斑点叉尾鮰鱼软罐头杀菌工艺研究
2021-07-24 14:35:24姜启兴聂程芳许艳顺夏文水
食品与生物技术学报 2021年3期
姜启兴, 聂程芳, 高 沛, 张 鹏, 许艳顺, 夏文水
(1.江南大学 食品学院,江苏 无锡214122;2.江南大学 江苏省食品安全与质量控制协同创新中心,江苏 无锡214122)
斑点叉尾鮰鱼是一种营养价值丰富、刺少肉多且凝胶特性较好、经济价值较高的大宗淡水鱼,是优质的水产品加工原料。目前我国的斑点叉尾鮰鱼加工业正处于起步阶段,基本上只是进行简单的粗加工,深加工的企业很少,加工程度很低,出口的产品主要为冻鱼片和鱼肚[1-2]。淡水鱼罐头制品作为罐头食品中一个比较重要的类别,因其具有较长的保藏时间、较好的口味、便于携带和食用方便等优点,深受消费者欢迎[3]。开发出安全性高、食用方便、保藏时间长的淡水鱼软罐头,不但符合当前人们的快节奏饮食习惯,而且可改变鮰鱼单一的加工模式,增加鮰鱼销售途径,促进鮰鱼产业稳定发展,为今后高蛋白质、高水分以及高脂肪含量的原料加工提供重要的理论指导。
杀菌作为罐头制品生产中一个关键技术环节,主要目的是杀灭微生物,破坏酶的活性,保持食品品质[4]。目前我国食品工业中较多地关注罐头食品的安全性而忽视了热杀菌操作对食品品质的破坏[5]。过度杀菌或杀菌工艺不合理会在很大程度上破坏食品应有的口感、风味和营养价值,甚至产生让人不愉快的过熟味。因此,本文中研究不同杀菌温度对鮰鱼罐头产品品质的影响,在获得食品安全性的前提下尽可能减少产品的高温处理时间,避免过度杀菌造成的产品质构软烂等问题,为鮰鱼加工业进一步发展提供可靠的理论依据。
1 材料与方法
1.1 材料与试剂
鲜活斑点叉尾鮰鱼(1.5~2.0 kg/尾):购于无锡市滨湖区华润万家超市;金龙鱼食用调和油、味精、食盐、碳酸氢钠、番茄酱、白砂糖等:购于无锡市滨湖区华润万家超市;三氯乙酸、硫代巴比妥酸(TBA)、氯仿均为分析纯:购于国药集团化学试剂有限公司。
1.2 仪器与设备
TA-XT2i物性分析仪:英国Stable Micro公司产品;CR-400型色彩色差计:日本ONICA MINOLTA产品;UV-1000紫外-可见分光光度法:上海天美科学仪器有限公司产品;DZ-280/2SE型真空封口机:东莞市金桥科技电器制造有限公司产品;DM6801B型数字温度表:上海密莱电器有限公司产品;立式压力蒸汽灭菌锅:西安常仪生化仪器有限公司产品;EF-6L型电炸炉:英联斯特餐饮设备公司产品;电热恒温培养箱:上海捷呈仪器有限公司产品;RHS-03-700全制动回转式多功能杀菌锅:温州市龙强乳品机械厂制造。
