大长径比薄壁零件加工工艺研究
2021-08-30 07:04贺方鑫吕亚桥李建中
新技术新工艺 2021年7期
贺 超,周 寅,贺方鑫,吕亚桥,李建中
(北方导航控制技术股份有限公司,北京 100176)
机械加工中对薄壁零件的定义是指壁厚在1 mm以下的金属材料零件,这类零件具有重量轻、结构紧凑且节省材料等优点,但在加工实现过程中却异常棘手,原因是薄壁零件刚性差,强度弱,加工变形严重,几何公差要求较高,对于批量大的生产大纲要求不易满足,因此需要对零件结构、材料、装夹方式、刀具及参数选择、加工参数选择、程序编制等方面有极深的理论研究和技能掌握,并且要经过反复试验,方能解决。
机械加工中对轴类零件根据长径比分为短轴、细长轴和普通轴,轴的长度与直径相除得到的即是该轴的长径比,长径比<5的称为短轴,长径比>20的称为细长轴,介于中间的称为普通轴。细长轴的加工难点包括刚性差,受重力、高速旋转产生的离心力、刀具车削力(背向力、切削力和进给力)、切削热难散、膨胀度大的影响极易产生弯曲变形,造成径向跳动大、波纹现象,甚至产生竹节现象,对机床设备系统、工装夹具设计、刀具及参数选择、加工工艺安排、加工参数选择、热处理有极高的专业知识和操作技能要求。
1 大长径比薄壁零件
某型号关键零件(三维结构图如图1所示)属于薄壁细长类零件,总长85.5 mm,细长轴端直径φ6.5 mm,长径比为13.15,该零件细长端壁厚0.5 mm。技术要求为表面粗糙度0.8 μm,内外孔同轴度要求0.02 mm(二维结构图如图2所示)。

图1 零件三维图
图2 零件二维剖视图
零件材质为铝7A04,按GB/T 4437.1—2000标准定义,属超硬铝,系高强度合金,其特性为可热处理强化,通常在淬火人工时效状态下,强度比一般硬铝高,但塑性较低,可切削性在热处理后良好,退火状态下较低。
2 工艺分析
结合材质和零件结构特点及技术要求,显然该零件具有极易产生变形的特点。其加工难点有3点:一是壁薄,0.5 mm;二是较长轴,长径比为13.15;三是光洁度高,表面粗糙度为0.8 μm。
经认真分析研判且结合实际试加工,最终确定该零件工艺路线为:1数车→2数车→3热处理时效→4数车→5数车→6铣→7钳→8数车→9刻线→10检测及校正→11表面镀金。其中,工序1、2和工序4、5为粗加工和半精加工去除材料余量,工序8为精加工成型,此道工序最为关键,为确保该零件加工质量和效率,自工序8开始,开展工艺攻关探索,工序10对最终仍存在同轴度超差的零件通过设计选择检测和校正工艺装置予以解决[1]。
3 方案确定及实施
工序1、2为粗加工去量,加工时产生比较多的切削热,为保证刀具的有效寿命,同时为提高单位时间去除材料的效率,使用水基微乳化液对零件加工过程进行冷却降温[2]。
工序3为消除内应力而采取热处理时效环节,通过实际验证,热处理时效温度范围定在(150±5) ℃和时效时间4 h并随炉冷却,能够基本消除切削加工造成的内应力[3]。确保了后续加工不产生较大变形。
工序4关键在解决钻孔母线偏差,为后续铰孔做好准备。通过分析计算,让刀具厂商设计定制一把专用硬质合金深孔镗刀和一把深孔铰刀(见图3),通过实际加工验证,解决了母线偏差,确保了本道工序的同轴度要求[4]。



图3 定制铰刀、刀盘及镗刀
工序5关键在设计制作装夹装置,解决大长径外圆加工变形。根据零件结构特点,专门设计制作2组锁紧工装(见图4),通过实际加工验证,有效控制了长轴端加工变形[5]。
图4 定制专用锁紧工装
工序6、7铣和钳工序略过。
工序8最为关键。首先选择一台配备FANUC 0i-TD控制系统的小型排刀直导轨精密数控车床(见图5)。该设备系统稳定,操作灵活便利,主轴带空冷,受外界温度影响较小,运动轴有预拉紧,重复定位精度达0.002 mm;精加工选用专门的金刚石刀具[6](见图6);数控加工程序如图7所示,转速半精车选取S=1 500 r/m,精加工S=1 200 r/m,进给量F=0.05 mm/r,吃刀量ap=0.1 mm[7];同时因几何公差较严格,为减少人为测量误差,改进了测量方式,专门定制了专用测量装置——专用偏摆测量仪(见图8)。

