
基于Dynaform 的电池壳充液成形实验与仿真分析
2021-08-28 09:49张维烜杨家春周福鑫
汽车实用技术 2021年15期
张维烜,杨家春,李 健,周福鑫
(广西科技大学 广西车辆零部件与整车技术重点实验室,广西 柳州 545006)
前言
随着技术的提高发展,利用液压成形技术代替锻造、冲压、焊接等传统工艺进行生产的现象越发普遍[1-3],其中液压成形工艺又包括管材液压成形工艺与板材液压成形工艺。本文以冲压、焊接技术生产的电池外壳为研究对象,其大小为148 mm×60 mm×50 mm,厚度2 mm,如图1 所示。利用充液拉深成形工艺代替传统冲压工艺进行电池壳仿真分析,给电池壳充液拉深工艺的实际应用提供参考。

图1 冲压焊接电池外壳
因为传统冲压件在成形过程中坯料与凸模刚性接触,容易出现破裂和起皱等问题[4],而充液拉深工艺是利用在凹模中充以液体,凸模下行时压迫液体产生压力,将板坯压紧在凸模上,同时由于下压作用,液体可以从板坯法兰与凹模之间溢出,减少摩擦阻力,提高板材成形极限,减少起皱、破裂现象出现[5]。其中许多盛、王欣芳等人[6-7]以盒体为目标,进行充液拉深仿真,讨论压边间隙和凸模圆角半径对盒形件成形质量的影响。窦凤楼、梁鹏等人[8-9]对钣金件充液成形过程中压边力、摩擦系数等参数对板件厚度变化的影响规律进行研究。
本文首先借助自行设计的板材充液成形实验平台进行实验,其次利用Dynaform 进行典型板件的仿真,用以验证有限元模型及仿真方法的正确性,在此基础上再对电池壳进行充液拉深仿真。
1 典型样件充液胀形实验平台搭建及实验
根据板材液压成形原理及参考相关文献[10],依据液体作用方式的不同,板材充液成形可分为被动式充液拉成形及主动式充液成形,在典型样件的充液成形中,其模具深度不大,因此通过被动式充液成形的方式进行实验,充液成形的实验平台及工作原理如图2 所示,实验平台主要由手持液压泵,高压软管,成形模具、节流阀组成。
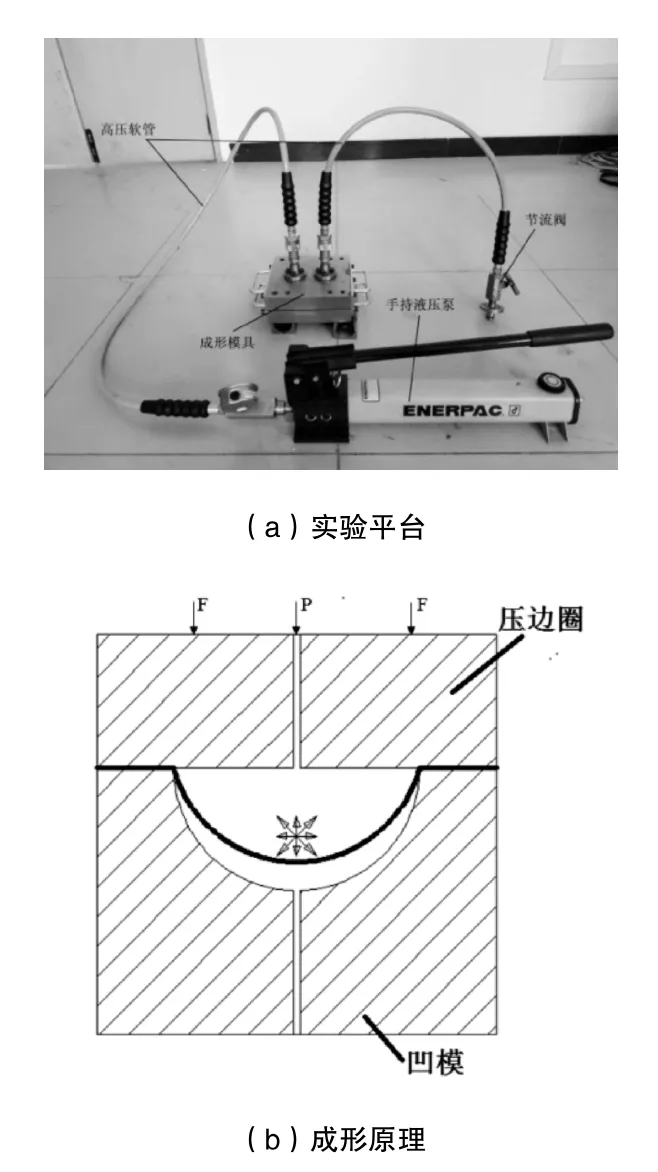
图2 充液成形实验平台及原理图
影响板材成形质量的因素包括:液压压力P、板材厚度t、压边圈压力F。若液压压力过小,则坯料不能完全贴膜,成形高度降低;若液压压力过大,板材容易发生破裂。压边圈的作用是保证坯料在液压成形过程中与模具精密贴合,不发生压力泄漏。所以若压边圈压力过大,坯料与模具之间的摩擦力增大,板材不能向内补料,易导致板材发生破裂;若压边圈压力过小,坯料与模具不能形成密封,油液会发生泄漏。根据相关参考文献[10]主动式充液成形公式(1)、(2)对液压压力及压边圈压力进行估算,求得液压压力不大于35 MPa,压边圈压力不小于150 kN。利用自行搭建液压试验平台进行实验,实验结果如图3 所示。因为成形结果为轴对称图形,因此取1/4 模型并按图4 所示测点,测量成形结果壁厚,壁厚分布曲线如图5 所示。

