模头气流通道形状对熔喷流场的影响*
2021-08-09 04:58:44郭东军朱志松肖坤楠
产业用纺织品 2021年9期
郭东军 朱志松 樊 辉 肖坤楠 张 森
1. 南通大学杏林学院,江苏 南通 226019;2. 南通大学工程训练中心,江苏 南通 226019;3. 南通大学机械工程学院,江苏 南通 226019;4. 泰山科学技术研究院,山东 泰安271000
在熔喷非织造工艺中,气流通道中的气体射流可将从模头喷丝孔挤出的熔融聚合物细丝迅速拉伸,并加工成直径达微米级甚至纳米级的熔喷纤维[1-2]。熔喷纤维制品在医疗、过滤、绝缘和保暖等领域中已得到广泛应用。
模头是熔喷纤维生产设备的核心部件,模头性能的优劣直接决定熔喷纤维的细度、晶度和强度等性能[3]。国内外研究人员对熔喷普通模头做了大量的研究和改进工作,并取得了一定的成果。彭孟娜和Krutka等[4-5]应用CFD技术和实验装置研究了Schwarz型熔喷模头中环形喷嘴阵列多相射流的气流场,提高了Schwarz型熔喷模头气流场的性能。Xin等[6]通过数值模拟研究了双槽角度对气流的影响,发现靠近模头的双槽角度较大时,流场气体的流速、压力和温度峰值较高,当双槽角度为70°时可产生较细的纤维。辛三法等[7]研究了气槽外沿附件长度对流场的影响,结果表明,随着气槽外沿附件长度的增加,气流的最大流速和最大压强减小,最大温度无明显变化。成园玲等[8]和承婷婷等[9]通过在模头端面加装辅助喷嘴,得出辅助喷嘴喉部宽度越小、出口宽度越大、缩扩比越好,则气流的速度越大、速度与温度的衰减越小的结论,明确了熔喷模头形状对气流场和纤维线密度的影响。王玉栋等[10-11]通过在熔喷模头端部添加稳流器,使气流在新模头中的流速提高了6.9%,并降低了靠近模头区域气流的回流速度、温度衰减率及湍动能峰值,纤维运动平稳。