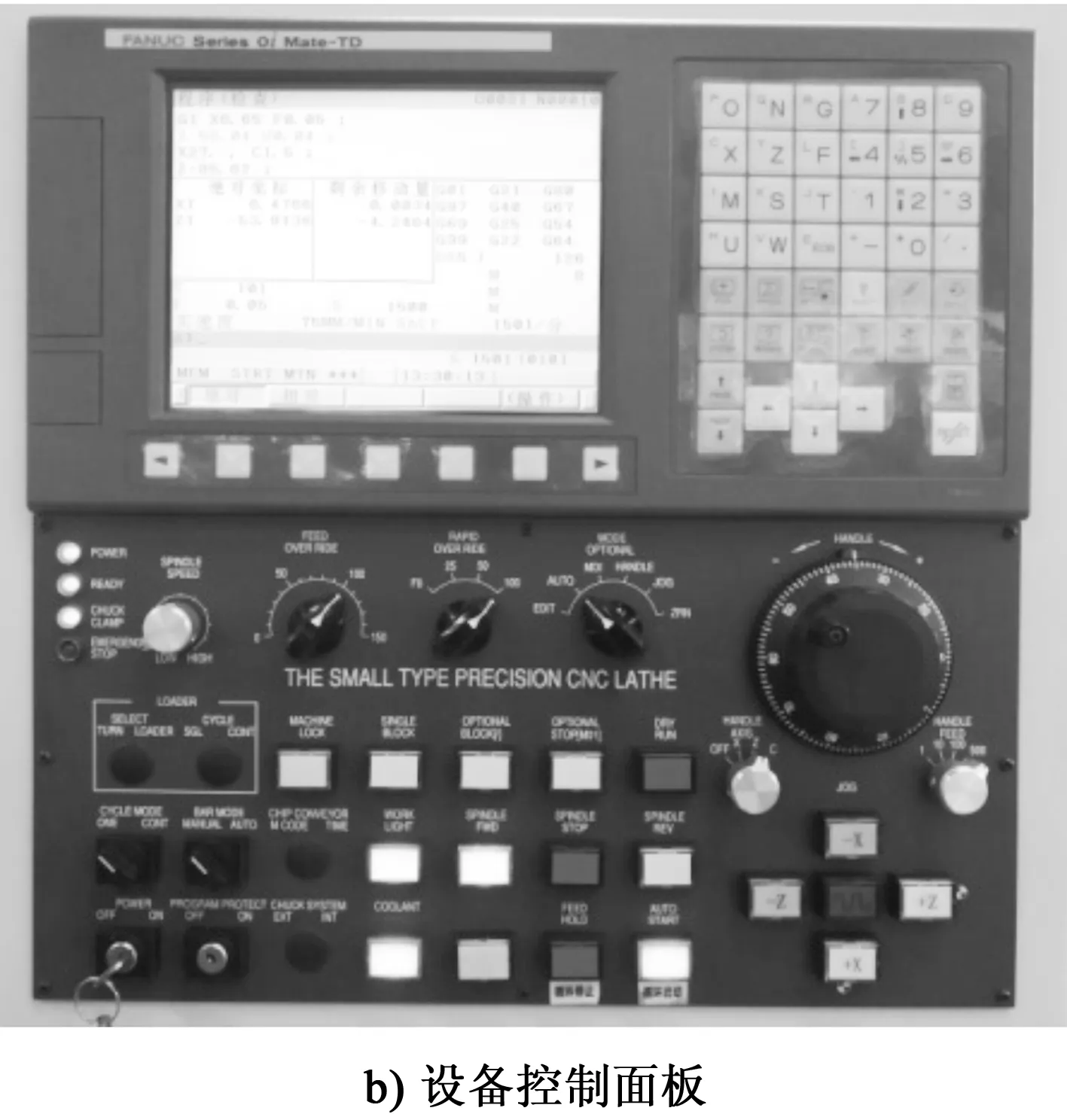
图5 配备FANUC 0i-TD控制系统的小型排刀直导轨精密数控车床

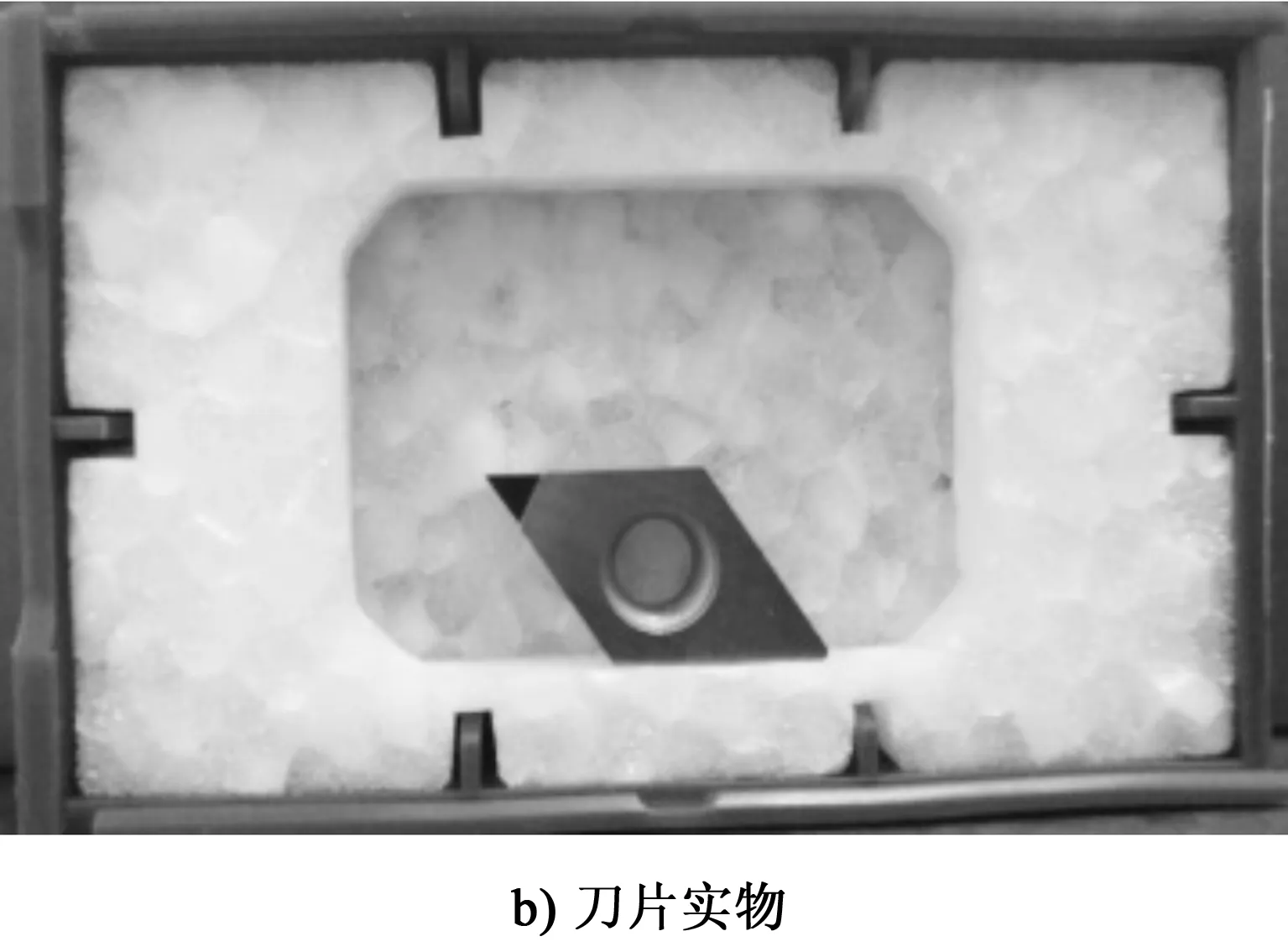

图6 金刚石刀具

图7 数控加工程序
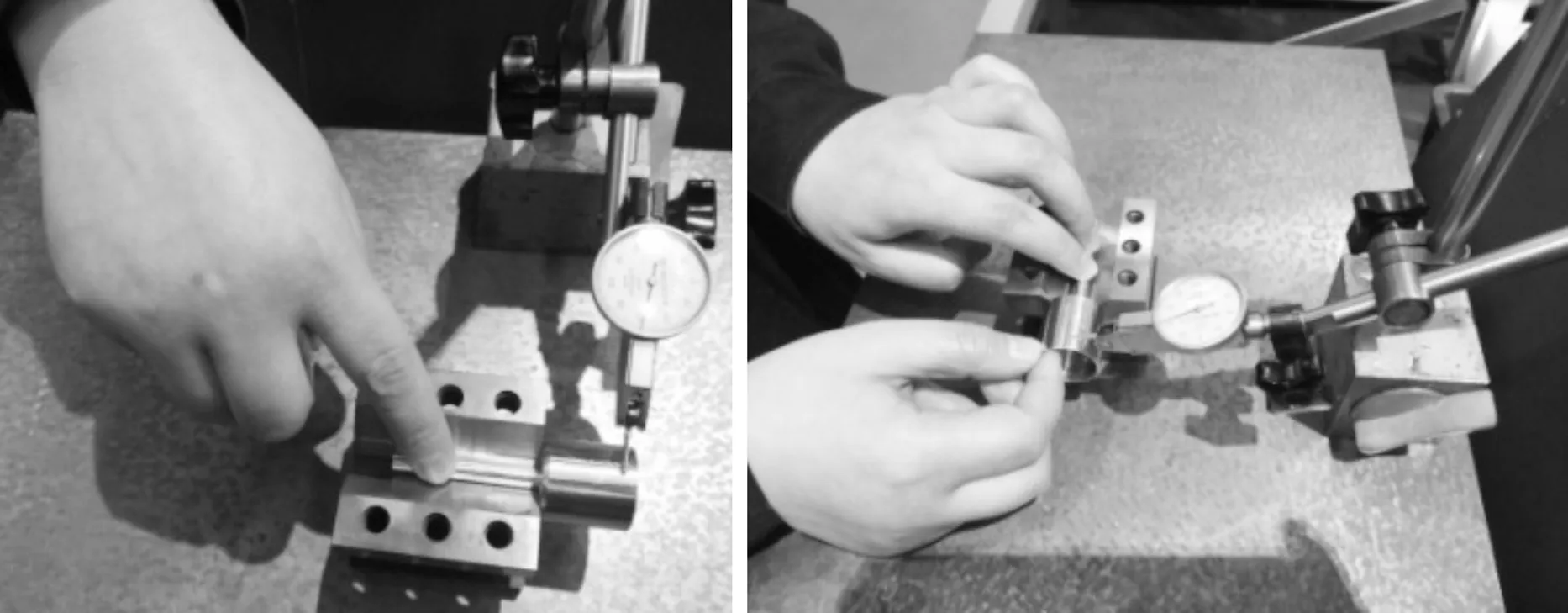

图8 专用偏摆测量仪
工序9,刻线略过。
工序10,检测及校正。截止工序9之后,精加工φ6.5 mm时,为规避长径比较大加工产生的挠曲变形,在加工程序中对背吃刀量采取分段“竹节”补偿,确保实测结果细长轴外径尺寸一致,避免形成“纺锤状”[8]。
此时分别对几批零件进行检测汇总,记录了测量数据(见表1),经统计分析还有近24.29%同轴度超差。

表1 校正前零件同轴度测量数据统计
工序11,表面镀金,之后入库存储待装配。
零件进入总装后在进行装配前打摆差时,仍出现不同数量的同轴度超差,通过数据统计,一年来积攒下来的在入库前经检验合格的不同批次零件仍有1 300多个同轴度出现超差。
4 问题分析
此时为提升质量合格率,减少经济损失,笔者选取了6个同轴度不同超差尺寸零件按10个位置进行了三坐标实际测量,图9所示为选取的远端、近端、近远端以及中端4个特征圆柱轴线实测位置及结果,6个工件的具体检测记录取值见表2。