图3 板材成形实验结果
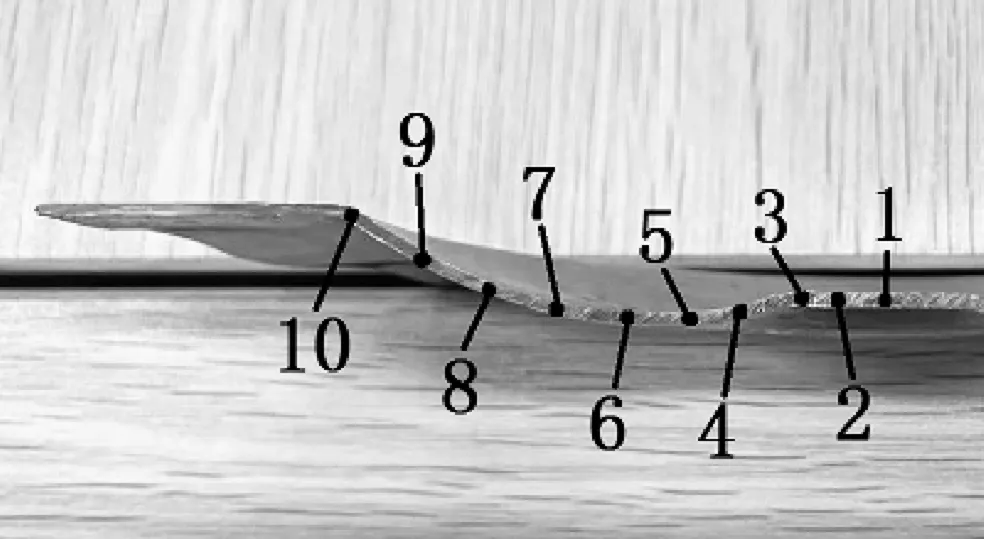
图4 实验结果壁厚测量

图5 实验结果壁厚分布曲线

其中:P——液压压力;σ——坯料所受应力;r——最小曲率半径;t——坯料厚度;Ff——压边圈压力;S——坯料成形面积;Pseal——压边圈压力与液压压力的差值;Sseal——压边圈与坯料之间的作用面积;β——安全系数。
2 典型样件充液成形仿真分析
2.1 AA6061 拉伸测试
选择AA6061 铝镁合金作为典型样件的成形材料,并根据GB/T228—2002[11]《金属材料室温拉伸试验方法》制备拉伸试样,借助SANS-CMT6104 万能材料测试机对试样进行拉伸测试,得到工程应力—应变曲线,如图6 所示。根据参考文献[12]利用公式(3)(4)对工程应力—应变曲线进行拟合,得到真实应力—应变曲线,如图7 所示,AA6061 铝镁合金的力学性能参数如表1 所示。