熔喷纤维生产设备中的普通双槽模头的结构设计还存在一些不利因素,这些因素限制了纤维的细化,能耗较高。目前,气流通道的气槽截面均为两条平行线,在熔喷模头的研究中,有关模头气流通道结构形状的研究较少。本文将借助CFD技术改进普通双槽模头的气槽和喷丝板截面的形状,以期达到改善熔喷工艺气流场、进一步细化熔喷纤维、降低能耗的目的。
1 新型熔喷双槽模头的结构设计
普通双槽模头(图1)在熔喷纤维生产设备中最为常用,其主要由气槽、喷丝板和气板组成。普通双槽模头的关键结构参数包括:气槽宽度e为0.65 mm,喷丝板头部宽度f为2 mm,狭长气槽的高度h为5.00 mm,双槽模头角度α为60°。本文在普通双槽模头结构的基础上改进设计了两种新型双槽模头:一是图2a)所示的气槽为渐缩式结构的新型双槽模头(新模头1),渐缩角θ为12°;二是图2b)所示的同时带有渐缩式气槽和圆弧形喷丝板的双槽模头(新模头2),其圆弧与喷丝板外壁面相切,圆弧顶点与喷丝板底面所在的平面重合,圆弧半径r为1.73 mm,圆弧圆心角为120°。
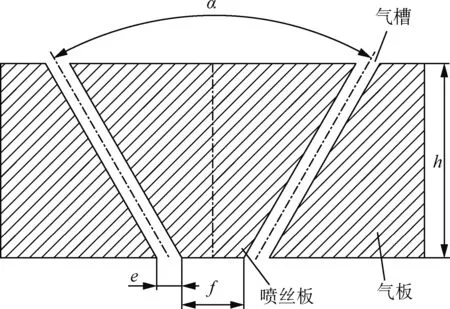
图1 普通双槽模头
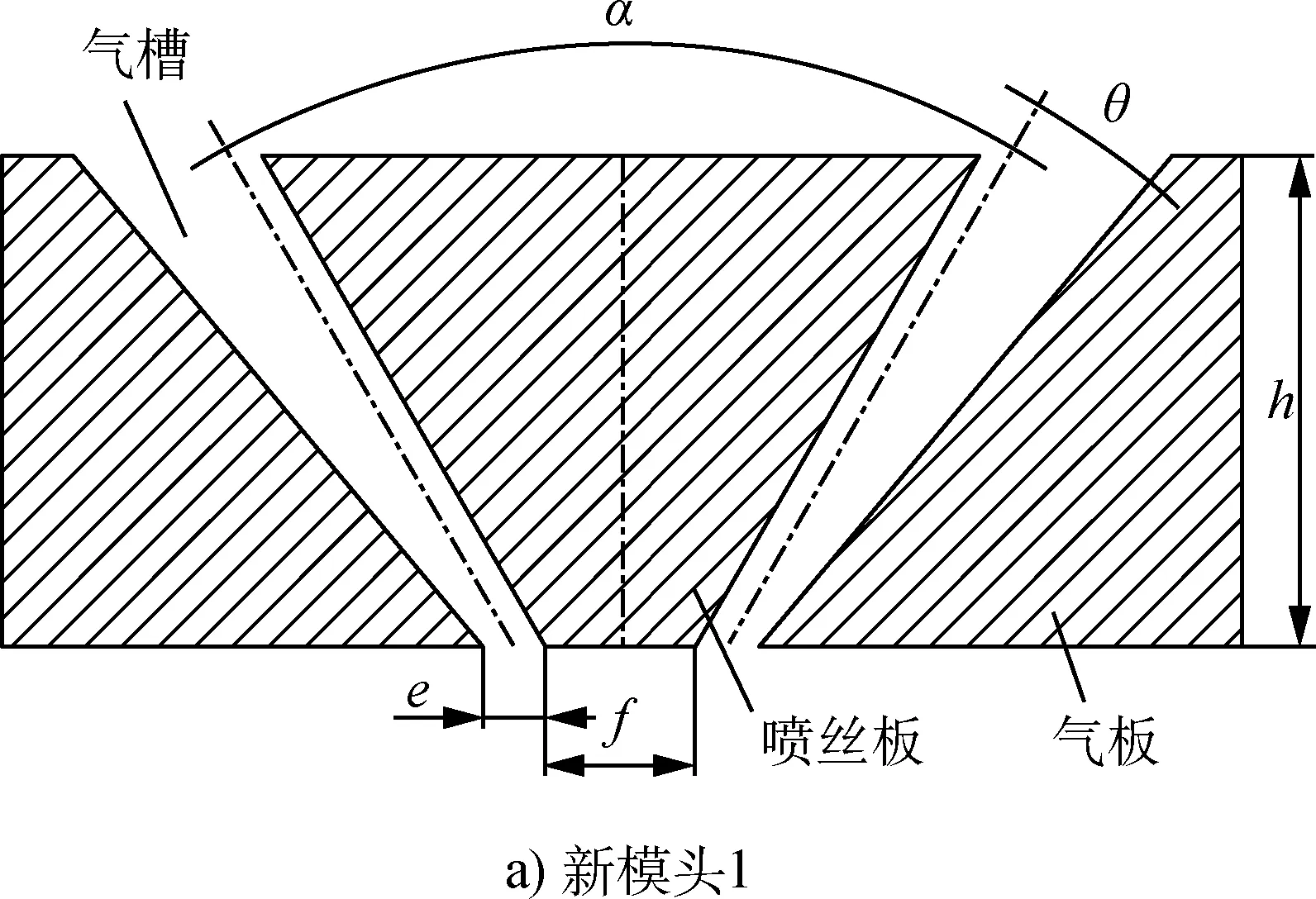
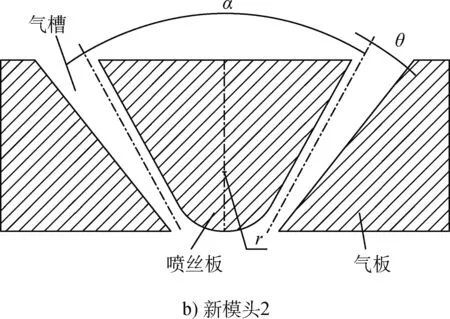
图2 普通双槽模头与改进设计的新双槽模头结构示意
2 数值模拟和计算
熔喷模头的三维数值计算需要耗费大量的运算时间,本文将对普通双槽模头和新双槽模头进行熔喷射流流场的二维数值模拟,对比分析模头形状对模头中心线及端面上的气流速度、气体温度、静态压强和湍流强度分布的影响。
2.1 计算域和网格划分
普通双槽模头的二维模型为中心线对称图形,流场的计算域为总流场的一半。在普通双槽模头的计算域(图3)中,O点为坐标系的原点,位于喷丝孔中心,x轴位于气板端面上,与x轴垂直的y轴为熔喷纤维的运动方向。沿y轴方向上的气槽长度为5.00 mm,模头下方的矩形计算域OG和OE的长度分别为100.00 mm和20.00 mm。
