅,自然沉降。沉降结束后,过滤除去沉降物,取一定量滤出清油,用石油醚稀释5 000倍,以石油醚做参比溶液,在256 nm下测定透光率。
1.3.2 减压蒸馏再生试验
在絮凝处理的基础上,对预处理后的废润滑油进行减压蒸馏处理,分析在常压和减压蒸馏处理条件下,原始废润滑油和絮凝后废润滑油经蒸馏后的馏分,为废润滑油再生工艺全流程研究提供基础。同时根据减压蒸馏的真空度不同,确定最佳的工艺条件。试验装置图如图2所示。试验步骤如下:
1)称取试验用钢制圆底烧瓶质量M1、接收瓶质量m1。
2)取200 g左右经絮凝处理后的废润滑油于钢瓶中,加入若干沸石并记下沸石质量m3。
3)依次连接好试验装置,按图2组装试验仪器。

图2 试验装置
4)检验整体装置密闭性,如气密性不好时用凡士林把接口处涂抹均匀后,重新安装后再试,初次使用的仪器接口处一定要涂凡士林。
5)在蒸馏釜的四周包裹保温棉进行保温。
6)依次开启循环水开关、真空泵开关、蒸馏釜开关,分别在不同真空度下进行减压蒸馏,并记录时间温度情况,切割100℃左右(180℃左右以下为汽油馏分,根据压力温度换算表换算为100℃左右)的油为再生油。直至蒸馏到冒白烟为蒸馏完毕,关闭蒸馏釜电源。
7)拆掉包裹的保温棉,待冷却至常温时称量钢瓶的质量M2、接受瓶的质量m2。比较不同真空度下废润滑油蒸馏的出油率、油渣质量、不凝性气体量。
不凝性气体量=(200-A-B)/200×100%(%)。其中,m1为接收瓶初始质量,g;m2为反应后接收瓶质量,g;m3为沸石质量,g;M1为钢瓶初始质量,g;M2为反应后钢瓶质量,g。
2 结果与讨论
2.1 絮凝剂预处理废润滑油
在试验中考察了絮凝剂用量、反应温度、絮凝反应时间、沉降温度及沉降时间对絮凝效果的影响。将絮凝后的油品用石油醚稀释5 000倍,以石油醚做参比,采用紫外可见分光光度计测量稀释油样在270~300 nm(主要是羰基吸收波长)波长范围内最大吸收波长处的透光率。因油中杂质越多,透光率越低,反之,透光率越高,故本试验用透光率对废油的精制质量进行对比评价。
2.1.1 絮凝剂用量对絮凝效果的影响
在反应温度70℃、反应时间60 min、沉降温度60℃和沉降时间12 h时,分别考察了絮凝剂体积比对油品透光率的影响,加入絮凝剂体积为废润滑油体积的0.5%,1.0%,1.5%,2.0%,2.5%,3.0%,3.5%和4.0%。其结果如图3所示。

图3 絮凝剂添加量对透光率影响
从图3可以看出絮凝剂添加量对絮凝效果影响较大。当处理100 mL废润滑油的絮凝剂添加量在0.5~3.0 mL之间时,油样透光率随絮凝剂用量增加而变好,当絮凝剂添加量大于3.0 mL时,增加絮凝剂的用量对絮凝效果改善不明显。当絮凝剂用量较小时,絮凝剂的量不足以将废润滑油内的氧化产物和有色物质完全还原,导致絮凝效果不理想。当絮凝剂用量过大时,一方面絮凝剂在胶体颗粒表面的覆盖率接近100%,颗粒面已无吸附空位点,桥连作用无法实现,颗粒的接近反而引起空间压缩,使颗粒因位阻效应较大而分散,不利于絮凝吸附,另一方面絮凝剂用量的加大也会增加原料成本。因此,处理100 mL废润滑油的絮凝剂添加量宜控制在3.0 mL左右。
2.1.2 絮凝反应温度对絮凝效果的影响
在絮凝剂用量体积为废润滑油体积的3%、反应时间60 min、沉降温度60℃和沉降时间12 h的条件下,分别考察了反应温度为40,50,60,70,80℃和90℃时,对油样透光率的影响。其结果如图4所示。

