
VVER-1000机组主管道焊接接头冲击性能影响因素分析
2021-08-03 08:30寇斌达韩传高王理博
热力发电 2021年7期
刘 斌,寇斌达,卢 夏,李 洋,韩传高,王理博
(1.华能核电开发有限公司,北京 100031;2.西安热工研究院有限公司,陕西 西安 710054)
随着经济快速发展,人们对能源的需求持续增加,预计到2025年,全球CO2排放量将达到371.2亿t,年均增长1.85%[1-2]。为了弥补化石能源不可再生、严重污染环境及高碳排放的不足,核电成为当前最有可能大规模替代化石燃料的清洁能源[3-4]。核电技术的发展可以大大减少由化石燃料产生的CO2排放量[5],但核电目前仅占世界发电总量16%。
我国核电技术从秦山、大亚湾压水堆核电站[6]的建设开始,始终坚持引进、消化、吸收、再创新战略,目前第三代核电站已经实现商业化运行[7],第四代核电高温消化气冷堆和钠冷快堆已经开始建设,我国逐步进入国际核电领域第一梯队[8]。国内运营的核电机组堆型主要是压水堆,其中AP1000是引进美国西屋公司的第三代压水堆核电技术[9],EPR是引进法国电力集团和法马通共同开发的第三代压水堆核电技术[10]。VVER-1000核电是俄罗斯第三代先进核电技术堆型[11],通过消化吸收再创新我国成功开发出华龙一号[12]和CAP1400[13]压水堆核电技术。
我国某核电站的二期工程3、4号机组采用了俄罗斯的VVER-1000核电技术,采用此技术的每台机组主要由1台反应堆压力容器、4台蒸汽发生器、4台主泵和1台稳压器及4个环路的主管道组成。本文主要对VVER-1000核电主管道所用的珠光体耐热钢进行焊接工艺评定试验,对获得的焊接接头进行力学性能试验,分析接头力学性能不合格原因并提出改进措施。
1 焊接工艺评定试样制备
1.1 力学性能试样
核岛一回路主冷却剂系统被称为核电站的“主动脉”,核岛一回路主冷却剂系统结构如图1所示。

图1 一回路主冷却剂系统结构示意Fig.1 Schematic diagram of the main piping system structure
主管道焊接工艺评定试件所用的母材为10ГН2МФА(10MnNi2MoVA,锻件内壁带有电渣带极堆焊5 mm厚СБ07Х25Н13耐腐蚀层),母材属于珠光体耐热钢,具有较高的强度,同时塑性和韧性良好,供货状态为调质(淬火+高温回火)态。由于焊接热输入量过低和过高都会对焊接热影响区(HAZ)和焊接接头造成不利影响,因此这类钢施焊过程中必须严格控制焊接热输入量。
对于这类低碳调质钢焊接接头的焊缝金属而言,为了获得良好的强韧性,需要获得针状的铁素体组织,这种组织必须在较快的冷却条件下才能获得,因此在主管道焊接过程中,需要根据不同焊接位置控制焊接工艺参数(焊接热输入、焊接速度、预热温度及道间温度等),以避免焊缝的脆性转变温度区间和局部区域焊接热输入过大造成焊接接头焊缝熔敷金属微观组织粗大及其冲击韧性下降等问题。
图1 中主管道焊接接头类型为对接,焊接坡口型式与主管道设计图纸一致为V型坡口,坡口与接头类型如图2所示。

图2 坡口与接头类型示意Fig.2 Schematic diagram of the groove and joint type
焊接方法为传统的氩-电联合工艺(GTAW+SMAW),焊接位置为管水平固定立向上焊。其中打底焊采用手工钨极氩弧焊,焊材为俄罗斯生产的Св-08Г2С型号焊丝(Φ2.0 mm);填充焊及盖面焊都采用焊条电弧焊,焊材为俄罗斯生产的ПТ-30型号焊条(Φ3.0 mm、Φ4.0 mm)。试件的焊接工艺评定参数见表1。

表1 焊接工艺评定参数Tab.1 Parameters of the welding procedure qualification
1.2 力学性能的取样
依据俄标ПНАЭГ—7—010—89《核动力装置的设备和管道焊接接头和堆焊的检验规程》的相关规定及实际施焊时各部位的焊接热输入情况来确定各力学性能的取样位置,取样位置如图3所示。

