Ti80耐压球壳赤道焊缝残余应力研究
2021-08-17 09:13李良碧张素玉孙凯祥万正权李艳青沙宇程包华宁
船舶力学 2021年7期
李良碧,张素玉,孙凯祥,万正权,李艳青,沙宇程,包华宁
(1.江苏科技大学船舶与海洋工程学院,江苏镇江 212003;2.中国船舶科学研究中心,江苏无锡 214082)
0 引 言
随着海洋资源的不断开发,载人深潜器得到越来越多的关注,钛合金因其密度低、比强度高和良好的耐腐蚀性等优异性能[1],已成为载人深潜器耐压球壳的首选材料。耐压球壳一般是由两个半球壳焊接连接而成,在焊接过程中不可避免地会产生残余应力,可能会对结构的安全可靠性造成不利的影响,这也是目前急需研究的问题之一。
徐磊和黄小平[1]等对半径为250 mm 的1/8 耐压球壳(Ti6AL4V 材料)的赤道焊缝进行了残余应力数值模拟研究;宋庆军[2]对内径为2 100 mm 的TC4ELI 耐压半球壳进行了赤道焊缝残余应力数值模拟研究;Yu[3]等对内径为500 mm 不同半径厚度比的TC4 耐压球壳进行了焊接过程的数值模拟研究;张健[4]等对内径为1 500 mm 的深海耐压球壳人孔区域焊接残余应力进行了数值模拟和试验研究。从以上可以看出,目前虽然有文献对球壳赤道焊缝残余应力进行过研究,但大多为小尺度球壳模型的数值模拟研究,少数采用了较大尺度的球壳模型,但也未有相关材料焊接残余应力的试验研究。
本文首先对Ti80 对接焊厚板的残余应力进行试验和数值模拟研究,在数值模拟和试验结果相一致的基础上,对Ti80 耐压球壳赤道焊缝残余应力进行了数值模拟研究。研究结果可为钛合金耐压球壳赤道焊缝焊接残余应力及结构安全可靠性研究提供相关理论基础。
1 Ti80对接焊厚板残余应力X射线无损检测试验研究
由于Ti80 耐压球壳结构一般比较大,并且内壳赤道焊缝的残余应力一般较难测试,试验成本较高。因此,可以首先采用相似厚度的Ti80对接焊厚板进行残余应力的试验研究。
1.1 试验研究