本研究中的普通双槽模头和新双槽模头的计算域比较规整。首先采用四边形网格划分计算区域,得到基础网格;然后对网格选定区域进行自适应加密处理,加密后的普通双槽模头的网格总数为359486,网格数量越多,越能确保计算精度。
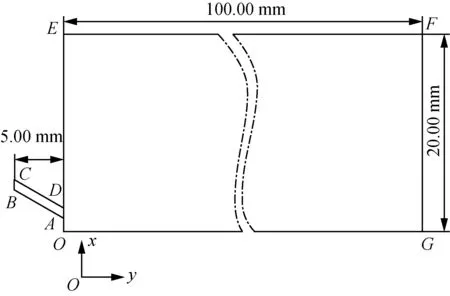
图3 普通双槽模头的计算域
2.2 湍流模型与边界参数
本文选择应用最为广泛的k-ε标准模型计算熔喷流场中的湍流核心区域,具有计算时间少且准确性高的优势。采用Krutka等[12]的湍流设置参数。模拟计算时假设流场中的热空气为可压缩气体。图3中,边界BC为流场压力入口,绝对压力值为121 kPa,气体温度为17.6 ℃,入口边界的湍流强度设置为10%,水力直径值等于气槽宽度。边界EF、FG为压力出口,压力和气体温度与环境大气相同,湍流强度为10%,水力直径为10.00 mm;OG为对称边界,其他边界假设为温度为20.6 ℃的无滑移壁面。
3 结果与讨论
模头中心线上的气流速度、气体温度、气体静态压强和湍流强度等参数对熔喷纤维的生产至关重要,这些参数也是评估渐缩式气槽、同时带有渐缩式气槽和圆弧形喷丝板的新模头性能的重要参数。Bansal等[13]研究发现,超过96%的纤维拉伸发生在距熔喷双槽模头喷丝孔出口即端面15.00 mm的范围内。因此,本研究将重点关注这一区域的流场分布。
3.1 气流速度分布
由图4不同双槽模头中的气体在流场中心线上的速度分布曲线可知,这3条曲线具有相同的变化趋势,即气流速度在较短的距离内可达最大值,并在达峰值处迅速减小,然后速度减小幅度放缓,直至气流速度趋于平稳。从图4 a)可明显观察到,与普通双槽模头相比,气流在两个新双槽模头中的平均流速提高了32.4%, 达76.365 8 m/s,说明新模头在流场中心线上具有更高的流速。