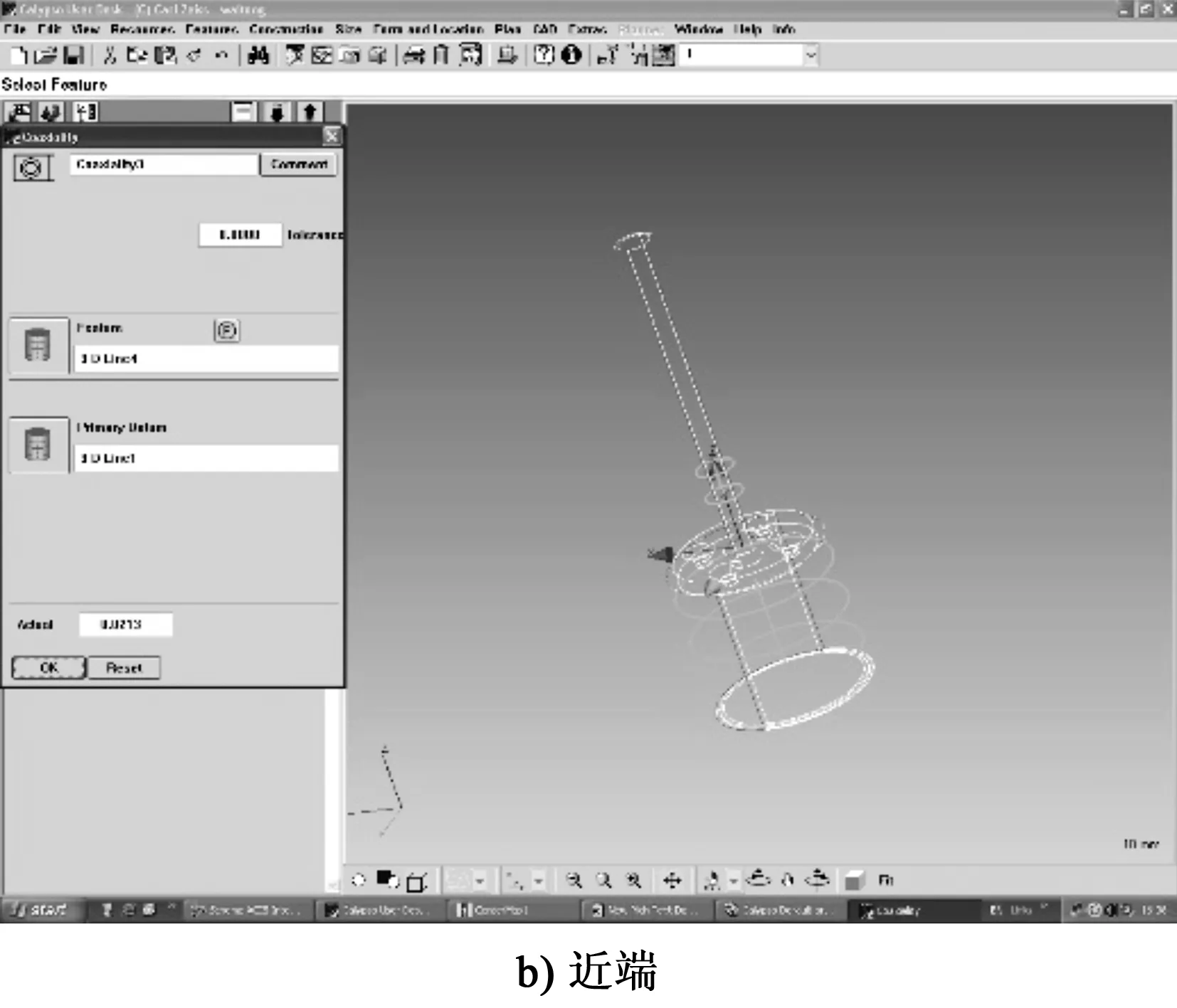


图9 三坐标实测过程图
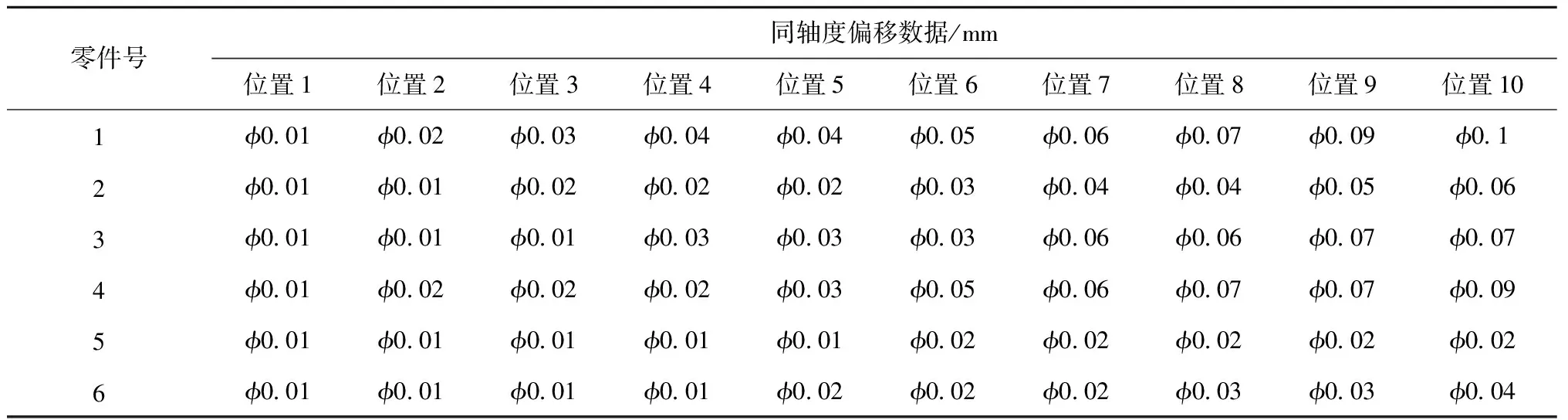
表2 同轴度偏移数据统计表
经对同轴度不同超差零件进行实际测量后,将上述测量数据进行统计分析,得出该零件在材料力学变形分析上呈现前段弯曲变形(见图10)。

图10 零件加工应力释放导致变形示意图
5 校正装置设计思路[9]及制作
此时,常规机械加工方法无法进行改善,质量合格率进入瓶颈,通过结构特征分析,针对同轴度超差的零件,设计制作了一套同轴度校正工艺装置(见图11)。