对接焊厚板试验模型是由两块500 mm×250 mm×42 mm 的厚板采用气体保护手工电弧焊双面交替焊接而成,焊缝宽度为25 mm,坡口为双V型,焊后尺寸为500 mm×500 mm×42 mm,如图1 和图2 所示。在焊接过程中,Ti80 厚板约束了四个角边,使其不发生移动(图2)。焊缝填充材料和母材相同,均为Ti80 材料。焊接电流和电压分别为25 A和125 V,焊接初始温度为25 ℃。本文采用X 射线无损检测方法对2 块相同尺寸和采用相同焊接工艺方法焊接而形成的Ti80对接焊厚板的残余应力进行测量,如图3所示。每块板上的每个测点进行两次测试,以检查其测试结果的重复性和可靠性。

图1 Ti80对接焊厚板Fig.1 Ti80 butt welded thick plate
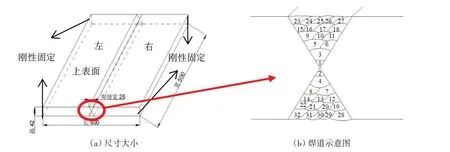
图2 Ti80对接焊厚板尺寸Fig.2 Size of Ti80 butt welded thick plate

图3 X射线残余应力测量Fig.3 X-ray residual stress measurement
1.2 Ti80对接焊厚板测点布置
Ti80 对接焊厚板上表面沿焊缝宽度中心线方向设为Y轴,经过原点O并垂直于焊缝宽度中心线设为X轴,沿板厚方向设为Z轴,上表面距X轴一侧15 mm 设为路径L15,如图4(a)所示。试验测点布置如下:
(1)X轴路径(垂直焊缝方向)上共有7 个测点,即测点1~测点7。测点1 位于坐标轴原点O处,测点2 和测点5 距原点O(测点1)12.5 mm,测点3 和测点6 分别距原点O(测点1)19.5 mm,测点4和测点7分别距原点O(测点1)33.5 mm,如图4(b)所示。
(2)路径L15 共布置5 个测点,即测点9~测点13,测点11距坐标轴原点O(测点1)15 mm,测点10 和测点12 与测点11 相距12.5 mm,测点3 和测点6 与测点11相距19.5 mm,测点4和测点7与测点11相距33.5 mm,如图4(b)所示。
(3)测点8位于焊趾路径上,与测点5相距100 mm,如图4(b)所示。

图4 测点及路径布置Fig.4 Layout of measuring points and path
1.3 测量结果