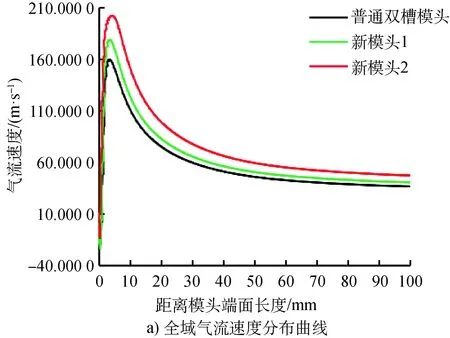
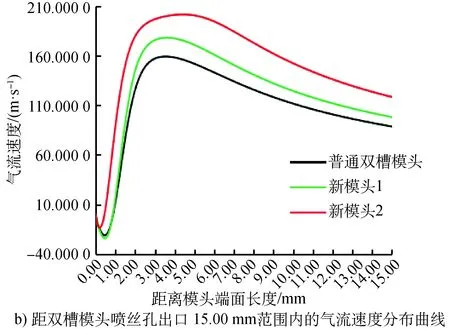
图4 不同双槽模头中心线上的气流速度分布
图4b)为距双槽模头中心线15.00 mm内的气流速度分布曲线。在该区域中,气流在新模头2中心线的平均流速为154.0665 m/s,较普通双槽模头提高了38.5%。对比3条曲线发现,气流在熔喷双槽模头中的最大气流速度发生在距模头中心线4.00~6.00 mm的区域内,因此可认为该区域是细化纤维的主要场所。同时,气流在新模头2中的最大流速比普通双槽模头提高了27.7%,且维持时间较长,这一特性也非常有利于熔喷纤维的细化,有利于获取微细纤维。此外,在靠近模头的极小区域内,存在因空气喷嘴突然变大而产生的气流反向回流区,易对熔喷纤维产生扰动甚至令纤维黏附于模头端面。气流在新模头1的反向回流区中,气流速度高于普通双槽模头,在新模头2的反向回流区中的气流速度最小,可减少对纤维的扰动,避免了产生纤维缺陷。图4表明,将普通双槽模头的平行气槽改为渐缩式气槽或将喷丝板端部设计为圆弧状,可提高气流在模头中心线距模头端面15.00 mm内的流速,减小回流区的反向流速。因此,新模头的结构设计有明显提高气流速度的优势。
3.2 气体温度分布
由不同熔喷双槽模头中心线上的全域流场[图5 a)]和距模头端面15.00 mm内[图5 b)]的气体温度分布曲线可知,在靠近双槽模头喷丝孔出口附近的较小区域,新模头2的气体温度较高,随后在较小的区域内温度降低较快。较高的气体温度能够延迟聚合物的固化,并降低聚合物的黏度,有效增加纤维细化的时间。因此,流场较高的气体温度有利于更好地细化纤维,从而制备线密度更小的纤维。结合图4的气流速度分布曲线可知,在距模头端面4.00~6.00 mm的区域内,具有渐缩式气槽与圆弧形喷丝板的新模头2不仅具有较大的气流速度,气体温度也较高,这一双重优势对细化熔喷纤维非常有利。