1.3 实验方法
1.3.1 产品制作工艺流程 原料鱼→预处理→脱腥、腌制→预干燥→高温油炸→配制调味料→真空包装→杀菌冷却→产品。
鲜活斑点叉尾鮰鱼去头、去尾、去内脏,清洗,均匀分割成规格为4 cm×3 cm×1.5 cm的鱼块,洗净后放入含1 g/dL NaHCO3、6~8 g/dL NaCl、10%(体积分数)乙醇的脱腥液中浸泡2 h,取出用流水冲洗2~3 min后沥干,60℃热风干燥3 h后在180~200℃的条件下油炸3 min,将油炸后的鱼肉装袋并加入由(质量分数)75%番茄酱、9%白糖、0.3%味精、15.7%水调配好的茄汁酱,真空包装后杀菌冷却。
1.3.2 杀菌曲线的绘制 将一个无线热电偶探头插入油炸后的鱼块中心,装入蒸煮袋真空密封,另外一个热电偶探头放入杀菌锅内,分别记录加热升温过程中鱼块中心温度和杀菌锅内的温度变化,温度数据采集器设置为每间隔1 min记录一组数据,绘制杀菌温度曲线,根据温度参数由杀菌锅控制软件计算得出相应的鱼肉中心和杀菌锅内的杀菌强度F值。
1.3.3F值的计算

式(1)中:t为杀菌时间,min;T为对应时间样品的中心温度,一般以90℃作为起点温度,℃;Z为目标微生物的温度敏感性,本产品以肉毒梭状芽孢杆菌为杀菌对象,一般取10℃[6]。
1.3.4 杀菌强度的确定 根据美国FDA建议的F值(3 min),考虑生产实际,在此基础上分别增加20%、50%、80%的安全系数,即对应的杀菌强度分别为3.6、4.5、5.4 min,然后分别在110、115、118、121、129℃条件下杀菌达到相应的F值。每组实验制备20袋样品,杀菌后在37℃下保温10 d,观察胀袋情况,确定安全杀菌强度F值。
1.3.5 质构的测定 将杀菌后的鱼肉冷却至室温,取出块状鱼肉采用TA-XT2i物性分析仪,探头型号为P25,样品采用TPA模式下压缩测试,每组测试2次,测试参数设置为:测前速率为2 mm/s,测试速率为1 mm/s,测后速率为5 mm/s;压缩程度40%,间隔时间5 s,负重探头为Auto-5 g,数据收集率200。每组样品测定6个平行样品,取平均值。记录其硬度、弹性、咀嚼性数据。测定参数参考Rustad等[7]方法。
1.3.6 色泽的测定 将油炸好的鱼肉沥干冷却至室温,取出块状鱼肉用色差仪测量其L*、a*和b*值,不同条件下每组取3块,重复测定6次取平均值。