设横向焊接残余应力垂直于焊缝方向,纵向焊接残余应力沿焊缝方向。Ti80 对接焊厚板测点1~测点7 以及测点9~测点13(图4)的横向焊接残余应力如表1 和图5(a)所示。由于试验中厚板表面焊缝中心处表面的残余应力比较难以测试合理,因此本文未显示焊缝宽度中心线上的纵向残余应力测试结果。测点5 和测点8 的纵向焊接残余应力测量结果分别为607 MPa 和533 MPa,焊趾处沿焊缝的纵向残余应力测量结果如图5(b)所示。

表1 测点1~7以及测点9~13的横向焊接残余应力测量结果Tab.1 Results of transverse welding residual stress of Measurement Points 1~7 and 9~13
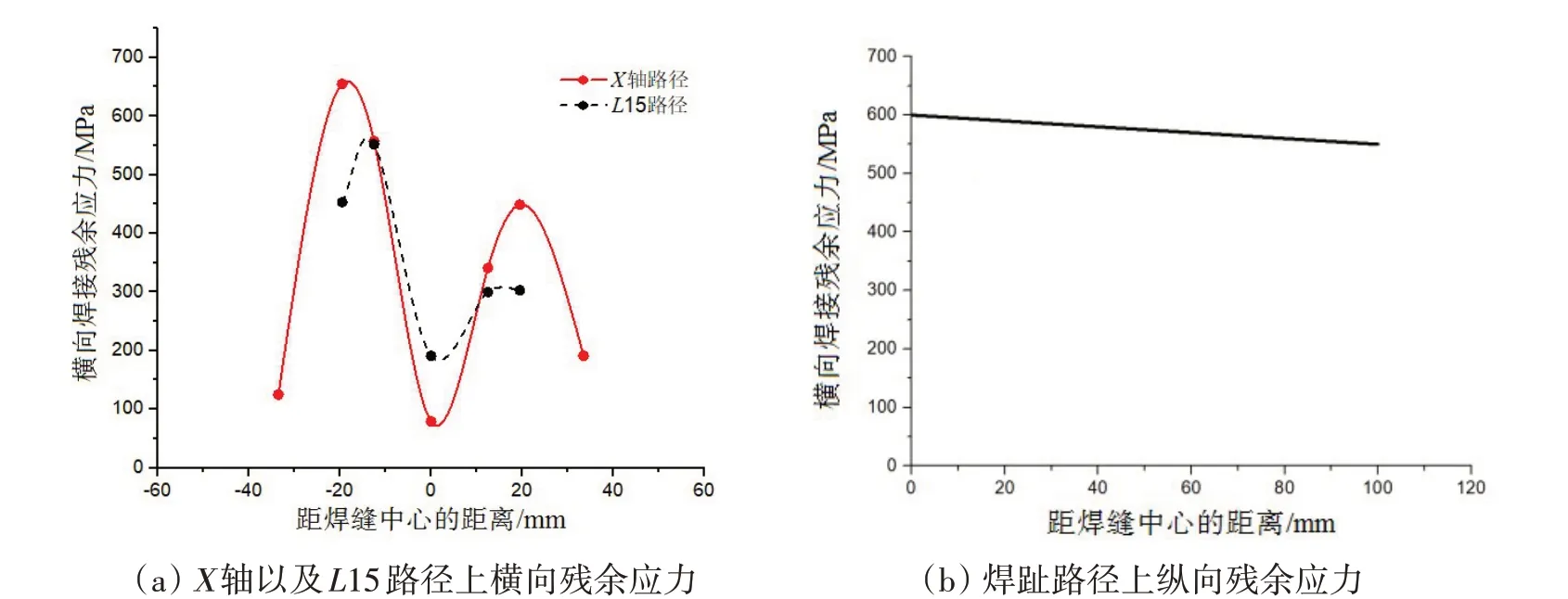
图5 Ti80对接焊厚板残余应力试验测量Fig.5 Experimental measurement of residual stress of Ti80 butt welded thick plate
由表1和图5可以看出:
(1)垂直于焊缝X轴和L15路径上的横向残余应力为较高的拉应力,且不同路径上横向焊接残余应力分布趋势基本一致。
(2)垂直于焊缝X轴上的横向焊接残余应力出现了不对称双峰,一部分原因是由于对接焊厚板尽管是对称结构,但是在厚板上表面的最后一层焊道不是一次焊接完成,而是存在着从左到右或从右到左的焊接顺序,如图2 所示,这种焊接顺序可能造成残余应力高低峰值的现象。X轴上的横向焊接残余拉应力最大值出现在焊趾附近,约为650 MPa左右。
(3)焊趾处分布较高的残余拉应力,纵向焊接残余拉应力最大值约为600 MPa左右。
2 Ti80对接焊厚板残余应力数值模拟研究
由于钛合金耐压球壳赤道焊缝残余应力制造和测试成本均较高,并且内壳表面焊接残余应力由于所处的位置,一般难以测试到,因此采用有限元数值模拟的研究方法比较可行。
2.1 焊接残余应力有限元方法
2.1.1 焊接温度场
利用有限元法分析焊接温度场时,假设单个单元内的节点温度在空间域上呈线性分布,节点温度的一阶常系数微分方程组利用变分公式推导;时间域上,使用有限差分法将其转化为节点温度线性代数方程组的递推公式,叠加每个单元矩阵,从而形成节点温度的线性方程组,进而可以求得节点的温度,其方法如下:
