模量增强剂8180在全钢子午线轮胎胎肩垫胶中的应用
2021-07-24 08:59廖万林
轮胎工业 2021年12期
刘 琦,高 明,刘 平,王 钊,李 辉,廖万林
(宁夏神州轮胎有限公司,宁夏 平罗 753400)
全钢子午线轮胎在使用过程中由于高速、高负荷导致轮胎肩部升温加快,容易出现肩空损坏,从而缩短了轮胎的使用寿命。在以往的研究中,通过调节炭黑、白炭黑、氧化锌等材料的添加比例来延缓胎肩垫胶的生热[1-5],但效果不理想。为此,很多橡胶助剂企业研究开发出各种能够降低全钢子午线轮胎胎肩垫胶压缩生热的助剂产品,有些助剂的添加效果非常明显[6-10]。
本工作主要研究国产模量增强剂8180在全钢子午线轮胎胎肩垫胶中的应用效果。
1 实验
1.1 主要原材料
天然橡胶(NR),STR20,泰国产品;炭黑N330,乌海黑猫炭黑有限责任公司产品;白炭黑,牌号175Gr,山西同德化工股份有限公司产品;硅烷偶联剂,牌号TYC-SI69(纯度为100%),景德镇宏柏化学科技有限公司产品;氧化锌,普通级(纯度为99.70%),扬州振中锌业有限公司产品;硬脂酸,牌号800,连云港益海化工有限公司产品;乙炔树脂,牌号Koresin,德国巴斯夫化工有限公司产品;模量增强剂,牌号8180,台州黄岩东海化工有限公司产品;防老剂,牌号4020,RD和3100,山东尚舜化工有限公司产品;不溶性硫黄,牌号HD OT20,江西建博士橡胶助剂有限公司产品;促进剂TBBS和CBS,天津科迈化工股份有限公司产品。