1.3.7 硫代巴比妥酸(TBARS)值的测定 取10.00 g样品粉碎,加50 mL 7.5 g/dL的三氯乙酸(含0.1 g/dL EDTA),振荡30 min,双层滤纸过滤。取5 mL滤液,加5 mL浓度为0.02 mol/L的2-硫代巴比妥酸溶液,沸水浴中保温40 min,取出冷却1 h后,在转速为1 600 r/min下离心5 min,取上清液后再加5 mL氯仿振荡摇匀,静置分层后取上清液分别在波长为532 nm和600 nm处比色,记录吸光度并用以下公式计算TBARS值[8]:

式(2)中:A532nm为在532 nm波长下测得的吸光度;A600nm为在600 nm波长下测得的吸光度;m为样品质量,g;72.06为丙二醛的摩尔质量,g/mol;155为吸光系数。
1.3.8 感官评定 感官评价的样品进行随机3位数编号,并按照随机的顺序由感官评价小组成员进行打分,对产品的腥味、咸味通过感官评价采用9分制打分,产品整体感官评价满分为10分。感官评定小组由20名(男女各10名)经培训的感官评定员组成,感官评分的具体细则和评分标准见表1。
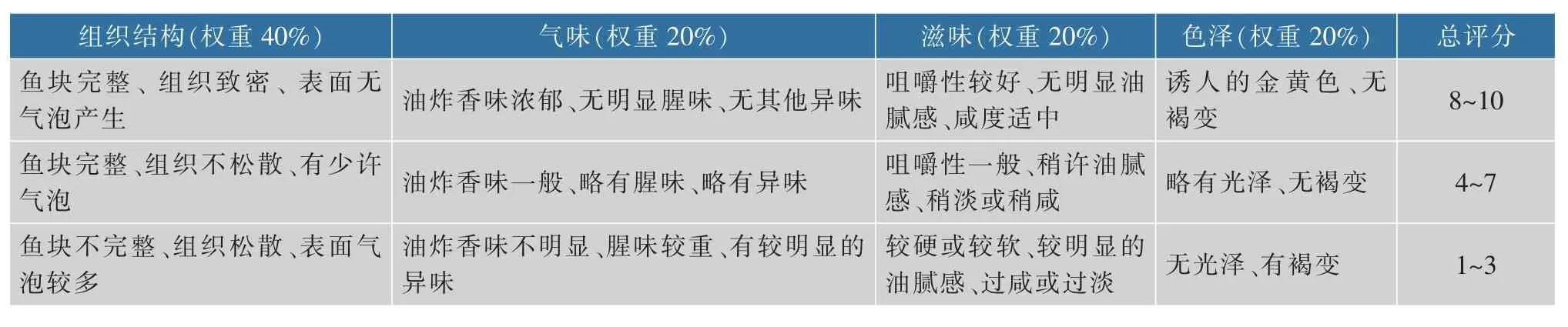
表1 鮰鱼软罐头感官评价标准Table 1 Criteria for sensory evaluation of canned catfish in retort pouch
1.3.9 数据处理 采用SPSS 20.0对数据进行显著性差异分析,用Origin 8.6进行数据绘图。
2 结果与分析
2.1 杀菌强度的确定及其对产品品质的影响
2.1.1 不同杀菌温度下杀菌强度的变化情况 将油炸好的鱼块与调味料装入真空封口袋密封,分别在温度为110、115、118、121、129℃杀菌锅内杀菌,记录杀菌锅内和鱼块中心的温度以及杀菌强度F值的数据。
不同杀菌温度下杀菌锅内和鱼块中心的传热曲线及其F值变化情况如图1所示,由图可以看出,由于本产品的鱼块比较薄,鱼块中心都能够在较短的时间内达到目标温度,但杀菌温度越高,达到相同F值所需恒温杀菌时间越短,如表2中129℃条件下,F值从3.6 min升高到4.5 min,恒温杀菌时间仅需延长0.2 min,如此短的时间变化给工业化生产中F值的精准控制带来困难,并且杀菌温度太高,杀菌锅的温度波动也较大。因此,从杀菌稳定性角度考虑,不建议采用太高的杀菌温度。