将空间域离散,形函数记为[N],单元节点温度为{T}e,则每个单元内各节点的温度可表示为

热源选择生死单元热源模型,生死单元热源模型是利用生死单元方法模拟焊缝的填充,对模型施加热载荷。
2.1.2 焊接应力场
焊接应力场的分析是基于焊接温度场的,热弹塑性分析方法可以较为合理地得到焊接应力与变形,而且这种方法已经被广泛采用。材料处于弹塑性状态的应力应变关系为

式中,dσ为应力增量,dε为应变增量,dT为温度增量,D为弹性或弹塑性矩阵,C为与温度有关的向量。
采用热弹塑性应力分析方法对焊接应力场进行有限元求解,每个单元内的应变增量dεe与节点位移增量dδe的关系式为

再由式(2)的应力应变关系,就可得到应力增量dσ,这样就可以得到焊接应力场。
2.2 Ti80对接焊厚板热力学分析有限元模型
采用Ti80对接焊厚板试验模型为研究对象,具体尺寸如图2所示,焊接热力学分析有限元模型如图6所示,网格在焊缝附近处较为密集,而随远离焊缝距离的增加网格逐渐变疏。
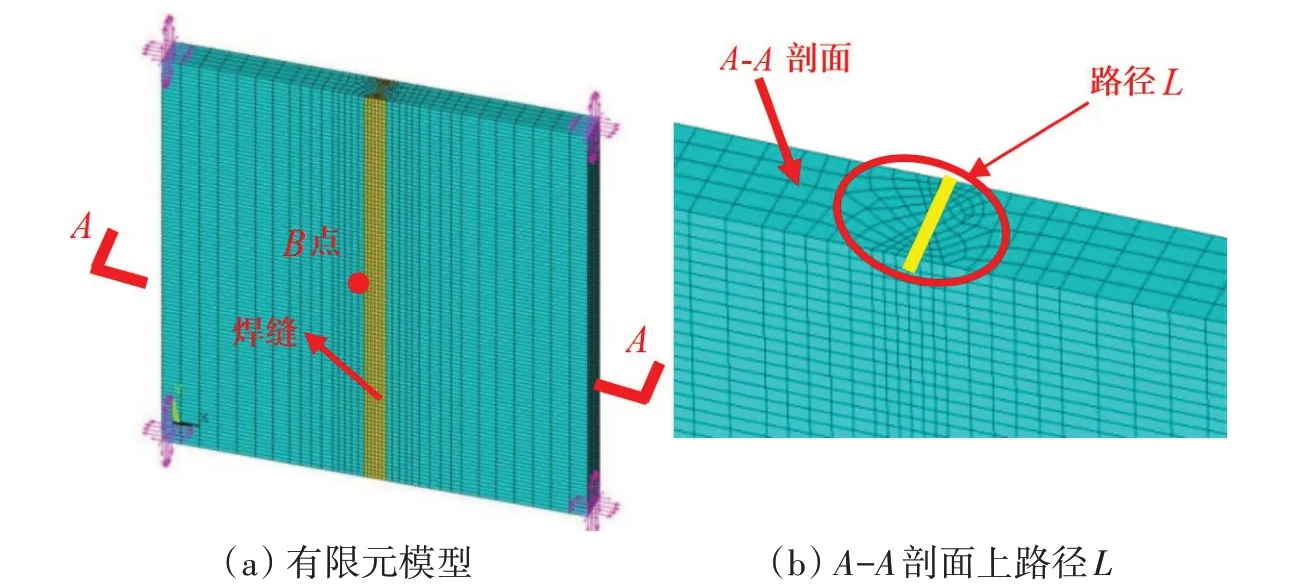
图6 Ti80对接焊厚板有限元模型Fig.6 Finite element model of Ti80 butt welded thick plate
2.3 Ti80对接焊厚板材料属性
Ti80 材料常温下的屈服强度为800 MPa,其它热物理性能以及应力应变随温度变化如表2 和图7所示。

表2 Ti80热物理性能参数Tab.2 Mechanical properties of Ti80
2.4 焊接残余应力分析
基于ANSYS 的APDL 语言二次开发了Ti80 对接焊厚板模型残余应力数值模拟程序,并采用了给定温度法[5-6]和生死单元技术相结合的计算分析方法。
图8所示为Ti80对接焊厚板焊缝边缘处B点(图6)在不同时刻下的焊接温度分布。从图7可以看出,B点最高温度在1 300 ℃左右。

图7 不同温度下Ti80材料的应力应变Fig.7 Stress and strain of Ti80 material under different temperatures