图3 力学性能取样位置示意Fig.3 Schematic diagram of the sampling position for mechanical property
冲击性能试样主要取自焊接接头立向上焊区域,取样标准依据俄标ГОСТ 6996—66中表4第13条规定,即对与单面多道对接焊缝金属、母材厚度61~ 350 mm的焊接接头,每个横截面冲击试样的取样(图4),冲击试样缺口V型,尺寸10 cm×10 cm×55 cm。

图4 横截面取样部位示意Fig.4 Schematic diagram of sampling position for crosssection impact
1.3 冲击试验评定标准
主管道对接焊缝冲击性能的判定主要根据ПНАЭГ—7—002—89中第5.5.1.1条和第5.5.1.2条的相关规定。第5.5.1.1条规定“在温度TK时,冲击韧性算术平均值应不低于表П2.1所示值,而冲击韧性最小值不低于表П2.1所示值的70%”;第5.5.1.2条规定“在温度TK+30=20 ℃时,冲击韧性算术平均值应不低于表П2.2所示值,而冲击韧性最小值不低于表П2.2所示值的70%”,断口韧性比值最小值不低于50%。
2 冲击试验结果
对主管道对接接头进行第1次焊接工艺评定时,发现焊接接头冲击性能试验焊缝区试样的冲击性能不合格的问题,脆性临界转变温度验证试验共进行了2次。
首次冲击性能验证试验、加倍冲击性能验证试验和补充冲击性能试验依据俄标要求进行取样与冲击性能评判,冲击性能试验结果见表2。
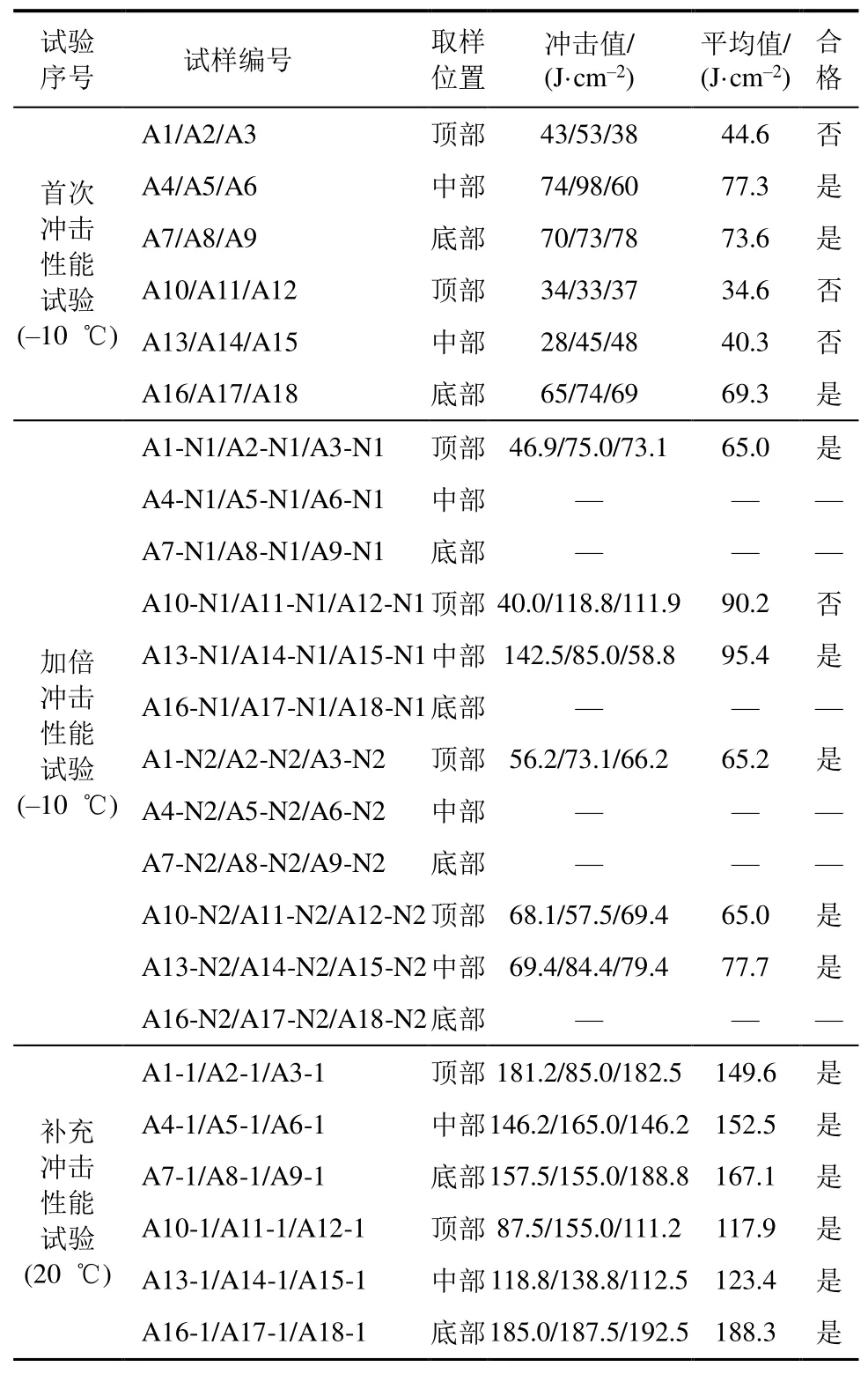
表2 首次、加倍及补充冲击性能试验结果Tab.2 The impact toughness of the first impact test,duplication test and supplementary test
其中,首次与加倍冲击性能试验在TK=–10 ℃下进行,补充冲击性能试验在TK+30 ℃=20 ℃条件下进行。由表2首次冲击性能试验结果可知:经过氩弧焊打底的试样冲击值全部合格,说明使用手工氩弧焊打底获得的焊缝质量更稳定。冲击值不合格试样均出现在焊条电弧焊的填充和盖面层,而且主要集中在近3点钟的爬坡区域,所取试样A1—A9、A10—A18中部位置的取样有1组冲击值合格但数值偏低,顶部位置的2组取样冲击值都不合格。
加倍冲击性能验证试验结果表明:2组冲击性能合格,但仍有1组顶部试样中的1件(试样编号A10-N1)的冲击值不合格(40 J/cm2)。补充冲击性能试验结果表明冲击性能数值全部合格,由此也说明冲击韧性低的问题仅存在于较窄的低温区间。
3 原因分析与讨论
为了查找焊接工艺评定冲击试验值不合格的原因,主要从工艺评定实施过程的各个影响因素进行排查,如评定实施过程的人员及设备、焊接材料、焊接位置、焊接工艺参数及焊后热处理参数等。
3.1 工艺评定实施过程
图5 为焊接工艺评定(WPQ)的实施流程示意。