图11 校正装置三维模型及实物
之后直接固定部分超差零件大端而加压细长端进行校正,但未达到校正结果时,大小端连接处发生断裂(见图12)或出现微观组织受损。
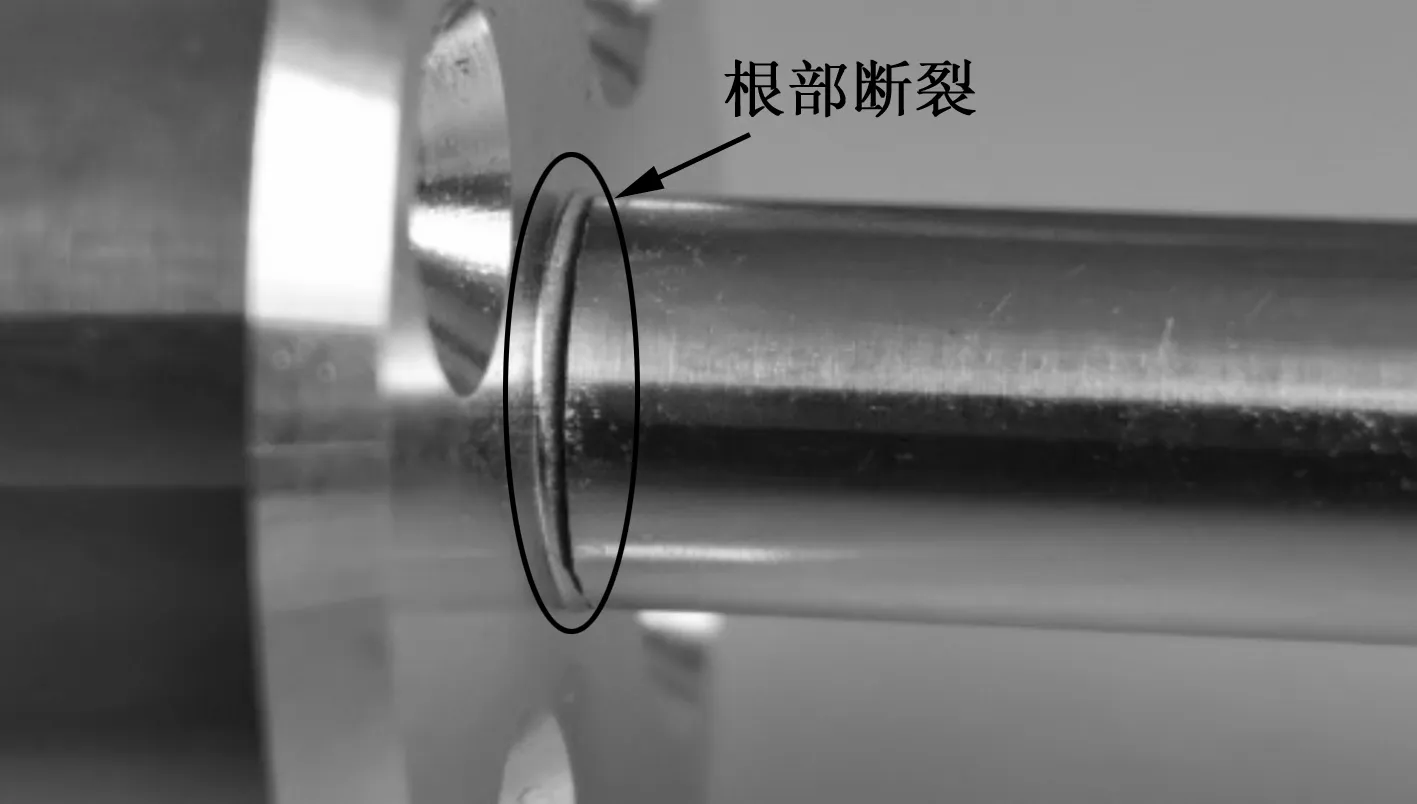
图12 校正过度产生断裂示意图
通过分析其结构特点和实际试验验证发现,图12中圈出的位置会产生极大应力集中,因此专门设计制作了根部支承保护环(见图13),通过克服细长端弹性变形达到一定塑性变形来校正其偏差,实现零件满足质量要求,同时为保护细长端设计制作保护套(见图14)。