图4 絮凝温度对透光率影响
反应温度是加速反应的一种有效方法,当反应温度过低时,反应缓慢,不完全,杂质组分还大量混杂在废油中;反应温度过高,废油中的理想组分易被氧化变质。所以反应的温度对废油的再生液有很大的影响。从图4可以看出,油样的透光率随絮凝温度的升高而逐渐增大,在80℃时透光率最高,因此最佳絮凝温度为80℃。
2.1.3 絮凝反应时间对絮凝效果的影响
在絮凝剂用量体积为废润滑油体积的3%、反应温度80℃、沉降温度60℃和沉降时间12 h的条件下,分别考察了絮凝反应时间为5,10,15,20,25,30,35 min和40 min时,对油样透光率的影响。其结果如图5所示。
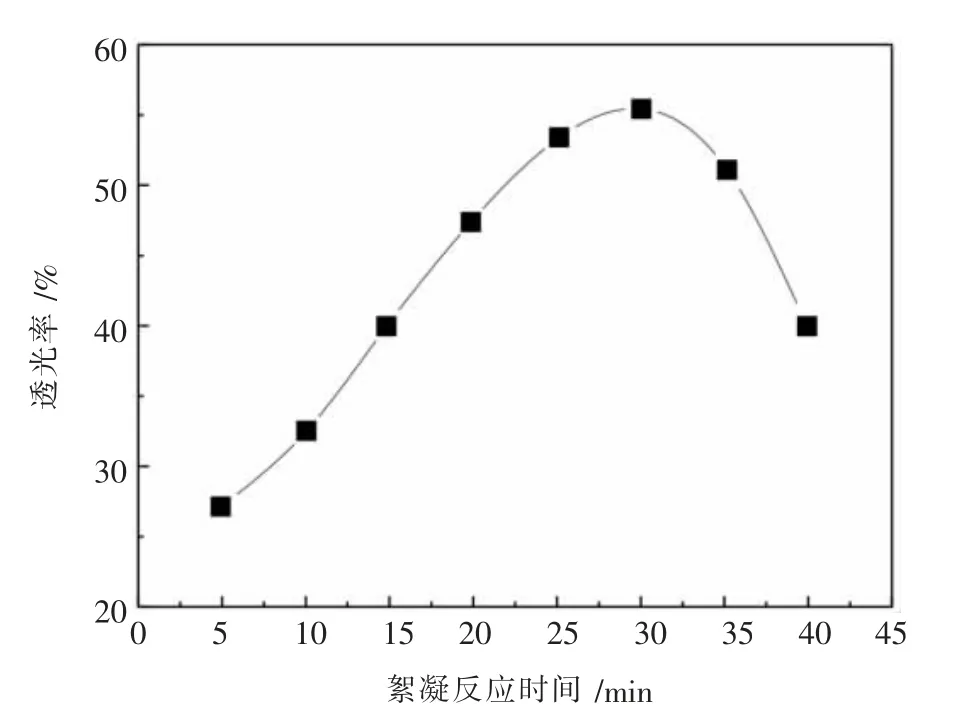
图5 絮凝反应时间对透光率影响
通过图5分析,在搅拌条件下,絮凝反应时间在30 min以内时,絮凝效果随时间延长显著增加;而后随着时间的延长,絮凝后油品品质迅速下降。主要是由于反应时间过短,絮凝剂与废润滑油不能充分接触,絮凝剂浓度分布不均,导致反应不充分,絮凝不完全从而影响了絮凝脱色效果。过长的搅拌时间,会使已形成的大颗粒在搅拌剪切力的作用下分散成小颗粒,导致絮凝效果恶化。故最佳的絮凝反应时间控制在30 min。
2.1.4 沉降温度对絮凝效果的影响
在絮凝剂用量体积为废润滑油体积的3%、反应温度80℃、反应时间30 min和沉降时间12 h时,主要考察沉降温度为40,50,60,70,80℃和90℃的情况下,对油样透光率的影响。其结果如图6所示。
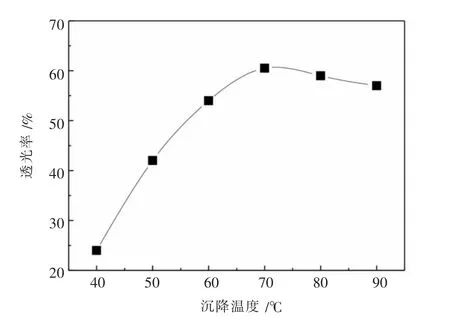
图6 沉降温度对透光率影响
静置时间是使反应后的胶状物有效沉淀去除的一种方法。通过试验发现静置时间对废润滑油再生有很大的影响。时间太短胶状物不能有效去除;静置时间太长,增加反应能耗和成本等。因此,沉降温度70℃为宜,此时油样透光率最大。
2.1.5 沉降时间对絮凝效果的影响
在絮凝剂用量体积为废润滑油体积的3%、反应温度80℃、沉降温度70℃和絮凝反应时间30 min的条件下,分别考察了沉降时间为4,6,8,10,12,14,16 h和18 h时,对油样透光率的影响。其结果如图7所示。
从图7可以看出,当沉降时间小于12 h时,絮凝效果随着沉降时间的增加而不断改善;沉降时间大于12 h时,延长沉降时间对絮凝效果没有明显的影响。当时间较短时,絮凝沉降不完全,絮凝效果会随沉降时间的延长而变好;当沉降时间达到12 h时,沉降基本完全,此后延长沉降时间对絮凝效果的改善不大,但会增加能量消耗。本研究中,絮凝后沉降时间取12 h较合适。