1.2 配方
生产配方:NR 100,炭黑N330 30,白炭黑7,硅烷偶联剂 1.5,氧化锌 5,硬脂酸 2,乙炔树脂 2,防老剂RD/4020/3100 3,硫化体系3.5,其他 1。
1#—3#试验配方中分别加入1,1.5和2份模量增强剂8180,其余组分及用量均同生产配方。
1.3 主要设备和仪器
BB-2型和BB430型密炼机,日本神户制钢公司产品;XK-160型开炼机和XLB-800型平板硫化机,青岛先锐机电公司产品;GN255型密炼机和XK-660型开炼机,益阳橡胶机械集团有限公司产品;MV2000型门尼粘度仪和MD2000型无转子硫化仪,美国阿尔法科技有限公司产品;3365型电子拉力机,美国英斯特朗公司产品;RH-2000N型压缩生热试验机和LT5000型轮胎强度试验机,中国台湾高铁检测仪器有限公司产品;GX-YLN-1212型轮胎耐久性试验机,青岛高校测控技术有限公司产品。
1.4 混炼工艺
1.4.1 小配合试验
胶料首先在BB-2型密炼机中混炼,混炼工艺为:生胶、小料,转子转速为60 r·min-1,压压砣40 s→炭黑,转子转速为40 r·min-1,压压砣60 s→提压砣→压压砣300 s或150 ℃排胶,在XK-160型开炼机上薄通3遍出片,停放2 h;然后在开炼机上加入硫化体系,辊筒温度为(60±5) ℃,待完全吃料后打8次三角包,出片,停放8 h。