图5 焊接工艺评定实施流程Fig.5 The implementation process of the welding procedure qualification
由图5可见,通过对“人机料法环”等因素的仔细排查,发现入厂后已对焊材进行复验且检验合格,但是在焊丝Св-08Г2С和ПТ-30焊条的合格证中均未明确给出TK≤0 ℃与TK≤–10 ℃的具体冲击试验值。由此可以初步判断使用焊材的冲击值可能存在问题。另外,在焊接参数选择方面,过高的热输入量会降低接头的冲击韧性和强度[14],焊接过程中的热输入也可能是影响冲击不合格的因素。
3.2 焊材化学成分和力学性能
基于3.1节影响因素的排查,焊材问题可能是引起接头冲击性能下降的一个因素。因为主管道所用焊条出厂时冲击值偏低,将不可避免地导致实际施焊的产品焊缝冲击性能偏低。而且2次焊接工艺评定冲击韧性值不合格的试样均取自焊缝上表面及中心位置,这2个区域均使用直径Ф4.0 mm 的ПТ-30焊条。因此本节对该核电站2次主管道焊接工艺评定使用的焊条进行化学成分与冲击性能分析。
3.2.1 焊条ПТ-30熔敷金属化学成分对比分析
该核电站2次主管道焊接工艺评定所用焊条牌号ПТ-30,化学成分见表3。由表3可知:除Si元素外,其他主要元素成分比较正常。所不同的是第2次焊接工艺评定使用的焊条Si元素质量分数较第1次使用焊条的高(约0.14%~0.15%),特别是第436批次、Ф4.0 mm的ПТ-30焊条Si质量分数达到了标准要求的上限。使用此焊材焊接形成的焊缝,其冲击性能会略有降低。因为Si元素在焊接熔池中,一方面会与Mn元素联合脱氧,另一方面Si元素也会作为合金剂,适量的Si元素有助于提高焊缝的屈服强度与弹性极限,但如果Si质量分数过高,则会导致焊缝金属塑性和韧性降低[15]。