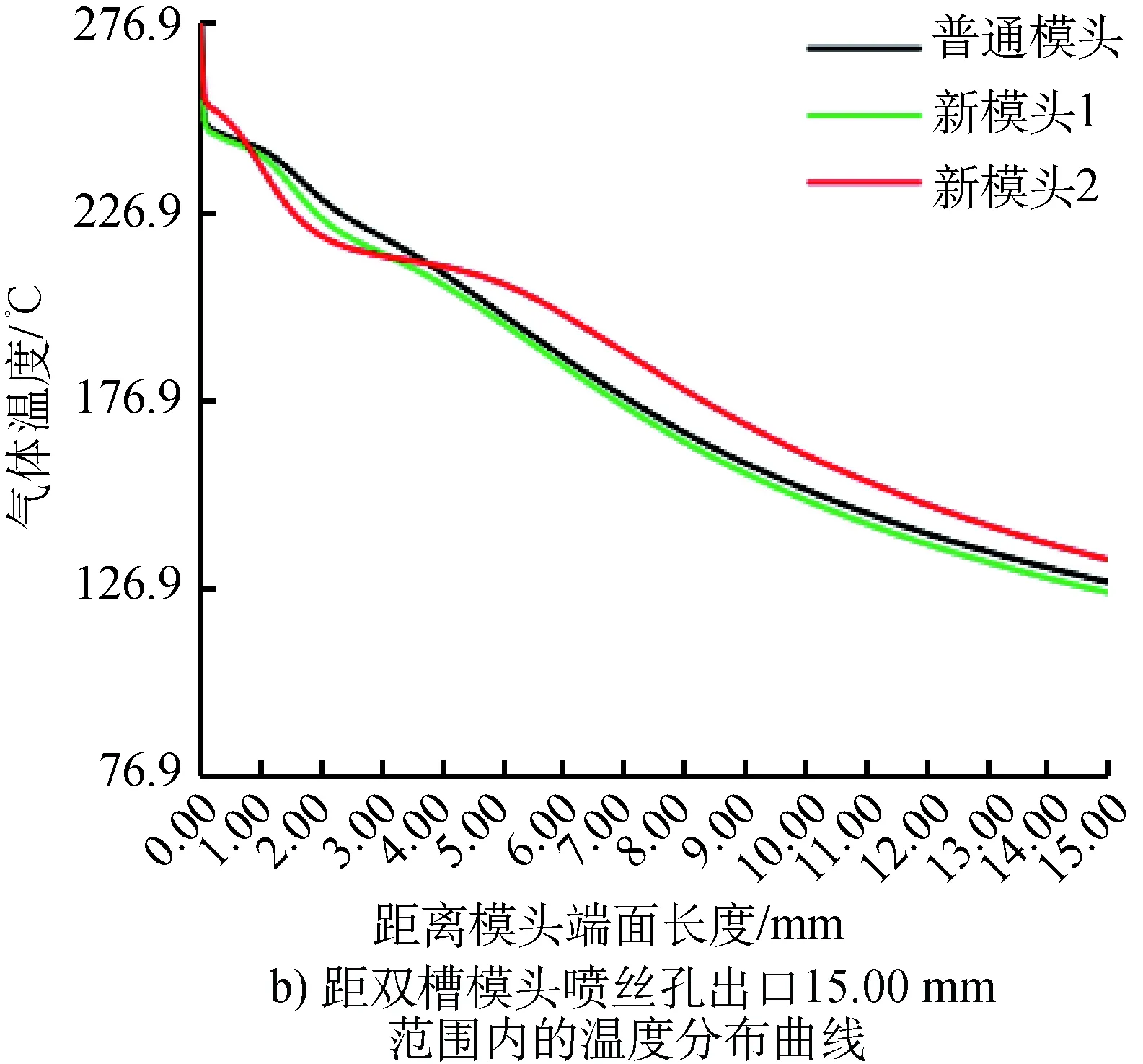
图5 不同双槽模头中心线上的温度分布
3.3 气体静态压强分布
由图6距不同双槽模头端面10.00 mm区域内的气体静态压强分布曲线可知,3个模头中心线上的静态压强都呈现先增大后减小,最后趋于平缓的趋势。距模头端面大于4.00 mm的较大范围内,3个模头的静态压强基本相同。在模头端面附近,新模头2的气体静态压强最大,压力差也较大,可赋予熔融纤维较大的压力,从而有利于纤维的细化。
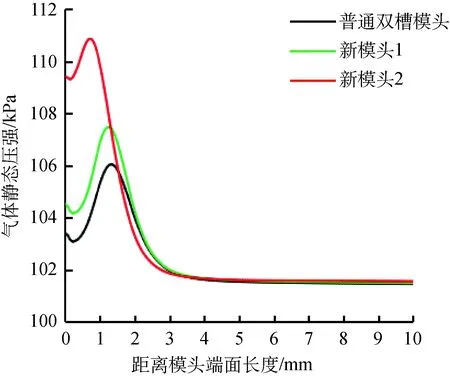
图6 距模头端面15.00 mm范围的气体静态压强分布曲线
3.4 湍流强度分布
由图7不同模头中心线上的湍流强度分布曲线可知,与普通双槽模头和新模头1相比,新模头2中气流湍流强度的初始值和湍流强度峰值都较小。在距离模头端面大于8.00 mm的区域,新模头2的湍流强度略高,但不会对纤维的细化产生明显影响。因此,新模头2喷丝孔附近的区域存在较低的湍流强度,有助于熔喷纤维的拉伸。
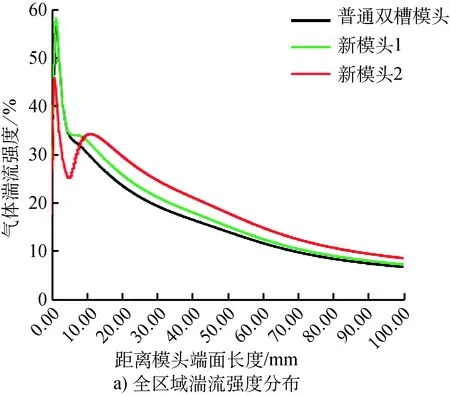
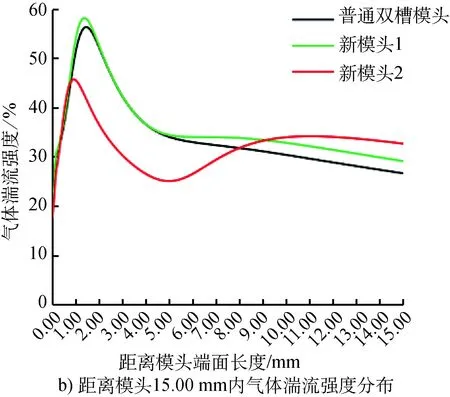
图7 不同双槽模头中心线上的湍流强度分布
湍流强度是气流场中流速产生波动的主要因素,带有渐缩式气槽和同时带有渐缩式气槽与圆弧形喷丝板端面的两种新型熔喷双槽模头结构可大幅降低模头端部气流波动对纤维细化的影响。因此,两种新双槽模头相比普通双槽模头能够更有效地降低聚合物熔体在模头端面黏附的概率,减少纤维的断裂及纤维间的黏连。
4 结论