表1 AA6061 材料力学特性

图6 AA6061 工程应力—应变曲线

图7 AA6061 真实应力—应变曲线

式中:σ——真实应力;ε——真实应变;s——工程应力;e——工程应变。
2.2 典型样件充液成形仿真
将测得的AA6061 铝镁合金力学性能参数导入Dynaform中,并根据实验工况建立典型板材样件有限元模型,如图8所示,有限元模型主要包括压边圈、板材坯料、凹模三个部分,三者均采用壳单元,压边圈与凹模设置为刚体,板材坯料厚度1 mm,查阅相关文献和资料,将板材坯料与凹模、压边圈之间的摩擦因数设为μ=0.05,加压前,板材坯料与压边圈的间隙为1 mm,根据实验工况,压边圈压力设置为150 kN,液压压力设置为35 MPa。仿真结果如图9 所示,最小壁厚出现在最小曲率半径处,为0.851 mm,减薄率为14.9%,取与实验结果相同的测点进行对比,测量结果如表2 所示,壁厚分布曲线如图10 所示。仿真与实验壁厚的最大误差为6.5%,因此证明基于Dynaform 软件的有限元模型及仿真方法的正确性。

表2 仿真与实验壁厚对比
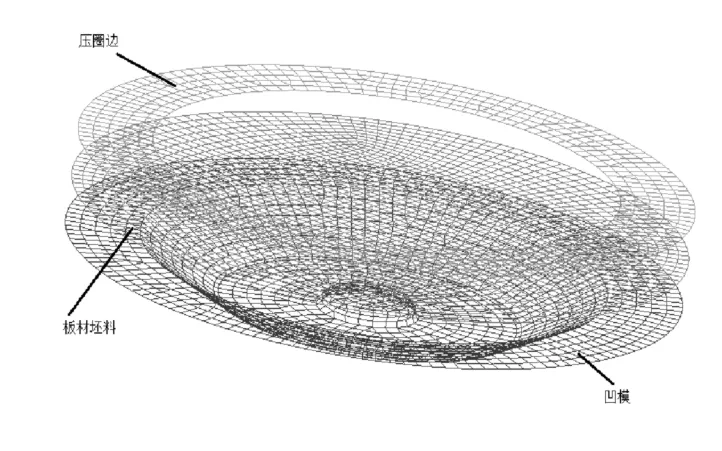
图8 有限元模型
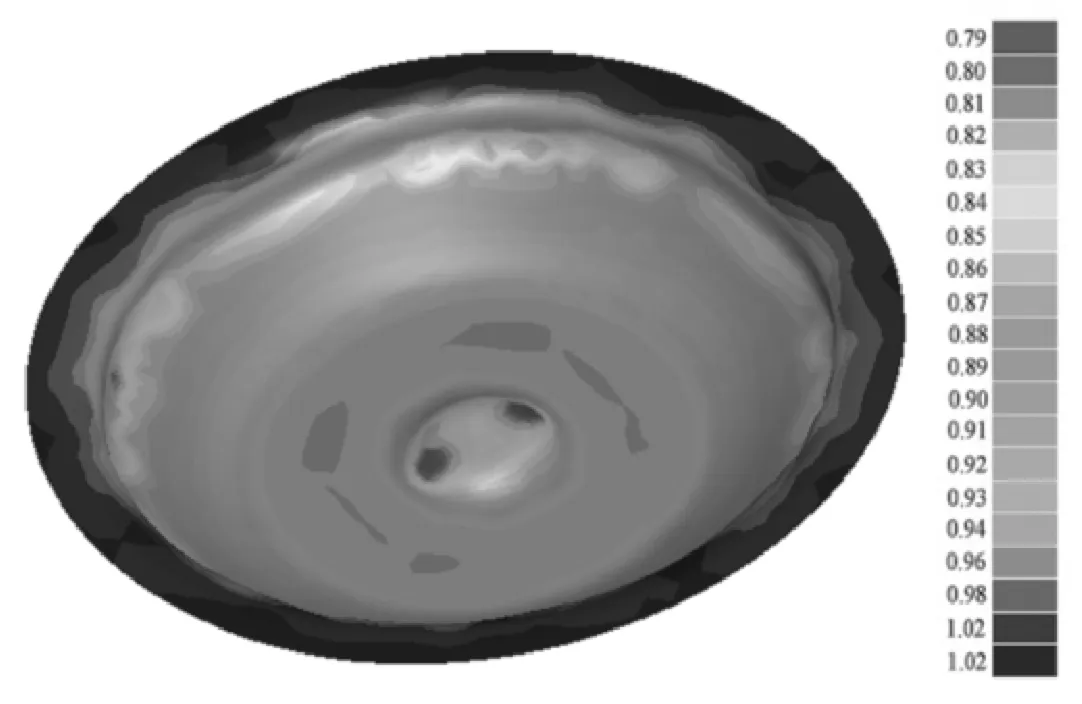
图9 液压仿真结果