表3 焊条熔敷金属化学成分Tab.3 Chemical composition of the welding rod
3.2.2 焊条ПТ-30冲击值对比分析
2次主管道焊接工艺评定使用焊条ПТ-30的冲击值见表4。由表4可知,第2次焊接工艺评定采用焊条的冲击值比第1次焊条的低,尤其第2次焊接工艺评定所用Ф4.0 mm的ПТ-30焊条,其TK=–10 ℃的冲击值为80~92.5 J/cm2,仅略高于焊缝TK= –10 ℃的冲击值≥59 J/cm2要求。

表4 焊条熔敷金属冲击值Tab.4 Impact toughness of the welding rod
3.3 施焊位置对比
核电站二期工程共进行了4组主管道焊接工艺评定:第1、2组为水平固定位置,第3、4组为垂直固定位置。表5为4组焊接工艺评定焊缝区域的冲击性能试验结果。由表5可知,主管道焊接工艺评定中水平固定位置的平均冲击值普遍低于垂直固定位置的平均冲击值,特别是第1组主管道水平位置对接焊缝焊接工艺评定的冲击值更低。

表5 主管道焊接工艺评定试样冲击值(–10 ℃) 单位:J/cm2Tab.5 The impact toughness results of the main piping joints in the welding procedure qualification test
从焊接操作位置看,由于水平固定位置操作难度大,焊接时存在仰焊、立焊和平焊3个不同施焊位置。不同焊接位置施焊时,焊接参数和操作手法有所不同,焊接热输入也会有很大变化。现场实测平焊和立焊位置焊接热输入见表6。由表6可知:水平固定位置时焊接速度不均匀,尤其是在立向上焊位置焊接速度较慢,易造成局部热输入量偏大,高达平焊位置热输入的1.5倍左右。

表6 实测平焊和立焊位置焊接热输入Tab.6 The heat input value comparison at the horizontal and vertical welding positions
3.4 焊接电流参数对比分析
根据图3所示,焊缝上表面位置的脆性临界转变温度验证的冲击试样取样位于焊缝焊条电弧焊的最后4层。对该主管道相同取样位置进行第2次2组焊接工艺评定时,采用的焊接工艺参数中焊条电流见表7。由表7可知,在相同取样位置,2组焊接工艺评定所用的焊接电流范围基本一致,且第2组焊接工艺评定的接头冲击性能合格,说明焊接电流选择合适。
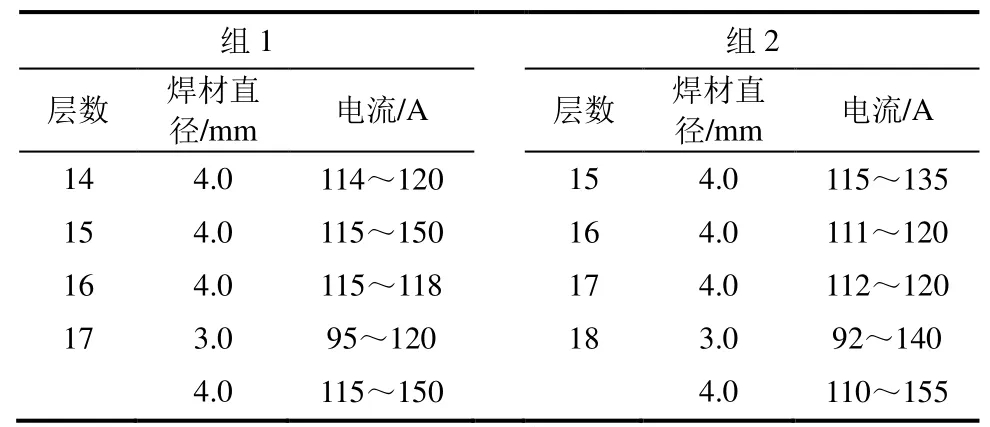
表7 相同冲击试样取样位置电流参数Tab.7 The current parameters at the same sampling positions
3.5 焊后热处理参数的影响
焊接接头的局部焊后热处理工艺是依据俄标ПНАЭГ—7—009—89相关规定进行。焊后回火热处理参数均为保温温度(640±20)℃,保温时间8 h。在焊后热处理结束后按图3进行冲击试样取样。经核对首次、加倍及补充冲击性能试验,结果表明冲击值大部分都符合标准要求,由此说明焊后热处理工艺参数合适,也表明焊后热处理不是部分焊缝金属冲击性能不符合标准的主要因素。
3.6 金相组织分析
选取第1组工艺评定中冲击韧性值合格和不合格的相邻2件试样进行对比分析。试样编号分别为1-a、1-b。金相试样采用体积分数4%的硝酸酒精溶液浸蚀后,用光学显微镜放大200倍观察,2个试样的典型金相组织对比如图6所示。
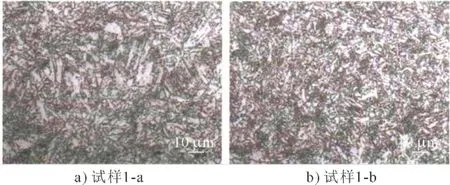
图6 2个冲击试样金相组织对比Fig.6 Microstructures of the impact toughness test samples
由图6可见,2个冲击试样的断口附近组织均为贝氏体+铁素体+少量粒状珠光体,但试样1-a中贝氏体的条块尺寸远比试样1-b的粗大。粗大的焊缝组织及粗大的块状贝氏体,对焊缝组织晶粒间的割裂作用增大,直接影响焊缝金属的冲击韧性。焊缝组织越粗大,对冲击韧性的影响越大。焊缝组织粗大及块状贝氏体长大的原因主要是焊接热输入量过大[16],导致焊缝冷却速度较慢,焊缝组织有较充分的时间长大。
3.7 硬度对比分析
对金相检验后的试样1-a、1-b表面进行显微硬度试验,硬度检测结果见表8。由表8可知,试样1-a的硬度值明显高于试样1-b的硬度值,说明局部区域的组织粗大,导致焊缝局部硬度、强度增加,韧性降低。