1.4.2 大配合试验
胶料分3段混炼。一段混炼在BB430型密炼机中进行,转子转速为40 r·min-1,压砣压力为13 MPa,加入NR、小料和炭黑,混炼时间为180 s,停放2 h;二段混炼在BB430型密炼机中进行,转子转速为35 r·min-1,压砣压力为13 MPa,加入一段混炼胶,混炼时间为160 s,停放2 h;三段混炼在GN255型密炼机中进行,转子转速为25 r·min-1,压砣压力为12 MPa,加入二段混炼胶和硫化体系,混炼时间为180 s。
最后使用XK-660型开炼机制备出终炼胶,停放8 h。
1.5 性能测试
各项性能均按照相应的国家或企业标准进行测试。
2 结果与讨论
2.1 理化分析
模量增强剂8180的理化分析结果如表1所示。
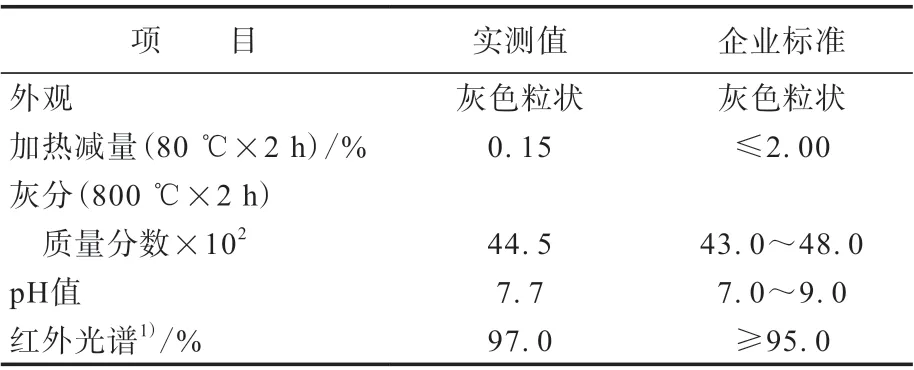
表1 模量增强剂8180的理化分析结果
从表1可以看出,模量增强剂8180的pH值为7.7,是一种碱性材料。
2.2 小配合试验
小配合试验结果如表2所示。
从表2可以看出:随着模量增强剂8180用量的增大,胶料的门尼粘度变化不大,门尼焦烧时间缩短,其中3#试验配方胶料的门尼焦烧时间最短,Fmax逐渐增大,t90逐渐缩短;1#试验配方硫化胶的拉伸强度最大,2#试验配方硫化胶的压缩生热最低,其他物理性能没有明显差异。