图10 板材壁厚对比
3 电池壳液压成形仿真分析
某新能源汽车的单块电池尺寸为148 mm×60 mm×50 mm,由于该电池纵向深度较大,若采用传统冲压成形,成形过程中,板材坯料与凹模之间为刚性接触,摩擦力较大。当压边圈压力较小时,坯料可以向内流动,此时坯料所受拉应力较小,但挤压应力较大,板材容易发生起皱;若压边圈应力过大,坯料不能及时向内流动补料,所受拉应力超过抗拉极限,则会发生破裂。所以若要实现零件不发生起皱以及破裂,则需至少3 次传统冲压成形工序。相对于刚性拉深,借助充液拉深工艺进行液压成形,可以降低坯料与模具之间的摩擦,降低减薄率,根本原因在于利用高压油液代替传统刚性凸模,将刚性接触转为柔性接触,摩擦力较小,坯料减薄率降低。同时,充液拉深成形过程中凹模与板料下表面之间产生流体润滑,从而大大提高零件的成形性能与表面质量。本文通过典型板材样件的仿真与实验对比,证明利用Dynaform 进行液压成形仿真的正确性,在此基础上,根据某电动汽车单块电池实际尺寸,建立有限元模型,并估算出需要270 mm×200 mm×2 mm 的AA6061 铝镁合金坯料进行成形,模型如图11 所示。
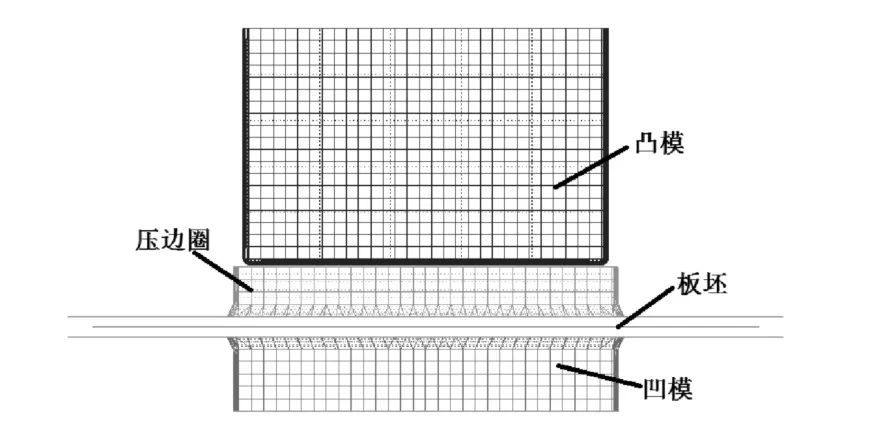
图11 电池壳有限元模型
3.1 压边圈压力对成形质量的影响
根据公式(2)计算出压边圈压力不小于125 kN。在液压压力相同的情况下,讨论125 kN、150 kN、175 kN、200 kN 4 种不同压边圈压力条件下板材壁厚变化,图12 为四种压力下的仿真结果,从图中可以看出,压边圈压力从125 kN 增加到150 kN 阶段,此时压边圈压力过小,坯料与凹模之间存在空隙,随着液压压力的逐渐增大,压边圈不能压紧板材,板材过度向凹模内补料,板材发生起皱现象;从150 kN 增加至175 kN,此阶段板材最小壁厚变化平稳;从175 kN 增加至200 kN 时,此阶段压边圈压力过大,导致坯料与凹模之间摩擦力增大,随着液压压力的增加,板材不能及时向凹模内补料,导致在凹模倒圆角处,坯料所受拉应力过大,减薄严重。对比发现板材在压边圈压力为175 kN 下成形质量最好,最小壁厚为1.15,减薄率35%。