图8 焊接区域B点的温度变化Fig.8 Temperature change at Point B of the welding area
图9为对接焊板上表面X轴上横向(垂直于焊缝方向)残余应力以及Y轴和焊趾路径上的纵向(沿焊缝方向)残余应力分布。由图9可以看出:数值模拟结果与试验结果较为接近,Y轴上的纵向残余应力较高。
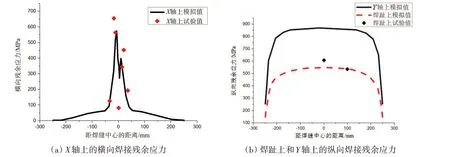
图9 对接焊厚板残余应力Fig.9 Residual stress of butt welded thick plate
设L为A-A剖面焊缝宽度中心处沿板厚方向(沿Z轴方向)的路径,如图6 所示。图10 为厚板内部L路径上的横向残余应力和垂向(沿Z轴方向)残余应力。由图10可知路径L上:横向焊接残余应力在近表面处为拉应力,距离上下面表面约7 mm左右处达到最大值,最大值约为400 MPa左右,而板中心部位有较大的残余压应力,沿厚度方向残余应力从上表面到下表面以拉-压-拉趋势分布;垂向焊接残余应力近表面呈现较小的拉应力,而板中心部位也有一定的残余压应力,沿板厚度方向焊接残余应力从上表面到下表面同样以拉-压-拉的趋势分布。

图10 厚板内部沿路径L上的焊接残余应力Fig.10 Inside welding residual stress of thick plate along L path
3 Ti80耐压球壳赤道焊缝焊接残余应力数值模拟研究
3.1 几何模型及材料参数
耐压球壳内径为2 100 mm,厚度为56 mm,焊缝宽度设为43 mm,球壳材料为Ti80,其相关材料热物理性能参数以及力学性能参数如表2所示。考虑到计算效率以及计算机存储,选取1/4球壳来进行赤道焊缝残余应力数值模拟研究,如图11所示。
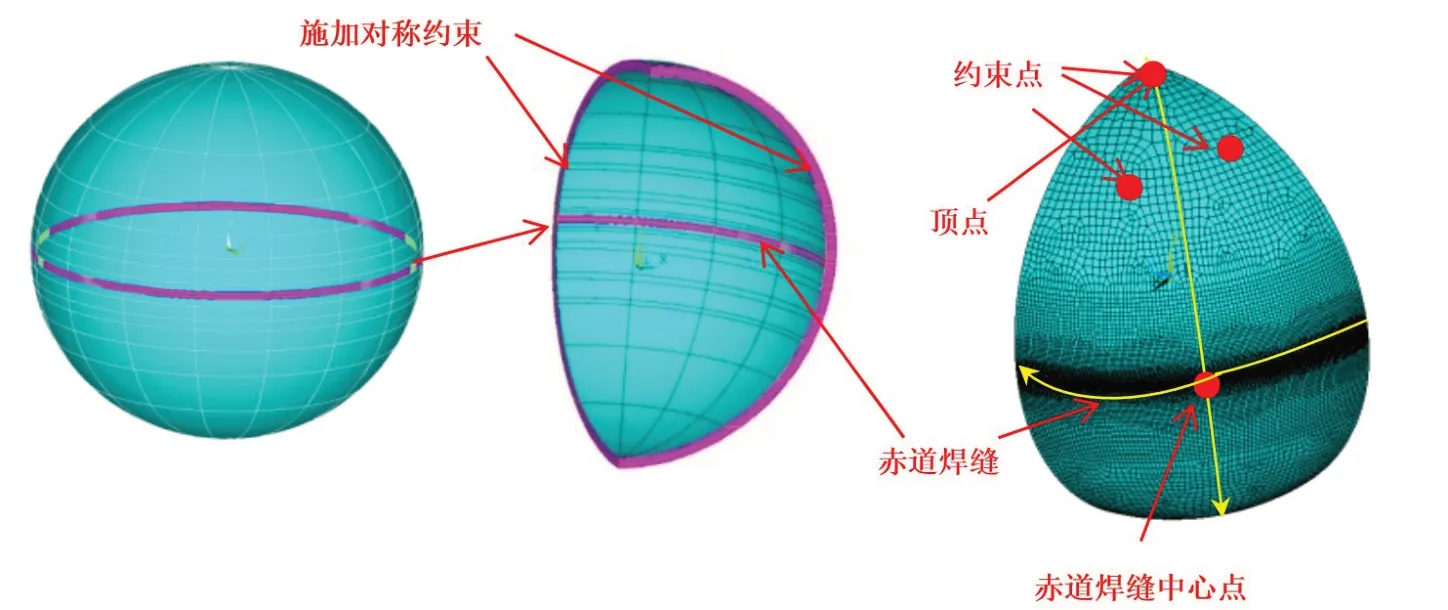
图11 耐压球壳模型Fig.11 Model of pressure spherical shell
3.2 有限元模型及边界条件
耐压球壳有限元网格划分原则同Ti80对接焊厚板,焊接工艺相关参数参考本文第1.1节Ti80对接焊厚板焊接试验。施加对称约束,在上下半球各采用3 个约束点施加全约束,如图11 所示(仅显示出上半球约束点)。