表8 显微硬度试验Tab.8 The micro-hardness test result
3.8 冲击断口对比分析
选取第1组焊接工艺评定中冲击性能合格和不合格的2个试样,分别进行冲击断口宏观与微观形貌观察。其中冲击韧性不合格的试样编号为1-a,冲击值为40 J/cm2;冲击韧性合格的试样编号为1-b冲击值为118 J/cm2。使用10倍放大镜观察冲击断口形貌,试样1-a的断口脆性断裂区未发现明显的焊接缺陷(夹渣、气孔等),但断口整体呈现脆性断裂倾向,并且脆性断裂区面积远大于试样1-b的断口脆性断裂区面积(图7)。测量计算脆性断裂区面积,得出试样1-a和1-b的脆性断裂区分别约占整个断口面积15%和55%
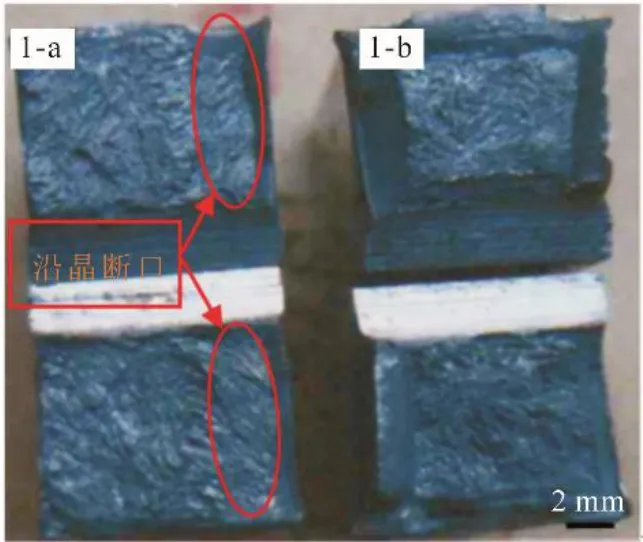
图7 冲击断口宏观形态Fig.7 Macro appearance of the impact test sample
冲击韧性合格与不合格试样的微观断口形貌如图8—图10所示。由图8—图10可见:不合格试样1-a的裂纹源位于V型缺口附近,首先形成窄小的韧窝撕裂带,随后裂纹向内脆性扩展,断口上存在一条带状的沿晶断口区,由立体的等轴晶和粗大的柱状晶组成,其他脆性断裂区为准解理+解理断口,最终断区位于缺口对侧,呈拉长的韧窝断口形貌。合格试样1-b的裂纹源位于V型缺口附近,呈韧窝断口,扩展区以准解理+解理断裂形态为主,只观察到零星的沿晶断口,终断区呈韧窝断口。上述分析表明,2个冲击试样断口上均未观察到明显夹渣、气孔等焊接缺陷,在冲击值低的试样断口上观察到沿晶脆性断口形貌,也表明此焊接接头存在晶界弱化现象。