图13 根部支承保护环三维模型及实物
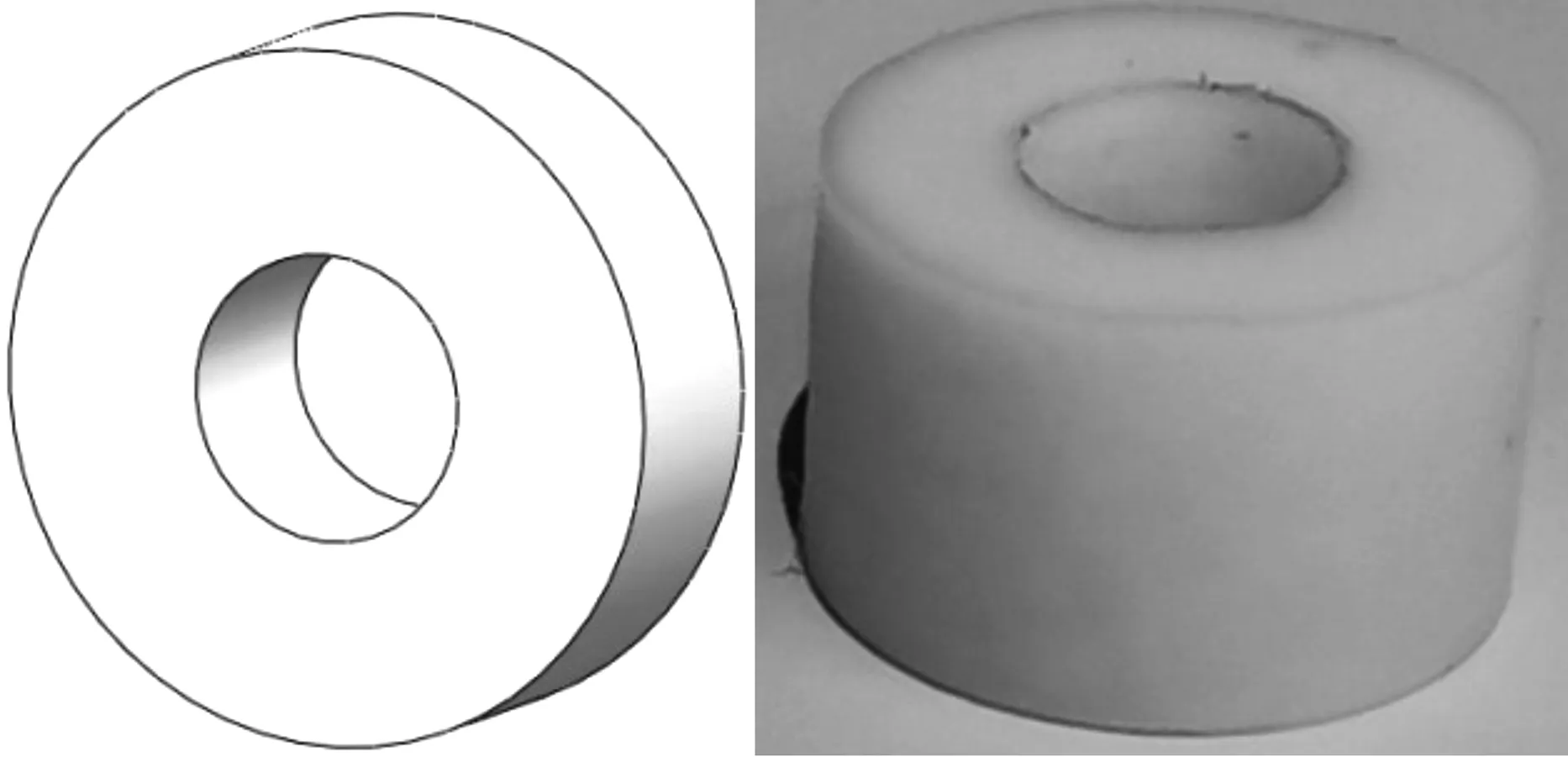
图14 保护套三维模型及实物
6 理论分析
6.1 材料力学性能分析
材料在受到外力、内力、应力、应变、变形与位移后,会经历3个阶段:弹性阶段、塑性阶段、屈服阶段。通过本校正装置,可使该零件克服弹性阶段达到一定的塑性阶段,但不能达到屈服阶段,造成零件材料组织断裂。考虑到用力大小会对零件变形产生不同结果,因此对零件校正进行理论力学分析,确定同轴度不同超差最终施加载荷大小[10]。
6.2 理论计算过程[11]
根据零件和压杆的受力分布,可将零件的压力情况分布简化为如图15所示。