本产品水分含量较高,水分活度在0.90以上,pH接近中性,属于低酸性食品。对于低酸性鱼类罐头制品,以肉毒梭状芽孢杆菌为杀菌对象。肉毒杆菌芽孢的耐热性较高(D121.1℃=0.21 min),一般取F=12D121.1℃=2.52 min。为了安全起见,美国FDA建议选取F值为3 min,世界各国往往根据自己的实际情况适当增加安全系数。作者在此基础上分别增加20%、50%、80%的安全系数,即对应的杀菌强度为3.6、4.5、5.4 min。从图1中F值曲线并适当扣除降温过程的F值,可以反推出达到上述F值所需的恒温杀菌时间,具体见表2。

图1 各杀菌温度下的传热曲线与杀菌强度F值Fig.1 Heat transfer curve and F value of sterilization intensity at different sterilization temperatures
2.1.2 杀菌强度的确定及产品安全性研究 各温度下不同杀菌强度得到的产品参照GB 4789.26《食品卫生微生物学检验 罐头食品商业无菌的检验》在37℃下进行保温实验,观察胀袋情况(见表2)。实验结果显示,F值为3.6 min会有部分的胀袋出现,特别是杀菌温度较高时胀袋的产品较多,这可能主要是采用较高的杀菌温度,由于温差大,传热不稳定,热分布不均匀,杀菌恒温时间短,不容易精准控制导致的,从图1的传热曲线也可以看出这一点。当杀菌F值超过4.5 min后则未发现胀袋现象,从提高产品品质和节能的角度考虑,后续研究均采用杀菌强度F值为4.5 min。
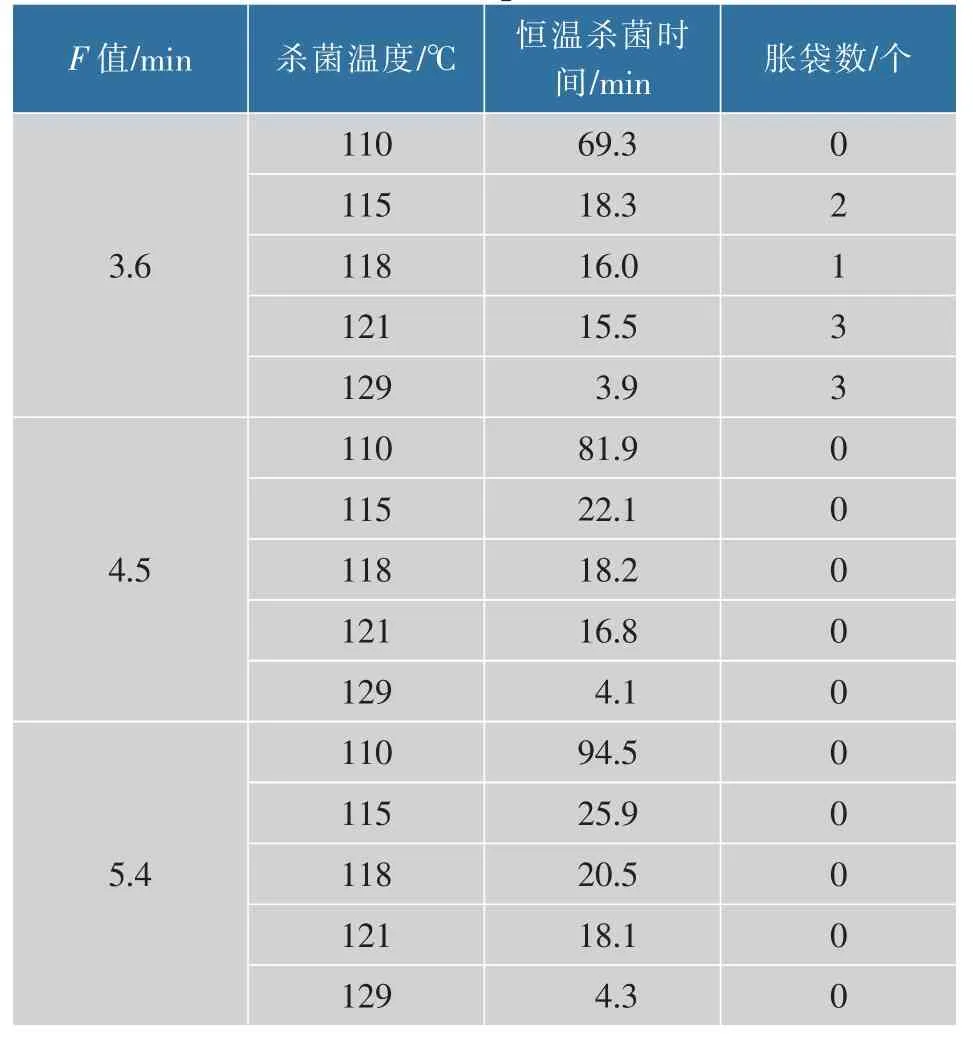
表2 不同杀菌组合条件及保温实验结果Table 2 Experimental results of different sterilization conditions and heat preservation
2.2 杀菌温度对产品品质的影响
2.2.1 杀菌温度对产品色泽的影响 在相同杀菌强度F值条件下,不同杀菌温度对鱼肉色泽的影响如表3所示,从表中可以看出杀菌鱼块的色差值相对于未杀菌的对照组都变小了,而随着杀菌温度的增加,杀菌时间的缩短,L*值是呈现逐渐增大的趋势,a*值和b*值则表现为逐渐减小的趋势。129℃时L*值最大为66.47,110℃时最小为52.24,可能由于温度越低,杀菌时间越长,美拉德反应引起的褐变越严重,导致产品的白度值下降。而110℃时a*值和b*值最大,129℃时a*值和b*值最小,显示了红度值和黄度值下降。