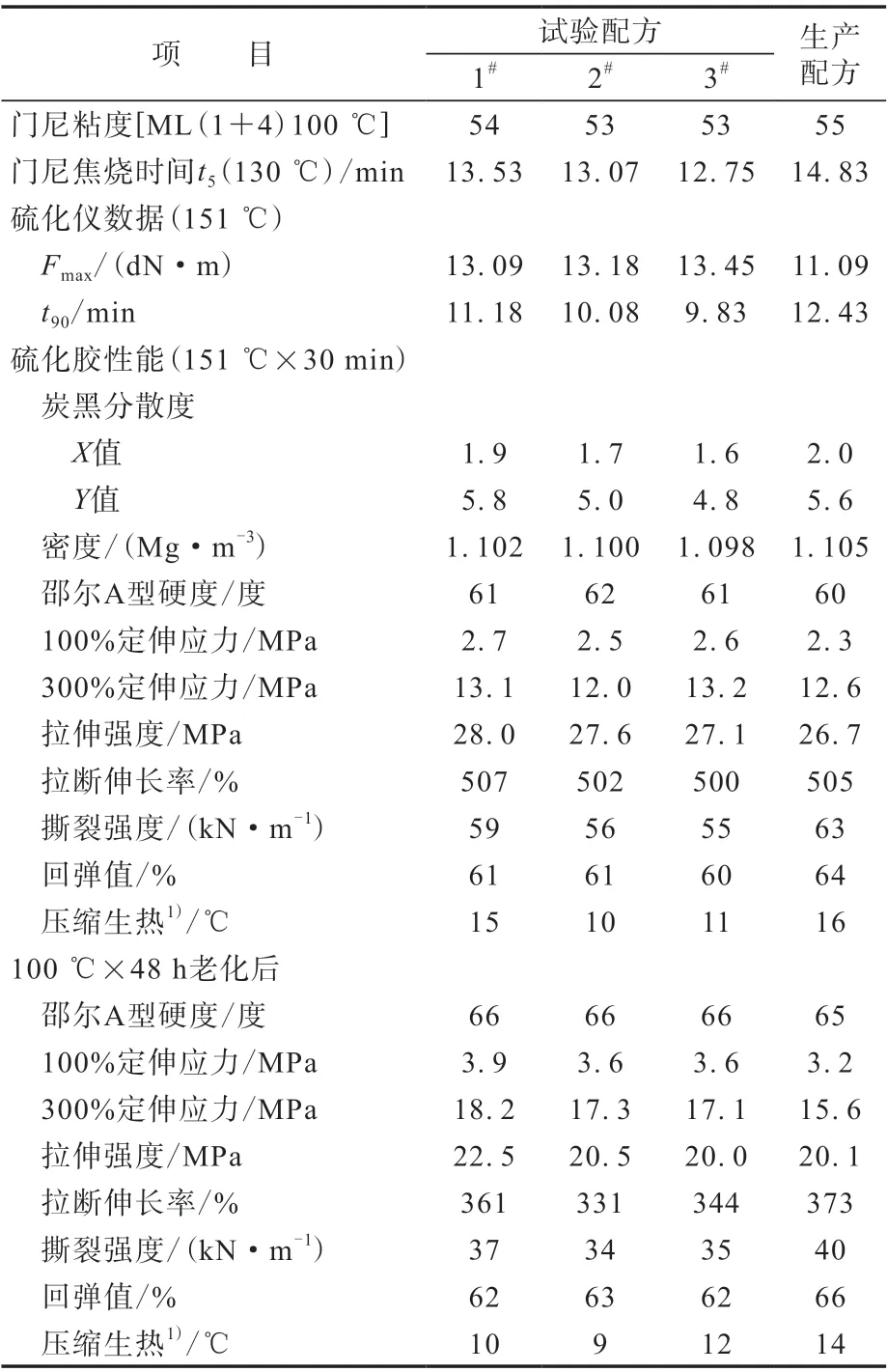
表2 小配合试验结果
2.3 大配合试验
为了进一步验证模量增强剂8180对胎肩垫胶压缩生热的影响,优选2#试验配方进行大配合试验,试验结果如表3所示。
从表3可以看出:与生产配方胶料相比,2#试验配方胶料的门尼焦烧时间和t90缩短,Fmax增大;硫化胶的拉伸强度增大,压缩生热降低,其他物理性能没有明显差异。
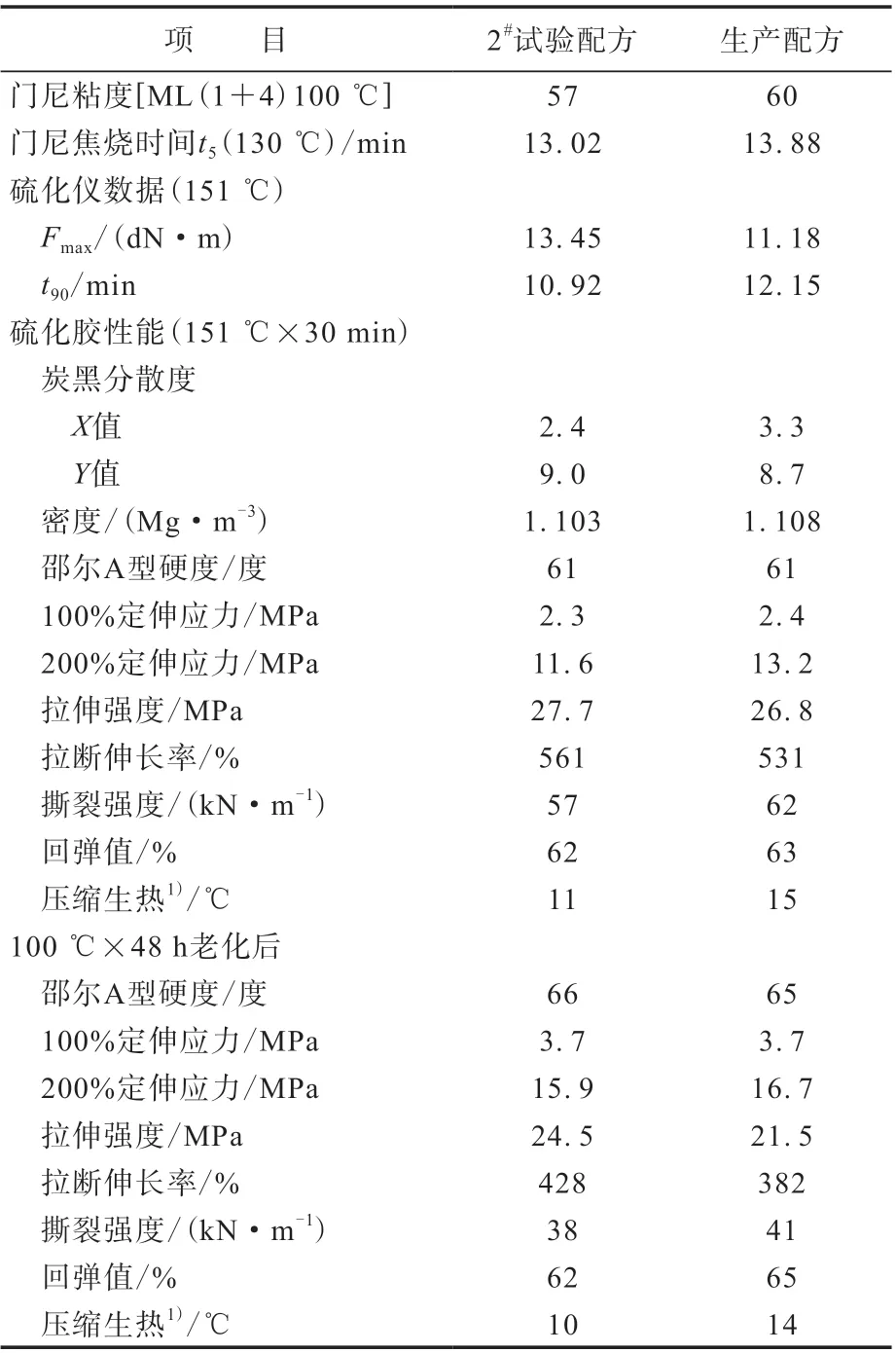
表3 大配合试验结果
综合小配合和大配合试验结果,在全钢子午线轮胎胎肩垫胶中添加模量增强剂8180,能够缩短混炼胶的门尼焦烧时间和t90,符合对胎肩垫胶配方硫化特性的设计要求。当模量增强剂8180用量为1.5份时,全钢子午线轮胎胎肩垫胶的压缩生热最低。
2.4 成品试验
选用2#试验配方试制4条12.00R20 20PR轮胎进行成品试验。
2.4.1 耐久性能
成品轮胎的耐久性试验条件如表4所示,试验结果如表5所示。从表5可以看出,试验轮胎的耐久性能优于生产轮胎。
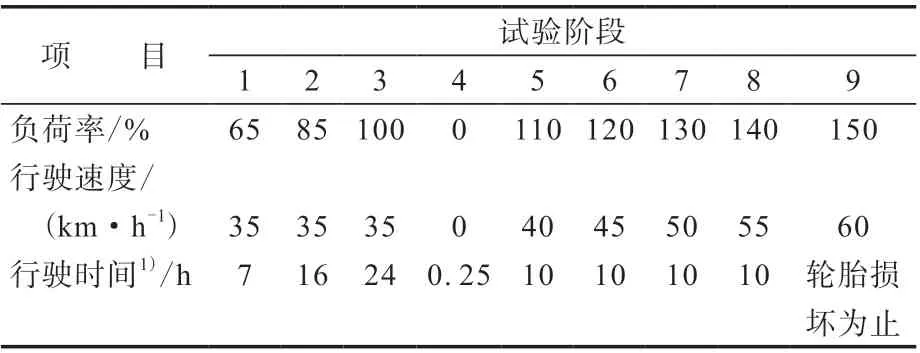
表4 成品轮胎的耐久性试验条件