图15 零件受力力学示意图
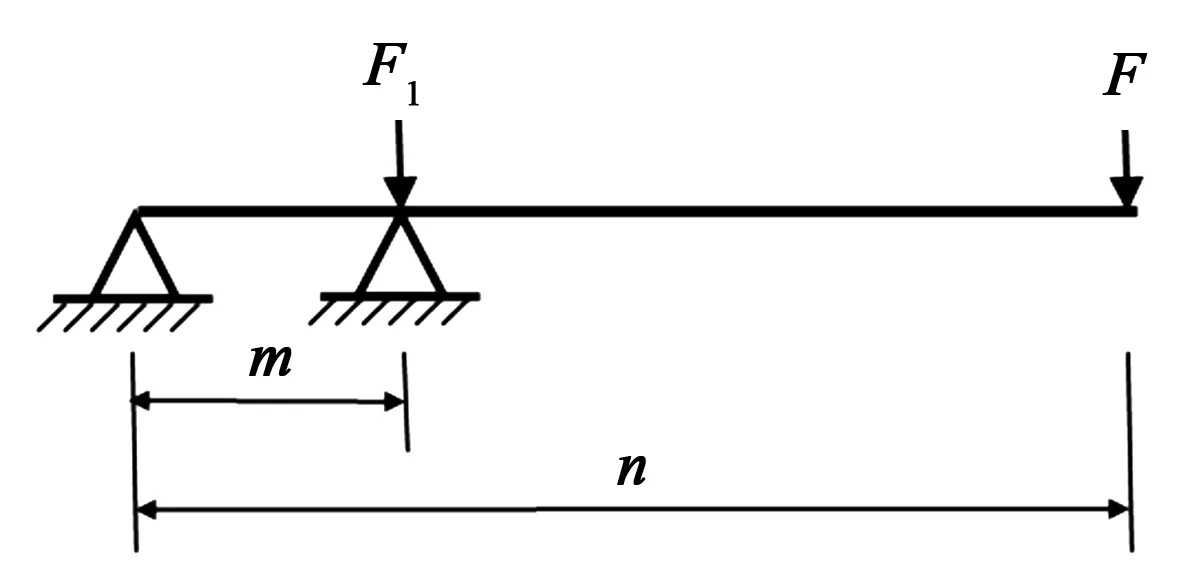
图16 压杆力学杠杆示意图
通过理论计算求出不同超差值对应的校正力F1,进而按杠杆原理计算得出压力载荷F。
通过施加外部载荷塑性弯曲实现校正共分4个阶段:初始弯曲阶段、弹性弯曲阶段、塑性弯曲阶段和卸载弯曲阶段。零件结构分析图如图17所示。
(1)
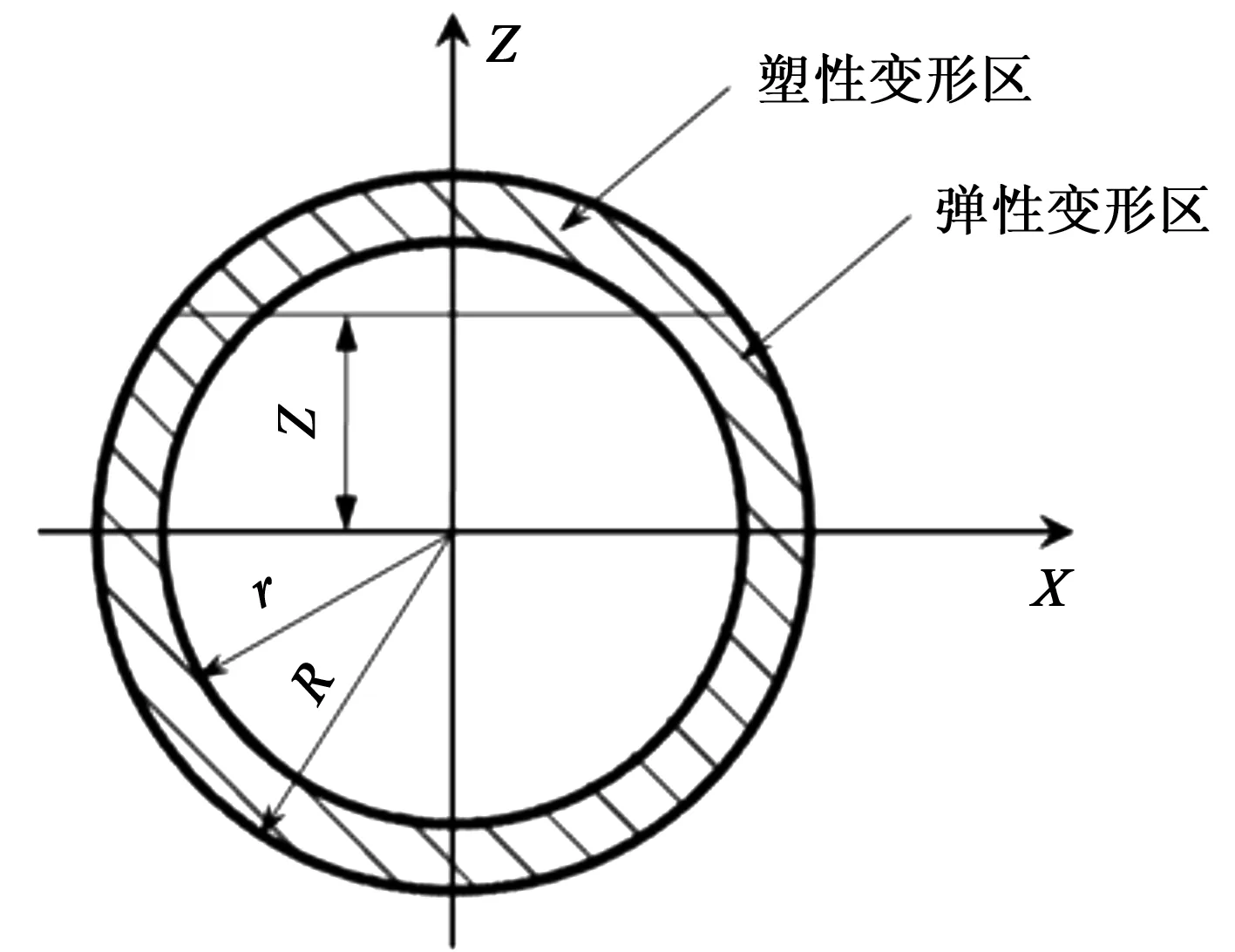
图17 零件结构分析图

曲率计算公式为:
在外圈发生塑性变形、内圈发生塑性变形的情况下,其弯矩计算可得:
式中,δ(z)为弹性变形区域与整个变形区域的比值,即弹性比,0≤δ(z)≤1。
在弯管曲率最大处施加反向载荷,当弯管最外侧处于屈服变形零界点时,应力应变符合胡克定律,即有:
塑性阶段弯矩计算:
(2)
当管内无塑性变形时,d/D,弯矩与弹区比关系为[12]:
(3)

当管内表面出现塑性变形时,0≤δ(z)≤d/D,弯矩与弹区比关系为:

(4)
塑性弯矩和曲率之间的关系为[13]:
(5)
卸载后消失的弯矩为:
(6)
(7)

由式2和式7联合得出:弹区比δ(z)=0.886 308,d/D≤δ(z)≤1,内表面无连续塑性变形,得z=2.880 501×10-3m。
按压杆受力力学杠杆示意图,杠杆原理:
为方便实际操作校正时进行力度掌控,每次将校正装置放在电子秤上进行校正,工装放置好后进行质量清零,然后进行施压校正,此时秤上显示质量值即为载荷大小。因此将校正力换算为质量。
同理可求得如下数据(见表3)。
6.3 实际操作验证
该理论计算过程未考虑通过聚四氟乙烯保护套传递压力一定会造成衰减等综合因素,需要确定一个衰减补偿系数λ。因此,通过用电子秤称重实际操作试验验证,测试方式是对不同超差尺寸零件进行实际校正测试(校正后零件经检测满足技术要求,即判定为合格)。同轴度实测校正数据统计见表4。