图7 沉降时间对透光率影响
综合上述研究结果发现,在絮凝剂添加体积为废润滑油体积的3%,絮凝反应温度为80℃,絮凝反应时间为30 min,沉降温度为70℃左右,沉降时间为12 h时絮凝剂对油品絮凝效果最佳,透光率达到60%左右。对比文献[26-28]中其他絮凝剂的絮凝效果,无机絮凝剂的废油透光率为20%左右,FL系列的絮凝剂废油透光率为50%左右,碳酸钠絮凝剂的透光率也仅达54%左右,自制絮凝剂的效果比其他絮凝剂絮凝效果更好。
2.2 减压蒸馏再生工艺对反应的影响
经絮凝处理后的油品,分别在真空度为-99,-95,-90,-85 kPa和-80 kPa下进行减压蒸馏,并比较5个真空度下废润滑油蒸馏的出油率、油渣量、不凝性气量、汽油和水量,如表3所列。

表3 不同真空度对再生工艺影响
由表3可看出,出油率随真空度的下降而降低。且由于真空度下降时,相同的温度下所提供的能量更少,反应速率会变慢,下降趋势逐渐平缓。在真空度为-99 kPa时,油品出油率达到95.87%。随着真空度降低,油渣量会随之上升,且真空度越小增长趋势越慢。原因在于真空度下降,油品沸点升高,蒸馏出的馏分量降低,使更多的油品残留在反应釜中导致蒸馏后油渣增加。不凝性气体量随着真空度的降低而增加,且真空度越小,增加越慢。因为真空度下降,油品沸点升高,油品停留时间增加,部分物质会发生裂解反应生成更多的小分子气体产物,导致不凝性气体量增加。随着真空度的降低,汽油和水量会增加,由于真空度越低,切割的温度要求越高,越能达到水和汽油的蒸出沸点,因此水和汽油的量就越多。
2.3 油品检测
2.3.1 密度测定
参照国家标准GB/T 2540—1981(1988)密度标准测定密度。石油及石油产品在标准温度下(我国采用20℃)的密度,用ρ表示,其单位是g/mL。絮凝后废油再生油密度测定结果见表4。

表4 絮凝后废润滑油再生油的密度测定
由表4可知,絮凝后的废润滑油前五组密度范围在0.883 6~0.892 4 g/mL之间,符合商用20号润滑油密度0.88~0.89 g/mL的要求。
2.3.2 色度测定
标准比色液配置[22]所需试剂有:1%H2SO4,10%HCl,0.1%K2Cr2O7,50%CoSO4·7H2O,50%FeCl3·6H2O,0.3%NH4SCN。各组分按照表5、表6的浓度配置标准比色液。

表5 标准比色液的配制(一)

表6 标准比色液的配制(二)
按照以上标准配置好标准溶液,再将减压蒸馏得到的再生润滑油与标准溶液进行比对,从而得出再生润滑油的色度。
由表7可以看出,随着真空度的减少,再生油的色度越来越高,-99 kPa下减压的再生油色度最小,为5号。如图8所示,再生油的色度越低,颜色越淡,得到的再生油透明度越高,-99 kPa下减压的再生油与可使用的商用油颜色最为接近。因此,减压蒸馏的效果与真空度的大小有关,真空度越高,再生油的色度越低,油品的质量越佳。

表7 不同真空度下的再生油的色度

图8 不同真空度下再生油的颜色比较
3 结 论
通过对废润滑油的絮凝预处理以及对减压蒸馏再生工艺的研究,得出以下相关结论:
1)在对废润滑油进行絮凝处理时,在絮凝剂添加体积为废润滑油体积的3%,絮凝反应温度为80℃,絮凝反应时间为30 min,沉降温度为70℃左右,沉降时间为12 h时,废油的透光率达到60%左右,絮凝效果最佳。操作中自制絮凝剂用量是影响絮凝效果的关键因素,要对其加以严格控制,同时也需控制好沉降温度。
2)减压蒸馏与真空度的大小有关,真空度越高,出油率越高,当真空度取-99 kPa时,油品的出油率达到95.87%,密度为0.892 4 g/mL,色度为5,此时再生油的品质最佳。
猜你喜欢
山西化工(2022年2期)2023-01-14 05:20:05
河北果树(2022年1期)2022-02-16 00:41:04
北京农学院学报(2021年4期)2021-11-09 00:43:20
湖北农机化(2020年18期)2020-11-23 09:17:22
发光学报(2019年8期)2019-08-20 10:15:38
山东冶金(2018年6期)2019-01-28 08:14:52
山东化工(2017年7期)2017-09-16 05:19:29
东西南北(2017年2期)2017-02-22 18:08:02
山东工业技术(2015年1期)2015-03-16 01:27:53
甘肃农业科技(2014年4期)2014-12-26 01:09:04