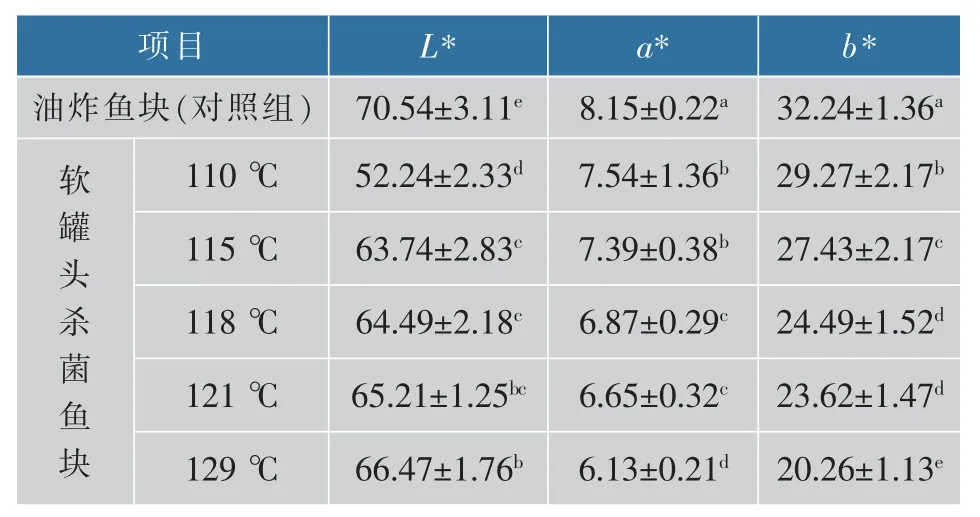
表3 不同杀菌温度下对鱼肉色泽的影响Table 3 Effect of different sterilization temperature on fish color
2.2.2 杀菌温度对产品质构的影响 相同杀菌强度(4.5 min)下,杀菌温度对鱼肉质构的影响如表4所示,总体上相对于未杀菌的空白对照组,产品的硬度、弹性和咀嚼性都有所降低。这主要是由于在杀菌过程中较长时间高温对肌纤维的破坏作用,导致肌纤维束逐渐松散[9],甚至部分蛋白质降解,从而导致质构品质下降。随着杀菌温度的增加,产品的硬度、弹性和咀嚼性都有一定程度的增加,可能由于杀菌温度越高,杀菌时间大幅缩短,降低了高温对鱼块质构的破坏。
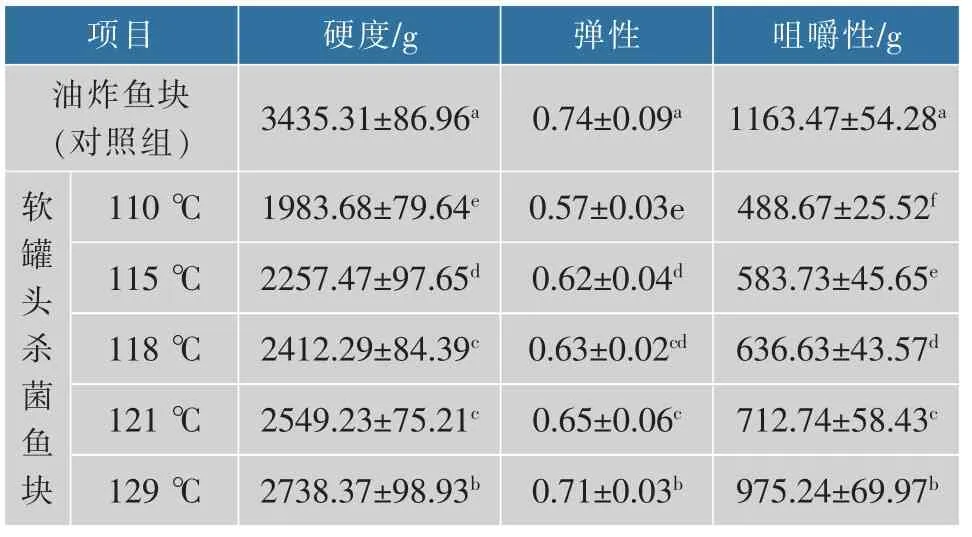
表4 不同杀菌温度下对鱼肉质构的影响Table 4 Effect of different sterilization temperature on texture of fish flesh
2.2.3 杀菌温度对TBARS值的影响 杀菌温度对鱼肉TBARS值的影响如图2所示,在相同杀菌强度(4.5 min)下,相对于未杀菌的对照组(油炸鱼块),所有杀菌条件下鱼块的TBARS值都有所下降,而随着杀菌温度的降低和杀菌时间的延长,产品的TBARS值是呈现逐渐下降的趋势,这是由于高温能够促进脂肪氧化。鱼块在油炸过程中高温下产生油脂氧化产物,杀菌过程中部分的氧化产物(醛类等)可能被破坏或降解为其他物质。
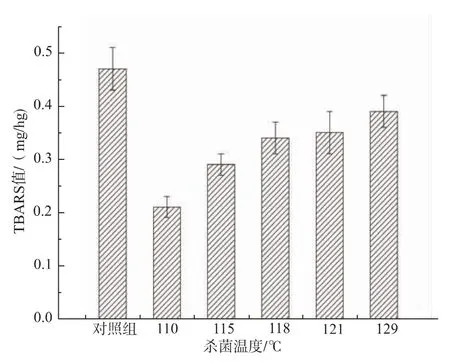
图2 不同杀菌条件对鱼肉TBARS值的影响Fig.2 Effect of different sterilization conditions on TBARS value of fish meat
2.2.4 杀菌温度对产品感官品质的影响 不同杀菌温度对产品感官品质的影响如表5所示,相同的杀菌强度(4.5 min)下,随着杀菌温度的增加和杀菌时间的减少,产品的色泽、气味、组织结构、滋味以及总体可接受度都显示逐渐增加的趋势,从总体可接受度来看,129℃杀菌条件下得到的产品品质最优,110℃显示最低的感官分数,其中气味和滋味方面的变化不显著(P>0.05)。色泽显示了较显著的变化且与仪器测试的结果一致,同时不同杀菌温度下组织结构和总体可接受度也有着较显著的变化,这可能是由于杀菌温度的升高减少了产品在高温下的暴露时间,减少了对产品质构、色泽等品质的影响。