表3 不同偏差理论计算校正力数据表
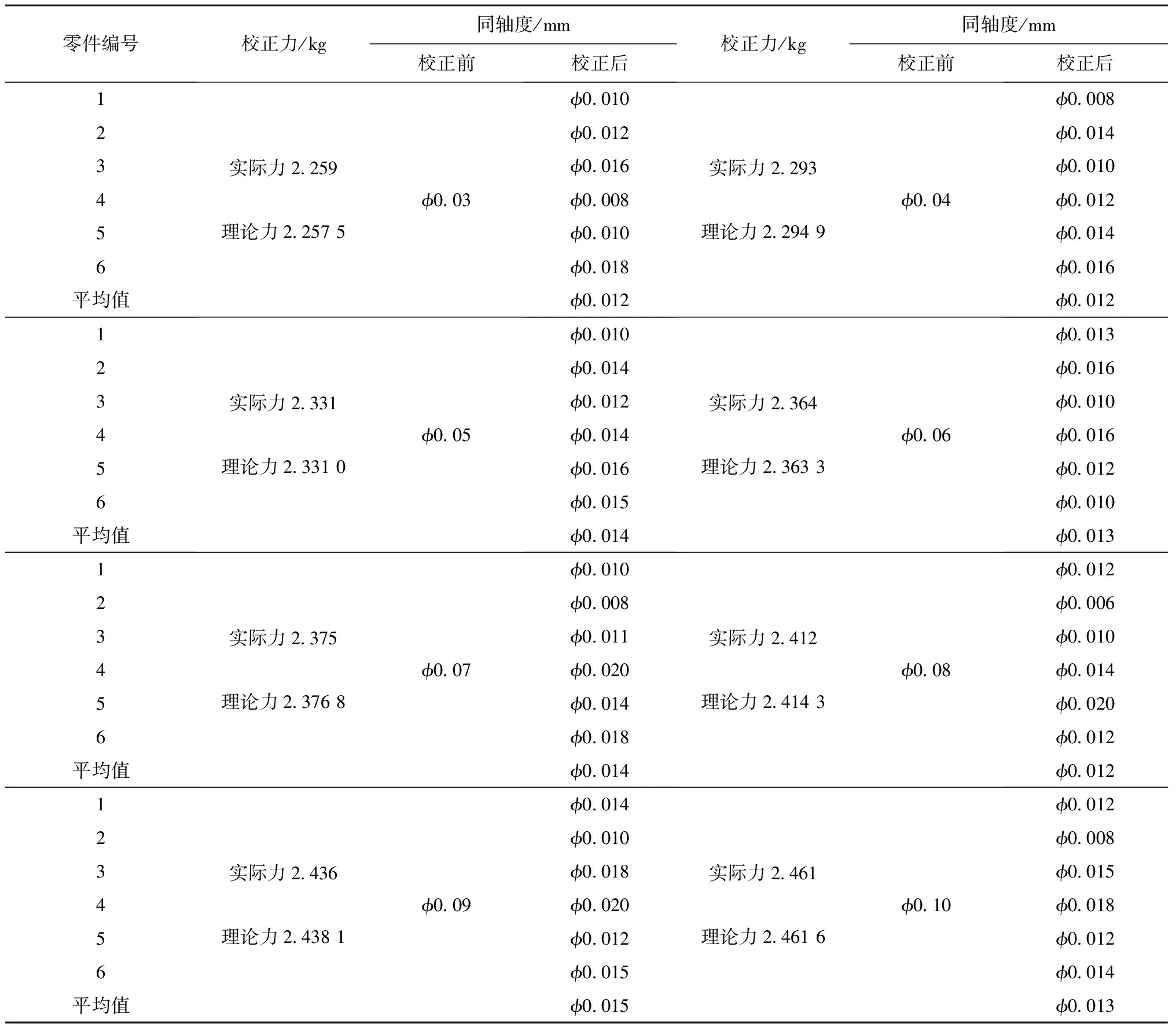
表4 同轴度实测校正数据统计
通过理论计算值进行压力校正实测,6组数据均满足该零件同轴度要求(≤0.02 mm),校正后的同轴度平均偏差值为0.012~0.015 mm,考虑到材料组织结构的不均匀性、车削过程中产生的内应力各向异性以及手持位置的细微差异都会对实际力产生一定程度的影响,实际力与理论力相差不足实际力的0.1%,该理论数据完全满足指导实践的要求,可实现本研究方向目标。
7 实施效果
该产品年度生产大纲较大,以往的合格率为55%~60%,经过开展该零件加工工艺攻关研究,零件加工合格率提升到约为75%,通过校正装置校正将质量合格率提升到99.5%,除去材料本身缺陷造成的不合格外,基本实现质量合格率100%。
按近几年年度生产大纲为7 000件/年,零件财务核算平均费用175.85元/件核算,按以往最高合格率60%计算,7 000×(1-60%)×175.85=492 380(元)。该零件技术工艺攻关研究的节创价值已是非常可观。
在机械加工经检验合格后,最后还有一道表面镀金处理,费用为130元/件,入库存储一段时期后,在实际装配过程中发现同轴度还存在批量超差问题。截止发稿前通过自主设计的校正装置及校正方法,已完成1 314件镀金件的返修合格,仅此一项已为企业直接节创价值(175.85+130)×1314=401 886.9(元),得到了企业的高度认可。
8 结语
大长径比薄壁零件加工一直是机械加工行业难啃的一块硬骨头,也是机械加工从业者不愿直面的一道难题,此次加工工艺及校正方法的探索研究,让我们积累了一定的加工经验,加深了理论知识学习和掌握,培养了大国工匠科学认真严谨精神,提升了企业高精端加工能力,归纳总结该类零件的特色加工方法,拓展了企业产品设计领域,为企业打造高精尖产品、促进企业高质量发展做出了较大贡献。
猜你喜欢
大电机技术(2022年3期)2022-08-06
黑龙江八一农垦大学学报(2021年6期)2021-12-30
石家庄铁路职业技术学院学报(2021年1期)2021-06-09
家庭影院技术(2021年3期)2021-05-21
国学(2020年1期)2020-06-29
冶金设备(2019年6期)2019-12-25
制造技术与机床(2018年8期)2018-10-09
摄影之友(影像视觉)(2017年10期)2017-11-07
摄影之友(影像视觉)(2017年1期)2017-07-18
物理化学学报(2015年7期)2015-12-30