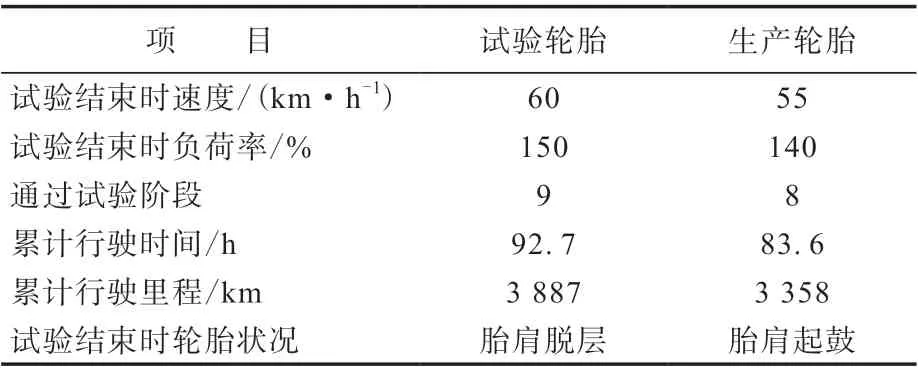
表5 成品轮胎的耐久性试验结果
2.4.2 速度性能
成品轮胎的速度性能试验条件如表6所示,试验结果如表7所示。
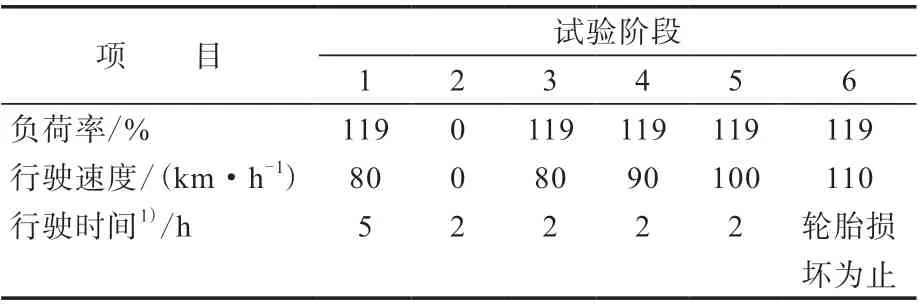
表6 成品轮胎的速度性能试验条件
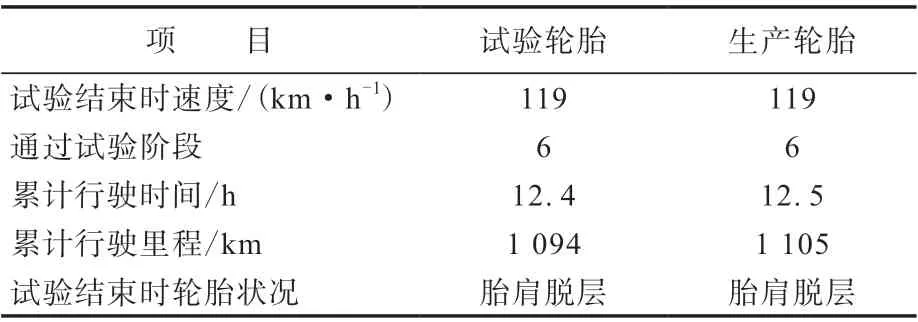
表7 成品轮胎的速度性能试验结果
从表7可以看出,试验轮胎的速度性能与生产轮胎没有明显差异。
3 结论
在全钢子午线轮胎胎肩垫胶中添加1.5份模量增强剂8180,混炼胶的门尼焦烧时间和t90缩短,胶料的Fmax增大,可以提高硫化胶的拉伸强度,降低压缩生热,提高成品轮胎的耐久性能,延长轮胎的使用寿命。
猜你喜欢
弹性体(2022年3期)2022-11-15
橡胶科技(2022年9期)2022-09-29
橡胶工业(2022年5期)2022-07-20
橡胶工业(2022年7期)2022-07-19
轮胎工业(2022年2期)2022-07-19
轮胎工业(2021年10期)2021-07-20
轮胎工业(2021年1期)2021-07-19
北方交通(2019年9期)2019-10-19
固体火箭技术(2018年3期)2018-07-20
筑路机械与施工机械化(2017年10期)2017-11-30