3.3 赤道焊缝残余应力分析
同样基于热-弹塑性理论,采用ANSYS的APDL语言编制了Ti80耐压球壳赤道焊缝焊接残余应力的数值模拟程序。
3.3.1 表面焊接残余应力
图12为Ti80耐压内外球壳横向以及纵向赤道焊缝残余应力分布。
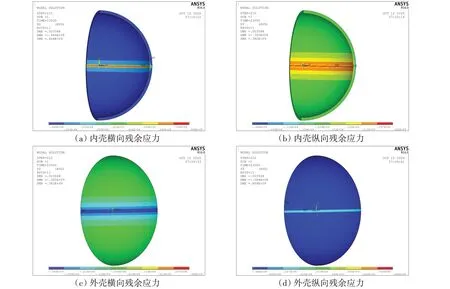
图12 耐压球壳内外壳残余应力分布Fig.12 Distribution of residual stress of inner and outer shells of the pressure spherical shell
由图12 可以看出,内壳焊缝附近的横向和纵向残余应力以及外壳的纵向残余应力呈现为拉应力,而外壳的横向残余应力为压应力。
图13~14为沿垂直焊缝和焊缝路径上内外球壳的残余应力分布。
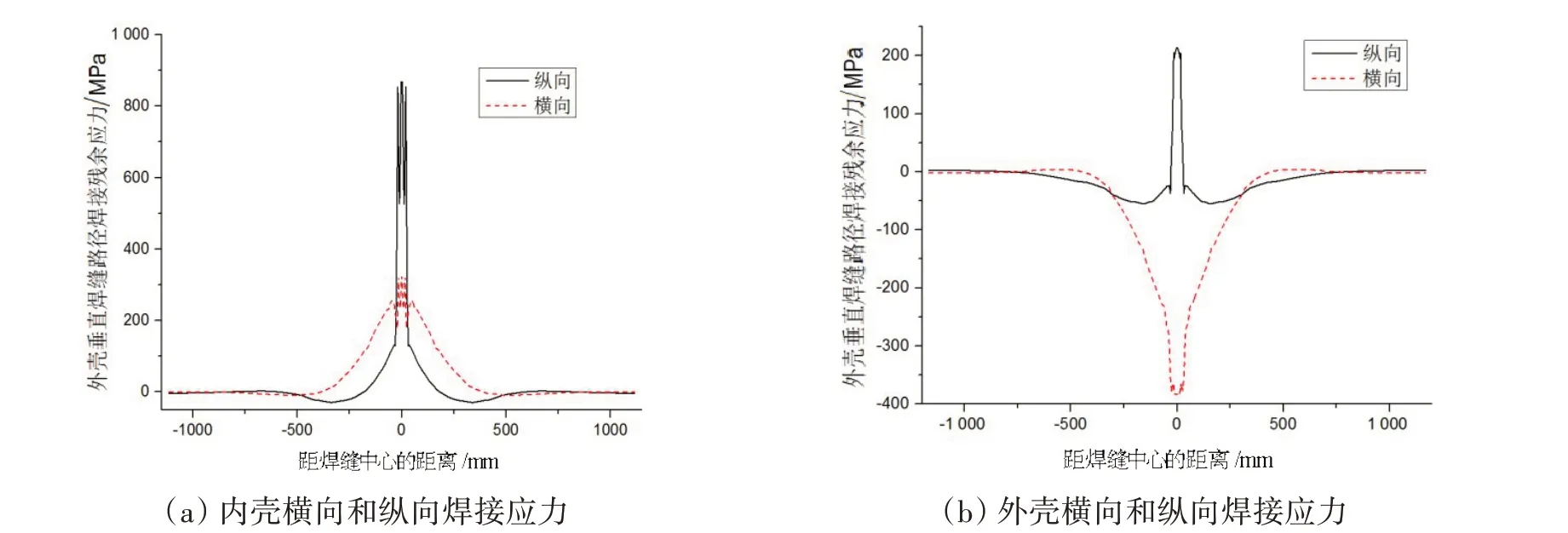
图13 耐压球壳内外壳表面垂直焊缝路径残余应力Fig.13 Residual stress of inner and outer surfaces of pressure spherical shell along path of vertical weld seam
由图13可以看出:内壳垂直焊缝路径上,焊缝附近的纵向残余拉应力大于横向残余拉应力,并且纵向残余应力有较大的峰值;横向残余拉应力最大值为325 MPa 左右,约为球壳材料屈服强度的40%左右;外壳垂直焊缝路径上,焊缝附近的纵向残余应力为拉应力,而横向残余应力为压应力,纵向残余拉应力最大值约为200 MPa左右。
由图14 可以看出:内壳沿焊缝路径的纵向和横向残余应力均为拉应力,且纵向残余拉应力大于横向残余拉应力,最大纵向残余拉应力在材料屈服强度附近;外壳沿焊缝路径的纵向残余应力为拉应力,而横向残余应力为压应力。

图14 耐压球内外壳表面沿焊缝路径残余应力Fig.14 Residual stress of inner and outer surfaces of pressure spherical shell along the weldline path