图8 冲击断口起裂源区微观形态Fig.8 Micro appearance crack resource of the impact sample

图9 冲击断口扩展区微观形态Fig.9 Micro appearance of the crack propagation within the impact sample
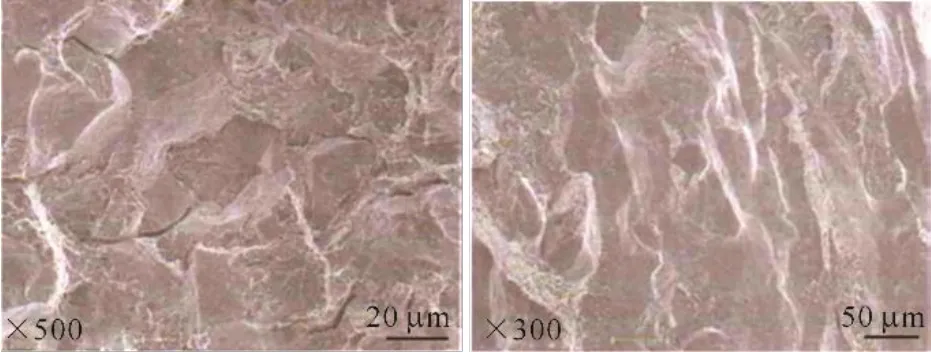
图10 试样1-a中条带状沿晶断口区微观形态Fig.10 Strip-like intercrystalline fracture appearance within the impact sample 1-a
4 处理及监造预防措施
通过上述分析,主管道焊接工艺评定焊缝冲击性能不合格的原因可归纳为:立焊位施焊时焊接热输入过大是主要原因,焊条中Si元素质量分数偏高、焊条出厂冲击值较低是次要原因。对此,在重新进行的焊接工艺评定中,在立焊位区域进行填充及盖面焊接时,全部采用Φ3.2 mm小直径焊条施焊,适当减小焊条摆动幅度以减小单层焊道的宽度不超过焊条直径的3倍(即≤9.6 mm),减少焊道的厚度,使单层焊道厚度不超过焊条直径(即≤3.2 mm),焊接速度从0.8 mm/s提高到1.66 mm/s,焊接接头的层道数由原来的13层35道增加到14层39道以降低焊接过程的热输入;同时控制立焊区域的层间温度,使层间温度偏下限(即150~250 ℃),这样有助于焊缝金属冷却,减小焊缝组织长大。
焊接工艺重新评定的结果表明焊缝区的冲击试样在TK=–10 ℃时的冲击性能全部达标,且冲击值均较高(表9)。由此,对于同类管道焊接时,从监造角度提出以下预防措施:

表9 焊接接头冲击性能试验结果(–10 ℃)Tab.9 Impact toughness results of the joint in the new welding procedure qualification (–10 ℃)
1)主管道焊接所用ПТ-30焊条中化学元素Si质量分数升高,焊缝金属的韧塑性会降低,采购时需严格控制Si元素质量分数。
2)为避免影响主管道焊接接头冲击韧性,实际应用中加强焊接人员技能培训,应严格控制焊接线能量的输入。
3)严格控制立焊区域的层间温度在下限值附近,以保证焊后焊缝金属的冷却速度加快。
5 结 论
1)以VVER-1000机组主管道珠光体耐热钢的对接接头为研究对象,围绕部分立向上焊区域的填充和盖面层焊缝金属试样的冲击韧性值(–10 ℃)不达标问题,通过对“人机料法环”等因素的仔细排查,分析焊接位置、焊接工艺参数与焊条化学成分及焊后热处理参数的影响,并结合金相观察、硬度试验和断口形貌分析结果,确定了焊缝熔敷金属冲击韧性低的原因和主要因素。
2)VVER-1000机组主管道用珠光体耐热钢焊接接头的立焊位置是主管道力学性能的薄弱环节。
3)立焊位施焊时焊接速度减慢引起焊接热输入增大,造成焊缝金属组织晶粒粗大是主管道填充与盖面处熔敷金属冲击韧性偏低的主要原因。
4)焊条化学成分中Si元素质量分数偏高、焊条出厂时的冲击值较低是引起焊接接头冲击韧性低的次要原因。
猜你喜欢
全面腐蚀控制(2022年7期)2022-08-12
宁夏电力(2022年1期)2022-04-29
包头职业技术学院学报(2021年3期)2021-11-18
做人与处世(2019年18期)2019-10-18
华声文萃(2019年2期)2019-09-10
做人与处世(2019年6期)2019-04-13
中老年健康(2016年11期)2017-02-05
机械制造文摘·焊接分册(2014年3期)2014-08-14
机械制造文摘·焊接分册(2014年3期)2014-08-14
电气世界(2009年7期)2009-08-28