本文基于普通熔喷双槽模头,设计了具有渐缩气槽和同时带有渐缩式气槽与圆弧形喷丝板的新型双槽模头。采用CFD方法和标准k-ε湍流模型模拟了气流在普通双槽模头和新模头流场中心线上的气体速度、气体温度、气体静态压强及湍流强度分布等参数,可得如下结论。
(1) 相比普通双槽模头,气流在新双槽模头中心线上的平均流速增加了32.4%,最大速度可增加27.7%,距模头端面15.00 mm范围内的平均流速相应增加了38.5%,增幅较大。此外,新双槽模头中较小的湍流强度能够降低模头端面附近回流区的反向速度,减少模头端面熔喷纤维的断裂和黏附现象。
2) 在距离模头端面4~6 mm的区域内,新双槽模头不仅有较大的气体流速,还有较高的气体温度,能有效减缓模头中心线上气流温度的衰减程度,从而达到降低能耗的目的。
3) 气流在新双槽模头中的最大静态压强和压强差较大。较高的压强值和压强差有利于纤维的进一步细化。
带有渐缩式气槽和同时带有渐缩式气槽与圆弧形喷丝板端面的两种新型熔喷双槽模头有较好的气流速度和温度分布优势,且气流流速较高,回流区反向流速小,气体静态压强和压强差较大,湍流强度较小。因此,新双槽模头的结构有助于熔喷工艺中纤维的细化,提高纤维产品的质量。
猜你喜欢
伴侣(2024年6期)2024-06-26 05:00:52
机电工程技术(2022年4期)2022-05-12 09:41:28
橡塑技术与装备(2022年1期)2022-01-20 08:41:00
纺织报告(2021年12期)2021-12-20 05:06:28
纺织科技进展(2021年3期)2021-06-09 08:07:20
设备管理与维修(2020年21期)2021-01-05 03:26:40
现代塑料(2018年3期)2018-04-13 10:23:22
合成纤维工业(2016年5期)2016-11-16 06:21:14
——目镜套筒
上海计量测试(2016年1期)2016-08-03 11:30:56
中外医疗(2015年5期)2016-01-04 03:57:53