3.3.2 沿厚度方向内部焊接残余应力
设路径L1 为过内外球壳表面焊缝中心点并沿球壳厚度方向,如图15 所示。球壳赤道焊缝沿路径L1 的内部横向焊接残余应力、纵向焊接残余应力以及沿厚度方向焊接残余应力如图16所示。
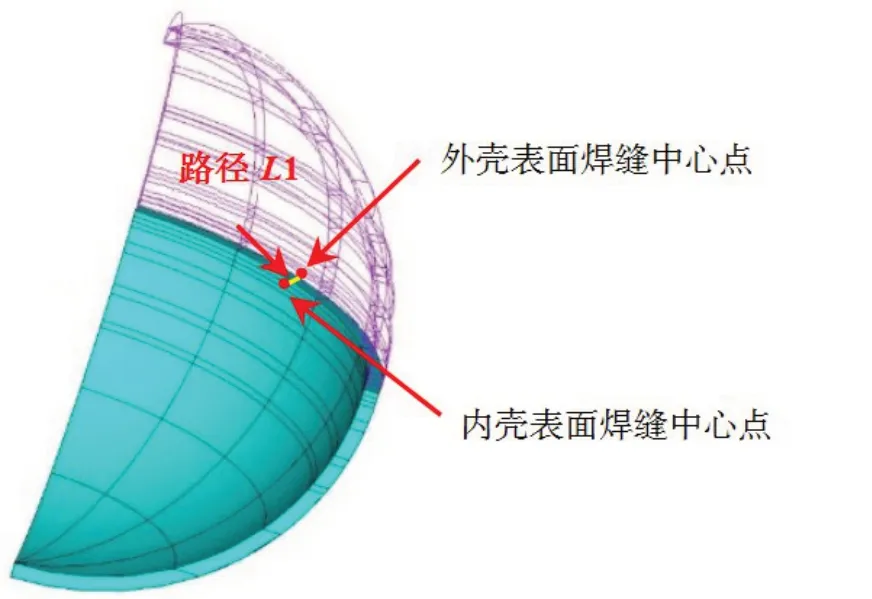
图15 沿厚度方向路径图Fig.15 Path along thickness direction
由图16 可以看出:球壳沿厚度方向的横向焊接残余应力在靠近外壳区域为压应力,而靠近内壳区域为拉应力,最大拉应力值为350 MPa 左右,出现在距球壳内表面约6 mm 左右的位置;沿厚度方向的纵向焊接残余应力以拉应力为主,并在接近内壳表面时焊接残余应力达到最大值,在屈服强度附近;沿厚度方向的焊接残余应力分布规律与横向焊接残余应力相反,即在靠近外壳区域为拉应力而靠近内壳区域为压应力,但残余应力水平相对其他方向较低,最大拉应力值仅为40 MPa左右。
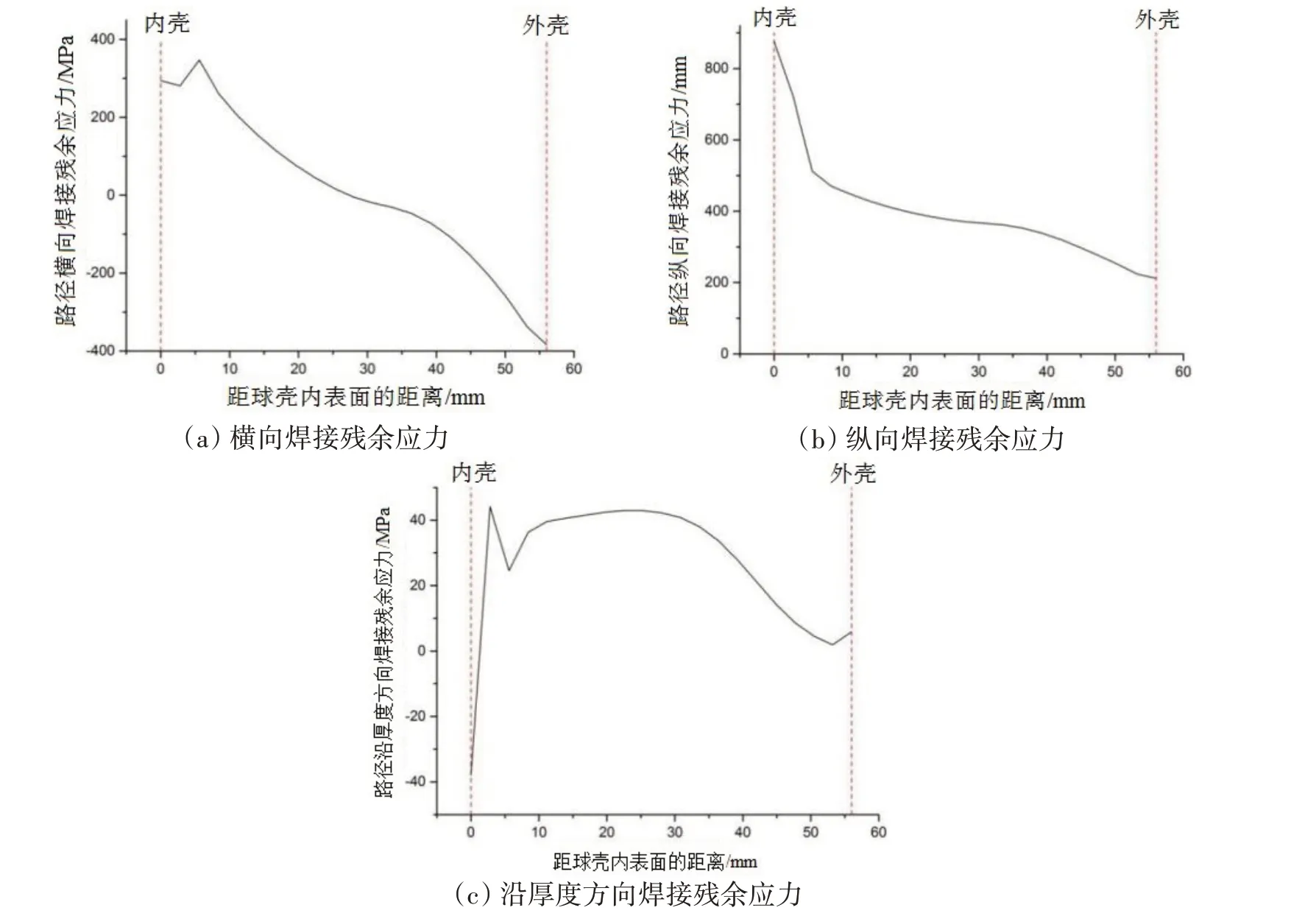
图16 路径L1上内部焊接残余应力分布Fig.16 Distribution of inside welding residual stress along Path L1
3.4 不同焊缝宽度对Ti80耐压球壳赤道焊缝残余应力的影响
由于耐压球壳横向焊接残余应力对后续研究球壳疲劳强度力学特性的影响较大,因此本文主要研究对象为内外球壳垂直焊缝路径上的横向残余应力。
本文将耐压球壳赤道焊缝宽度由原来的43 mm减小为20 mm来研究残余应力的分布规律。图17为不同焊缝宽度Ti80耐压球壳内外表面垂直焊缝的横向残余应力。由图17可以看出:焊缝宽度对耐压球壳赤道焊缝残余应力有影响,分布趋势基本保持不变;内壳横向焊接残余拉应力降幅为40%左右。
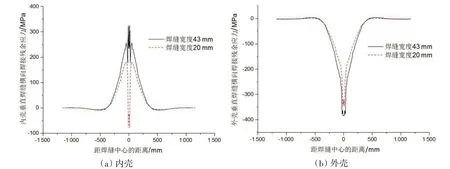
图17 Ti80耐压球壳内外表面横向焊接残余应力Fig.17 Transverse welding residual stresses of inner and outer surfaces of Ti80 pressure spherical shell