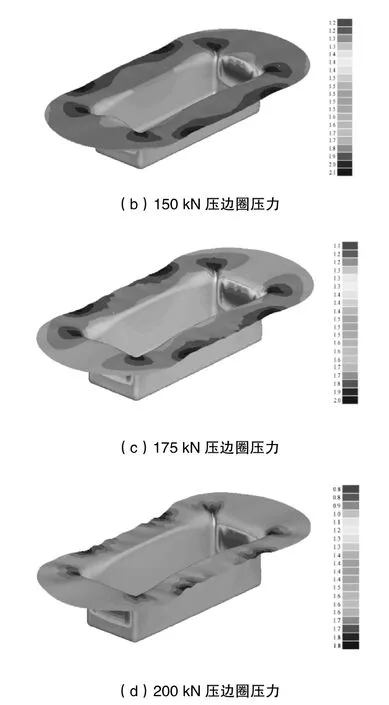
图12 不同压边圈压力仿真结果
3.2 成形压力对成形质量的影响
根据参考文献[10]由于电池壳成形深度较大,所以采用充液拉深的方式进行电池壳的充液成形,充液拉深的成形原理如图13 所示,公式(5)~(7)对最大所需液压压力进行估算。

图13 充液拉深原理图

其中:设Fi为板材成形压力;Fj为板材成形时凸模拉深板材的拉深力;Fk为板材抵抗液室的压力;Fg为液室压力;k为安全系数,根据坯料的相对厚度和法兰相对直径决定,此处k=0.38;l为变形横截面周边的长度;t为坯料厚度;Rm为坯料抗拉强度。
根据公式估算出成形压力不大于50 MPa,在压边圈压力设为175 kN 条件下,分别取 5、10、15、20、25、30、35、40、45、47、50 MPa 等11 种液压压力进行仿真,加载路径如图14 所示。图15 为液压压力对板材最小厚度的影响曲线,随着液压压力的升高,板坯受到朝凹模方向的下压力,使板坯逐渐贴模,板坯厚度随着压力上升而减少,当液压压力增加至45 MPa 时,最小壁厚为0.82 mm,压力增大至47 MPa,最小壁厚仍为0.82 mm,压力继续增加至50 MPa,最小壁厚未发生变化,说明45 MPa 时,板坯完全贴模,压力增大不影响电池壳厚度变化。
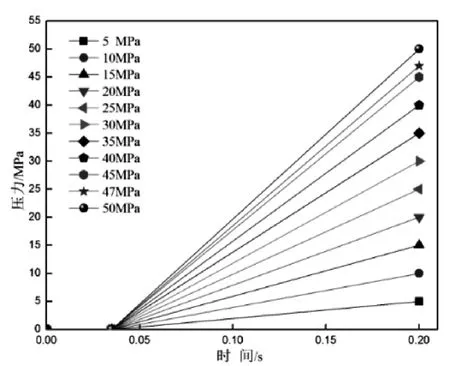
图14 不同液压加载路径
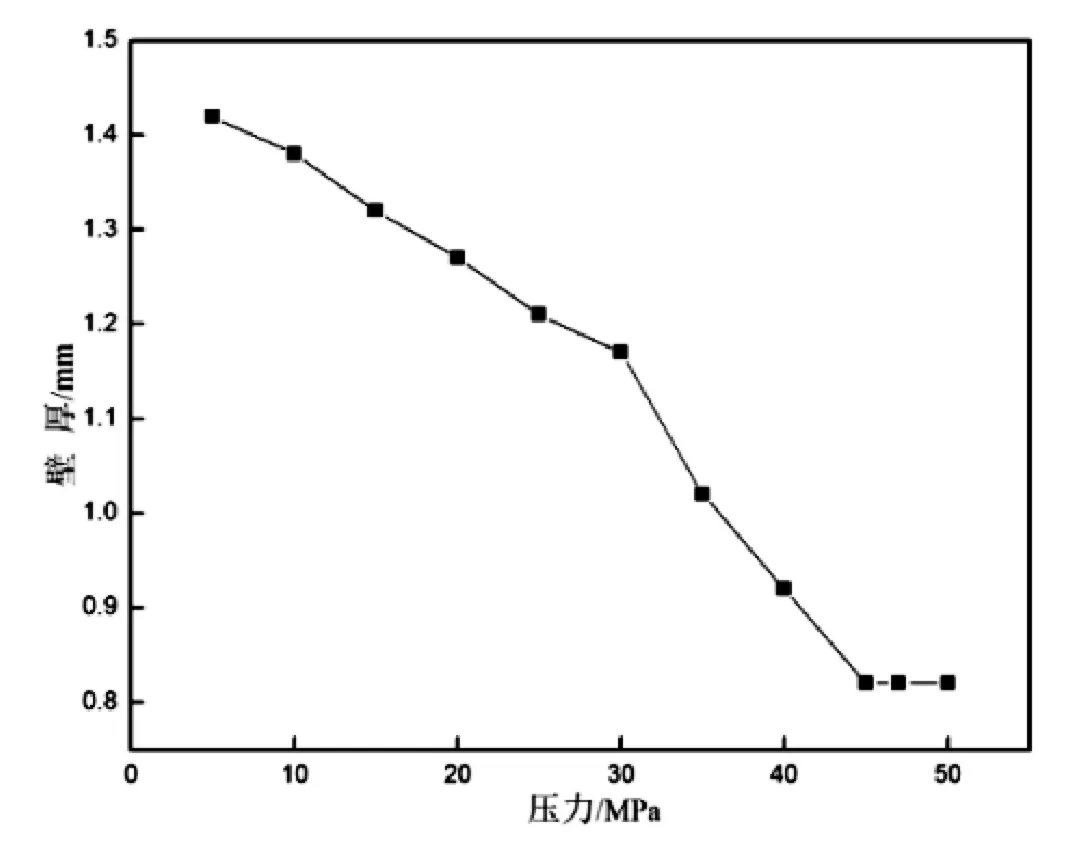