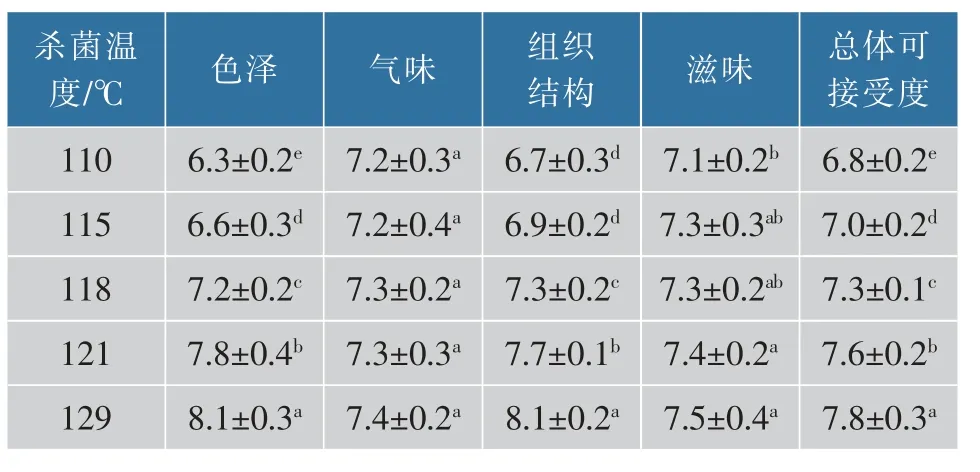
表5 不同杀菌温度对产品的感官评价Table 5 Sensory evaluation of products under different sterilization conditions
3 结 语
通过对不同杀菌温度(110、115、118、121、129℃)下杀菌曲线的测定,初步确定了特定F值下不同温度的恒温杀菌时间。在F值为3.6、4.5、5.4 min条件下分别杀菌,并进行保温实验,产品的杀菌强度F值达到4.5 min以后未发现涨袋现象。
研究发现在相同杀菌强度下(F=4.5 min),杀菌温度对产品品质的影响显著。随着杀菌温度的升高,产品亮度L*值增大,红度a*值和黄度b*值变小;产品的硬度、弹性和咀嚼性都有一定程度的增加,感官评分也随着杀菌温度的升高而增大;而随着杀菌温度的升高,产品的TBARS值也呈现增大的趋势。
整体而言,针对本研究中的产品,在相同杀菌强度下,适当的升高杀菌温度,可以降低高温对产品质构、色泽以及感官品质的破坏,避免了过度杀菌造成的产品质构软烂等问题。但是从杀菌曲线也可看出,由于高温条件下存在罐头杀菌的传热不稳定和精准控制难的问题,从杀菌稳定性的角度考虑不建议选择太高的杀菌温度。
猜你喜欢
故事作文·高年级(2023年2期)2023-05-30 10:48:04
农家致富顾问·上半月(2021年6期)2021-12-26 17:18:17
食品安全导刊(2021年21期)2021-08-30 08:22:00
饮食与健康·下旬刊(2016年4期)2016-11-28 17:52:42
食品界(2016年4期)2016-02-27 07:37:09
中国洗涤用品工业(2015年11期)2015-02-28 19:03:07
食品工业科技(2014年11期)2014-03-11 18:16:08
食品工业科技(2014年7期)2014-03-11 18:14:58
油气田地面工程(2014年12期)2014-03-08 20:17:15
食品科学(2013年14期)2013-03-11 18:24:57