4 结 论
(1)Ti80 对接焊厚板残余应力数值模拟结果与试验结果较为一致;垂直于焊缝路径表面上的横向焊接残余应力呈现出不对称双峰,横向和纵向残余应力均为拉应力,且纵向应力大于横向应力;焊缝上沿厚度方向的残余应力从上表面到下表面呈现拉-压-拉趋势分布;将该数值模拟方法运用到Ti80耐压球壳赤道焊缝的研究中较为可行。
(2)Ti80 耐压球内外壳垂直于焊缝路径上的纵向残余应力和内壳横向残余应力均为拉应力,而外壳横向残余应力为压应力;外壳沿焊缝路径上的纵向残余应力为拉应力,而横向残余应力为压应力;内壳沿焊缝路径上的纵向和横向残余应力均为拉应力;纵向残余拉应力一般大于横向残余拉应力,最大纵向残余拉应力在材料屈服强度附近。
(3)Ti80 耐压球壳沿厚度方向横向焊接残余应力在靠近外壳区域为压应力而靠近内壳区域为拉应力;纵向焊接残余应力以拉应力为主,并在接近内壳表面时焊接残余应力达到最大值,在屈服强度附近;沿厚度方向的焊接残余应力靠近外壳区域为拉应力而靠近内壳区域为压应力,但应力水平相对其他方向较低。
(4)采用窄间隙焊缝有利于降低钛合金耐压球壳赤道焊缝的残余应力,建议采用相关方法降低钛合金球壳赤道焊缝的残余应力。
致谢:这项工作中的试验研究得到了上海交通大学材料科学与工程学院姜传海教授及残余应力分析与喷丸强化试验室在X射线无损检测试验上的支持,作者对以上单位和个人表示诚挚的感谢。
猜你喜欢
建材发展导向(2021年9期)2021-07-16
科学技术创新(2020年27期)2020-09-05
青少年科技博览(中学版)(2020年1期)2020-04-21
奥秘(创新大赛)(2019年4期)2019-04-15
河北建筑工程学院学报(2017年3期)2017-12-15
船舶力学(2017年7期)2017-08-01
光学精密工程(2016年5期)2016-11-07
焊接(2016年9期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
奥秘(2015年3期)2015-09-10