图15 不同压力最小壁厚
4 结论
(1)本文借助自行搭建的液压成形实验平台及非线性有限元软件Dynaform 进行成形实验及仿真,对比二者结果发现,壁厚差值0.065 mm,证明典型板材样件有限元模型及仿真方法的正确性。
(2)此阶段压边圈压力过小,坯料与凹模之间存在空隙,随着液压压力的逐渐增大,压边圈不能压紧板材,板材过度向内补料,发生起皱现象;压边圈压力过大,坯料与凹模之间摩擦力增大,不能及时补料,因此在凹模倒圆角处,坯料所受拉应力过大,减薄严重。压边圈压力在175 kN 条件下,电池壳成形质量最佳。
(3)液压压力升高,板材受到朝凹模方向的压力,使坯料逐渐贴模,板材厚度随着压力上升而减少,当液压压力增加至45 MPa 时,最小壁厚为0.82 mm,压力继续增大并取47 MPa、50 MPa 下的仿真结果进行分析,发现两种压力下的最小壁厚都为0.82 mm,说明45 MPa 时板材已经完全贴膜,继续加压,厚度不再变化。
猜你喜欢
钣金与制作(2022年5期)2022-06-09
金属世界(2022年3期)2022-05-30
中国应急管理科学(2022年1期)2022-04-18
模具制造(2022年1期)2022-02-23
现代计算机(2020年32期)2021-01-18
山东工业技术(2019年18期)2019-07-19
文化交流(2019年3期)2019-03-18
有色金属材料与工程(2018年4期)2018-11-25
滇池(2017年5期)2017-05-19
少年科学(2015年3期)2015-04-08
